Блок для додаткової обробки безперервнолитих заготовок із вторинних сплавів у потоці
Номер патенту: 47898
Опубліковано: 25.02.2010
Автори: Апонащенко Станіслав Сергійович, Куліков Вячеслав Григорович, Алімов Валерій Іванович, Шевелєв Олександр Іванович
Формула / Реферат
Блок для додаткової обробки безперервнолитих заготовок із вторинних сплавів в потоці, що містить вузол калібрування, встановлений з можливістю включення в технологічний потік, який відрізняється тим, що він оснащений редуктором, вихідний вал якого виконаний порожнім із закріпленим на ньому регулюючим багатокульковим обкатником і з'єднаний із автономним приводом.
Текст
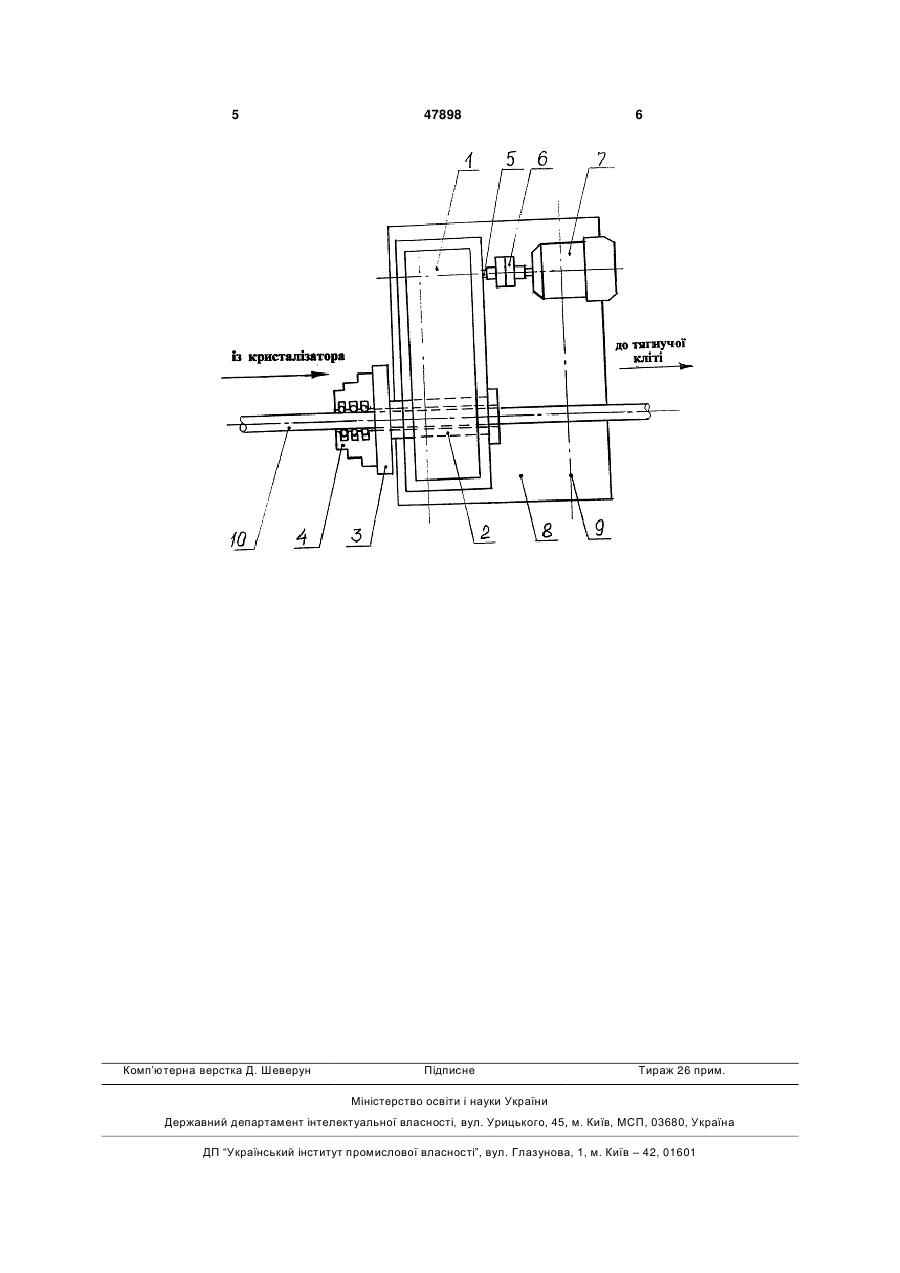
Блок для додаткової обробки безперервнолитих заготовок із вторинних сплавів в потоці, що містить вузол калібрування, встановлений з можливістю включення в технологічний потік, який відрізняється тим, що він оснащений редуктором, вихідний вал якого виконаний порожнім із закріпленим на ньому регулюючим багатокульковим обкатником і з'єднаний із автономним приводом. (19) (21) u200909871 (22) 28.09.2009 (24) 25.02.2010 (46) 25.02.2010, Бюл.№ 4, 2010 р. (72) ШЕВЕЛЄВ ОЛЕКСАНДР ІВАНОВИЧ, АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, КУЛІКОВ ВЯЧЕСЛАВ ГРИГОРОВИЧ, АПОНАЩЕНКО СТАНІСЛАВ СЕРГІЙОВИЧ (73) ШЕВЕЛЄВ ОЛЕКСАНДР ІВАНОВИЧ, АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, КУЛІКОВ ВЯЧЕСЛАВ ГРИ 3 оснащений редуктором, вихідний вал якого виконаний порожнім із закріпленим на ньому регулюючим багато кульковим обкатником і з'єднаний з автономним приводом. Новими ознаками блоку для додаткової обробки безперервно-литих заготівель з вторинних сплавів у потоці є те, що він оснащений редуктором, вихідний вал якого виконаний порожнім із закріпленим на ньому регулюючим багато кульковим обкатником і з'єднаний з автономним приводом. Завдяки новим ознакам досягається: - розширення технологічних можливостей лінії з виробництва безперервно-литих заготівель з вторинних сплавів в потоці; - поліпшення товарного виду заготівель за рахунок зменшення шорсткості поверхні, що в свою чергу підвищує корозійну стійкість металу заготівель; - збільшення сумарного терміну служби кристалізатора за рахунок збільшення допустимого діаметру закрісталлізувавшейся заготівки; - зменшення величини тягнучого зусилля. Конструкція блоку для додаткової обробки безперервно-литих заготівель з , вторинних сплавів у потопі пояснюється кресленням, на якому показане принципове компонування блоку на вигляді зверху. Блок для додаткової обробки безперервнолитих заготівель з вторинних сплавів у потоці містить редуктор 1 із вихідним порожнистим