Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50091
Опубліковано: 25.05.2010
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
Формула / Реферат
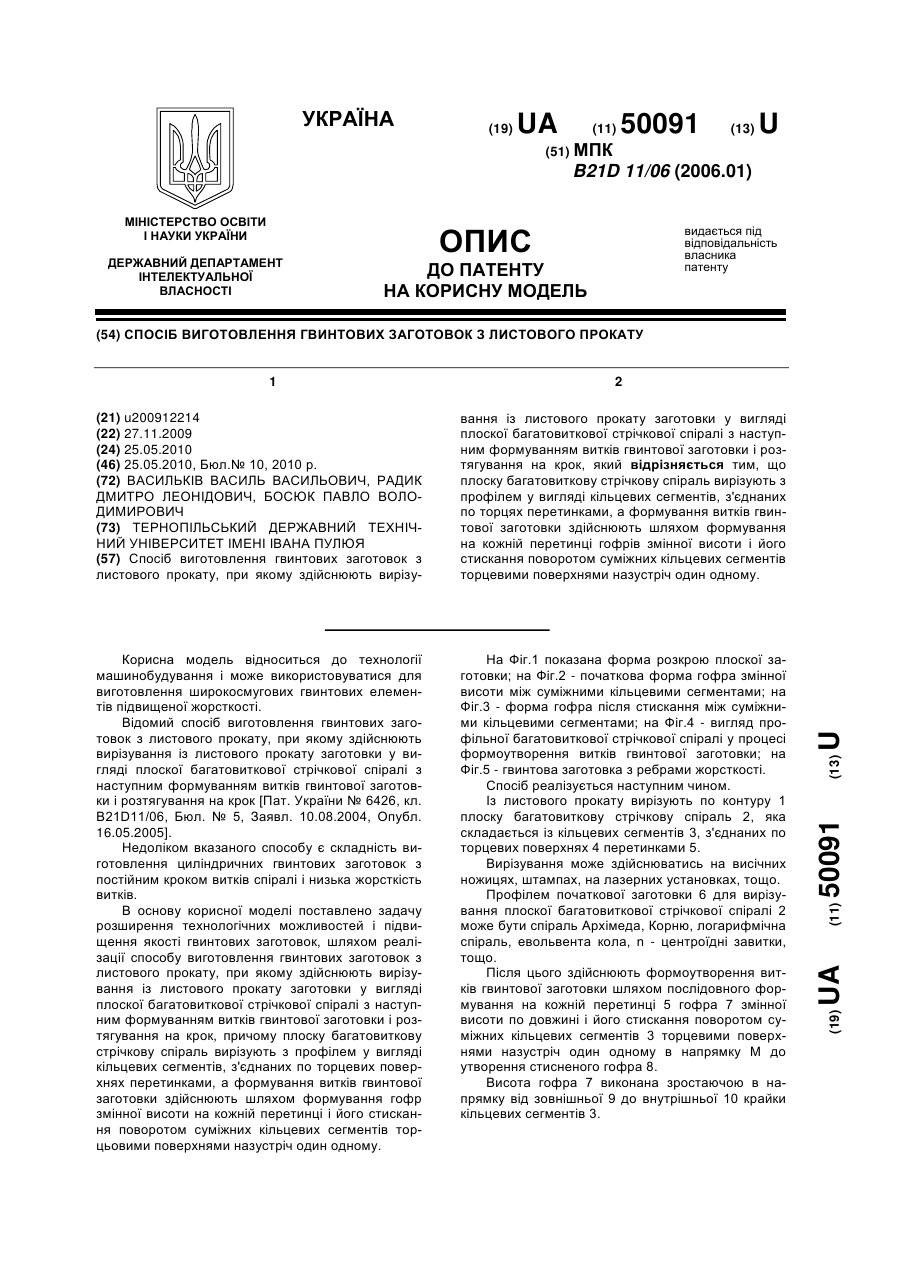
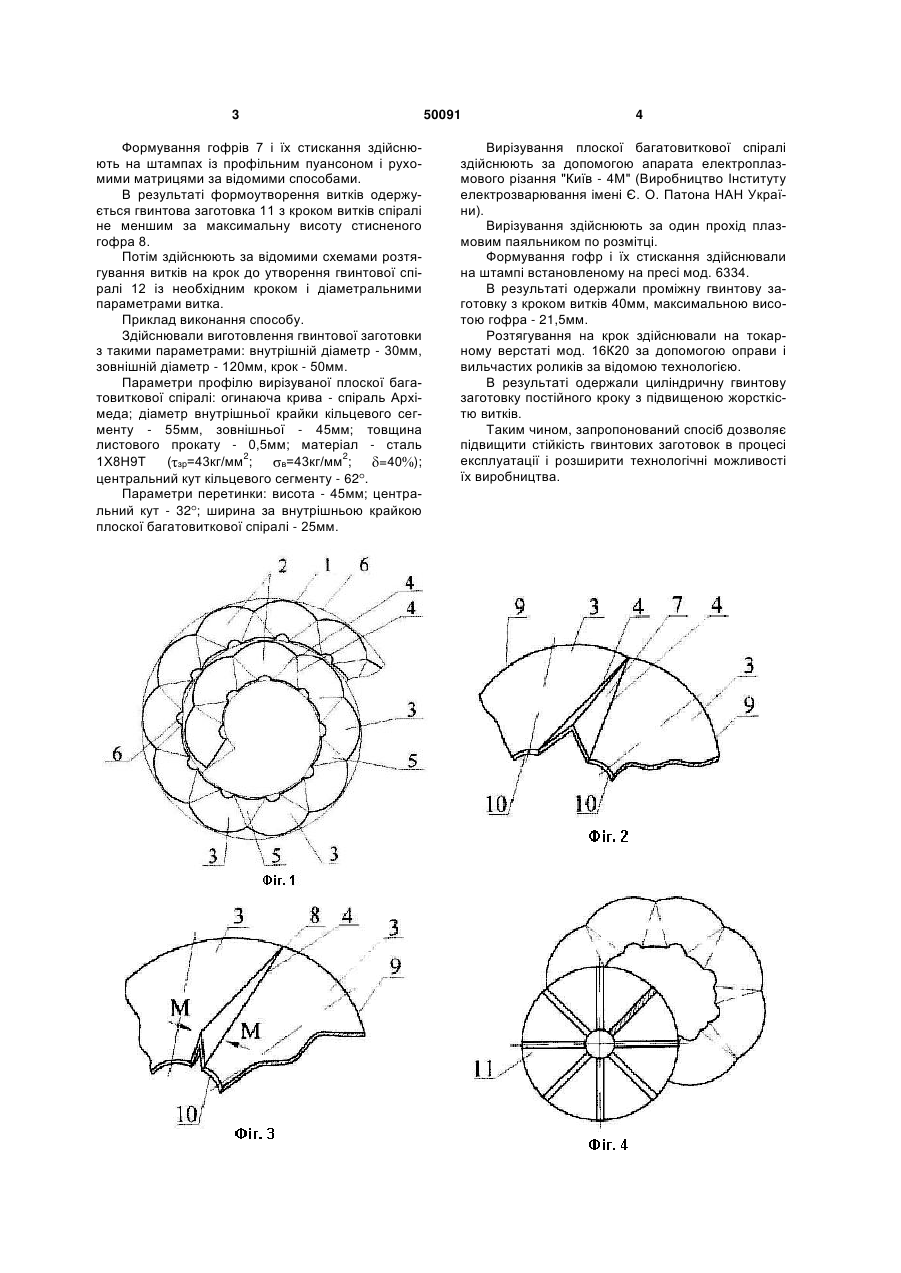
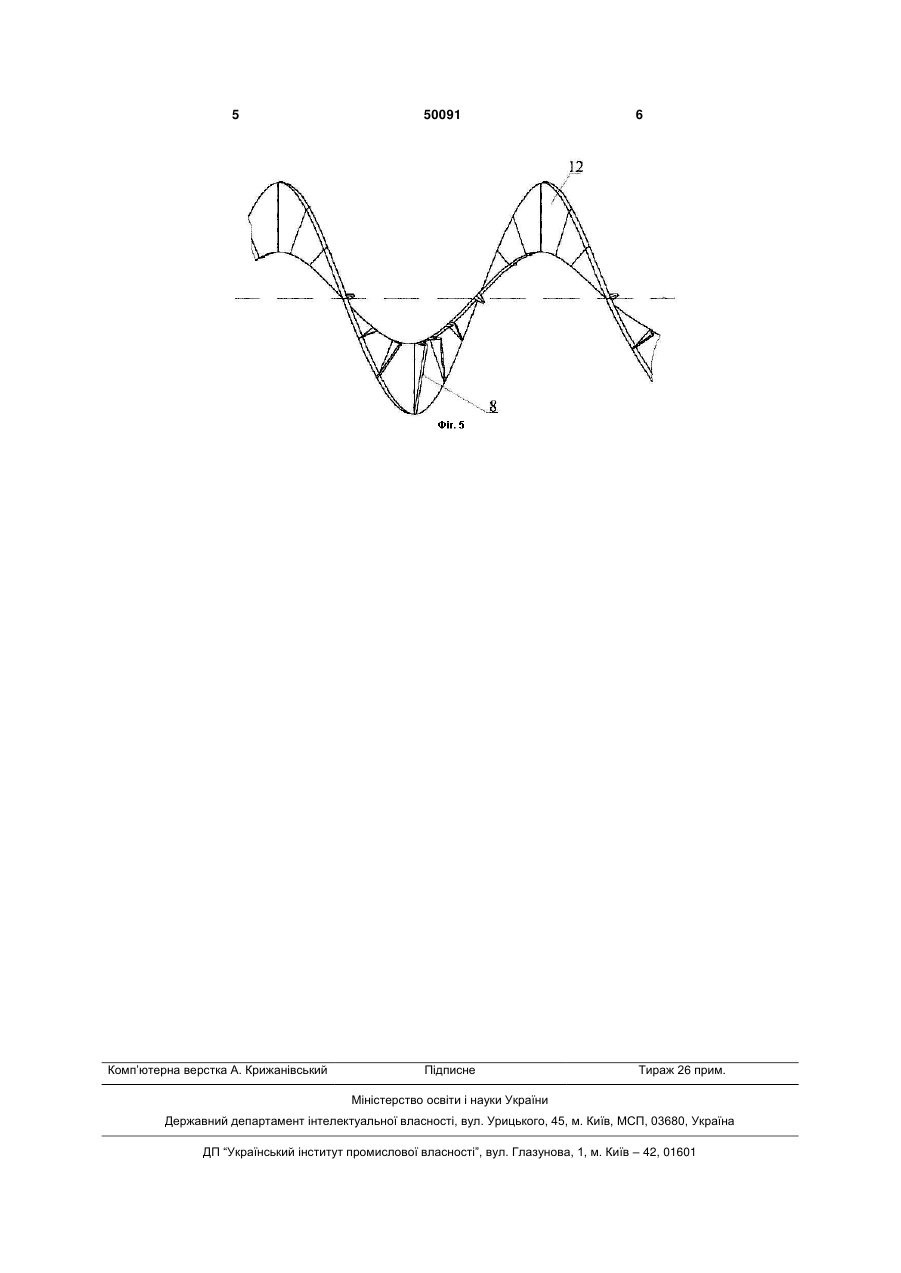
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату заготовки у вигляді плоскої багатовиткової стрічкової спіралі з наступним формуванням витків гвинтової заготовки і розтягування на крок, який відрізняється тим, що плоску багатовиткову стрічкову спіраль вирізують з профілем у вигляді кільцевих сегментів, з'єднаних по торцях перетинками, а формування витків гвинтової заготовки здійснюють шляхом формування на кожній перетинці гофрів змінної висоти і його стискання поворотом суміжних кільцевих сегментів торцевими поверхнями назустріч один одному.