валом 2, на якому закріплений патрон 3, в якому встановлений регулюючий багато кульковий обкатник 4. Вхідний вал 5 редуктора 1 через муфту 6 з'єднаний з автономним приводним двигуном 7. Редуктор 1 і двигун 7 змонтовані на рамі 8, яка може переміщатися по напрямних 9 (показані осі напрямних) для включення в технологічний потік або виключення з нього. Блок для додаткової обробки безперервно литих заготівель з вторинних сплавів у потоці працює таким чином. Блок по напрямних 9 встановлюють у технологічний потік виробництва безперервно литих заготівель з вторинних сплавів таким чином, щоб він розташовувався між кристалізаторів і тягнучою кліттю, а поздовжня вісь безперервно-литої заготівлі 10 співпадала з поздовжньої віссю по 47898 4 рожнього вихідного валу 2 редуктора 1, на якому закріплений патрон 3, в якому встановлено багато кульовий регулюючий обкатник 4. Багато кульовий регулюючий обкатник 4 налаштовують на задану ступінь деформації при обкатці з урахуванням діаметра безперервно-литої заготовки 10, рівного діаметру вихідного отвору кристалізатора. Запуск лінії з виробництва безперервно-литих заготівель 10 здійснюють за діючої технології. При вході заготівки 10 в багато кульвий регулюючий обкатник 4 включають автономний приводний двигун 7, який через муфту 6 приводить в рух вхідний вал 5 редуктора 1. При цьому приводиться в дію порожнистий вихідний вал 2, укріплений на ньому патрон 3 і встановлений в ньому багато кульовий регулюючий обкатник 4. Деформуючі тіла (кульки) багато кулькового регулюючого обкатника 4 деформують поверхню безперервно-литої заготівлі 10, що рухається під дією зусилля тягнучої кліті через внутрішні отвори в патроні 3 та порожньому вихідному валу 2. По мірі стирання кристалізатора діаметр заготівлі 10 збільшується і для дотримання розмірних параметрів заготівлі регулюють ступінь деформації обкатки багато кульковим регулюючим обкатником 4. Для виключення блоку для додаткової обробки безперервно-литих заготівель з вторинних сплавів із технологічного потоку його зрушують по напрямних 9 так, щоб заготівка 10 могла рухатися поза блоком. Приклад. Заявлений блок для додаткової обробки безперервно - литих заготівель з вторинних сплавів у потоці сконструювали для умов ДП "Техноскрап" ТОВ "Скрап". Блок оснащений циліндричним редуктором 1 типу Ц2У - 250 з передавальним числом 1: 11 і двигуном 7 типу АИР потужністю 7,5 кВт і числом обертів 750 об / хв. Двигун з'єднаний із редуктором втулочнопальцевою муфтою. Вихідний вал редуктора 1 виконаний порожнім з внутрішнім діаметром 55 мм. Багато кульковий регулюючий обкатник 4 оснащений 24 кульками діаметром 13 мм. Блок встановлювали в лінію для виробництва товарних литих заготівель діаметром 30 - 50 мм з вторинних сплавів типу бронз БрОЦС, БрАЖ і латуней ЛЗ, ЛОС. 5 Комп’ютерна верстка Д. Шеверун 47898 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for additional working of continuously cast billets of secondary alloys in production line
Автори англійськоюSheveliev Oleksandr Ivanovych, Alimov Valerii Ivanovych, Kulikov Viacheslav Hryhorovych, Aponaschenko Stanislav Serhiiovych
Назва патенту російськоюБлок для дополнительной обработки непрерывнолитых заготовок из вторичных сплавов в потоке
Автори російськоюШевелев Александр Иванович, Алимов Валерий Иванович, Куликов Вячеслав Григорьевич, Апонащенко Станислав Сергеевич
МПК / Мітки
МПК: B22D 11/06
Мітки: сплавів, блок, обробки, безперервнолитих, додаткової, потоці, заготовок, вторинних
Код посилання
<a href="https://ua.patents.su/3-47898-blok-dlya-dodatkovo-obrobki-bezperervnolitikh-zagotovok-iz-vtorinnikh-splaviv-u-potoci.html" target="_blank" rel="follow" title="База патентів України">Блок для додаткової обробки безперервнолитих заготовок із вторинних сплавів у потоці</a>
Плавильно-термічний агрегат для виробництва заготівок із вторинних кольорових сплавів
Номер патенту: 45029
Опубліковано: 26.10.2009
Автори: Куліков Вячеслав Григорович, Алімов Валерій Іванович, Апонащенко Станіслав Сергійович, Шевелєв Олександр Іванович, Колчина Юлія Сергіївна
МПК: B22D 11/00
Мітки: кольорових, агрегат, вторинних, виробництва, плавильно-термічний, заготівок, сплавів
Формула / Реферат:
Плавильно-термічний агрегат для виробництва заготівок із вторинних кольорових сплавів, що включає послідовно розташовану плавильну піч із кристалізатором, тягнучу кліть, відрізну пилку й рольганги з накопичувачем для заготівок, який відрізняється тим, що він додатково оснащений охолоджуючим пристроєм, встановленим між кристалізатором і тягнучою кліттю, тепловим садочним пристроєм для додаткової термообробки й скомпонований по траєкторії...
Спосіб одержання безперервнолитих заготовок
Номер патенту: 67307
Опубліковано: 15.06.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22D 11/00
Мітки: спосіб, заготовок, безперервнолитих, одержання
Формула / Реферат:
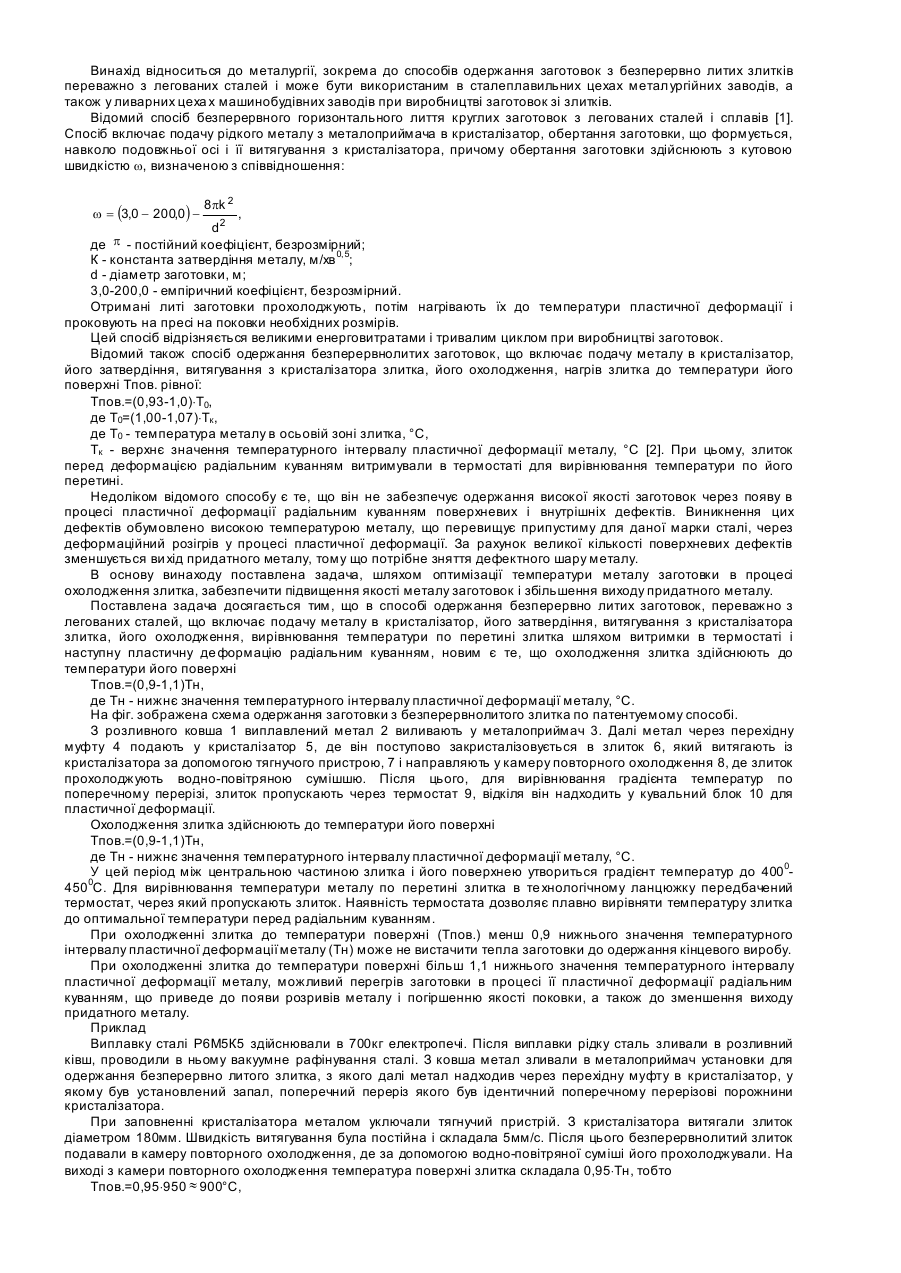
Спосіб одержання безперервнолитих заготовок, переважно з легованих сталей, що включає подачу металу в кристалізатор, його затвердіння, витягування з кристалізатора злитка, його охолодження, вирівнювання температури по перерізу злитка шляхом витримки в термостаті і наступну пластичну деформацію радіальним куванням, який відрізняється тим, що охолодження злитка здійснюють до температури його поверхні:Тпов.=(0,9-1,1)Тн,де Тн -...
Пристрій для додаткової очистки довгомірної сталевої заготовки від окалини після роликового окалиновідламувача в потоці з волочінням
Номер патенту: 74927
Опубліковано: 15.02.2006
Автори: Должанський Анатолій Михайлович, Орлович Дмитро Євгенович, Ломов Ілля Миколайович, Єрмакова Оксана Сергіївна
МПК: B21C 43/00
Мітки: окалиновідламувача, довгомірної, очистки, заготовки, пристрій, сталевої, додаткової, роликового, волочінням, потоці, окалини
Формула / Реферат:
1. Пристрій для додаткової очистки довгомірної сталевої заготовки від окалини після роликового окалиновідламувача в потоці з волочінням, що включає підпружинену повздовжню камеру з сітчастим дном, що має прямокутний поперечний переріз і співвідношення меншої сторони перерізу і довжини камери менше 1, в торцях якої виконані отвори для входу і виходу заготовки, камера забезпечена кришкою з можливістю регулювання її положення щодо дискретного...
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані
Номер патенту: 75537
Опубліковано: 17.04.2006
Автори: Смірнов Олексій Миколайович, Скляр Віталій Олександрович, Белобров Юрій Миколайович, Григор'єв Михайло Володимирович, Передерєєв Віталій Володимирович, Смирнов Євген Миколайович, Несвіт Володимир Василійович
МПК: B22D 11/12
Мітки: обтиснення, спосіб, заготовок, блюмів, безперервнолитих, стані, рідко-твердому
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, при якому обтиснення блюмів і заготовок здійснюють у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі...
Пристрій для термовологої обробки вторинних продуктів переробки зернобобових

Номер патенту: 56871
Опубліковано: 15.05.2003
Автори: Агєєв Сергій Михайлович, Агєєв Максим Сергійович, Мостовой Андрій Анатолійович
МПК: A23N 17/00
Мітки: переробки, вторинних, зернобобових, продуктів, обробки, пристрій, термовологої
Формула / Реферат:
Пристрій для термовологої обробки вторинних продуктів переробки зернобобових, що містить корпус із завантажувальною горловиною, у якому розташований вал шнека і встановлені на ньому спіральні гвинти різного внутрішнього діаметра, а також нагрівальні елементи, який відрізняється тим, що вал шнека виконаний у вигляді конуса з вершиною в зоні завантаження, причому крок шнека рівномірно зменшується від зони завантаження до зони обробки при...
Попередній патент: Перехідний вузол з`єднання труб
Наступний патент: Спосіб підвищення точності спостережень за горизонтальними деформаціями земної поверхні і споруджень, які підробляються
Випадковий патент: Спосіб охорони гірничої виробки при розробці пластів корисних копалин