Текст
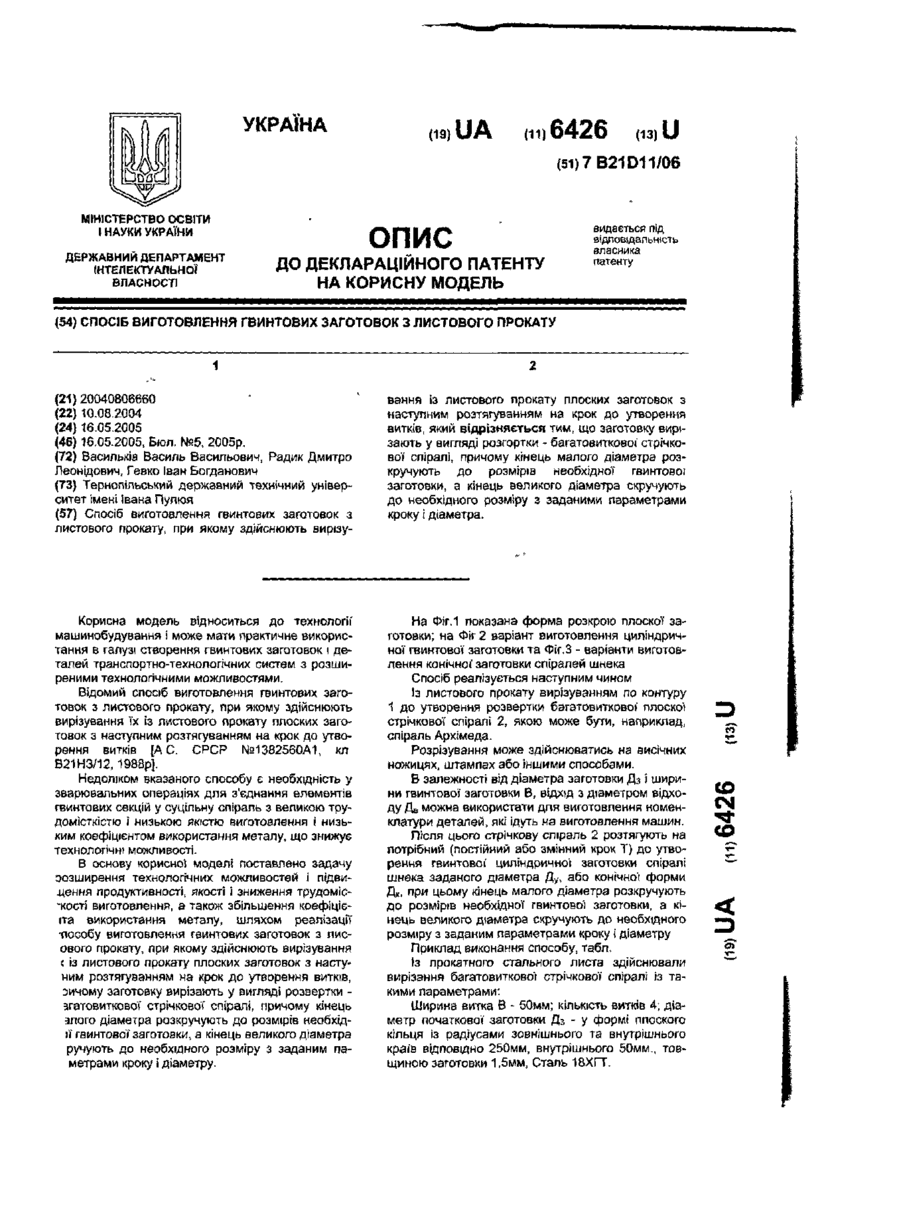
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізу 3 Формування гофрів 7 і їх стискання здійснюють на штампах із профільним пуансоном і рухомими матрицями за відомими способами. В результаті формоутворення витків одержується гвинтова заготовка 11 з кроком витків спіралі не меншим за максимальну висоту стисненого гофра 8. Потім здійснюють за відомими схемами розтягування витків на крок до утворення гвинтової спіралі 12 із необхідним кроком і діаметральними параметрами витка. Приклад виконання способу. Здійснювали виготовлення гвинтової заготовки з такими параметрами: внутрішній діаметр - 30мм, зовнішній діаметр - 120мм, крок - 50мм. Параметри профілю вирізуваної плоскої багатовиткової спіралі: огинаюча крива - спіраль Архімеда; діаметр внутрішньої крайки кільцевого сегменту - 55мм, зовнішньої - 45мм; товщина листового прокату - 0,5мм; матеріал - сталь 2 1Х8Н9Т ( зр=43кг/мм2; =40 ); в=43кг/мм ; центральний кут кільцевого сегменту - 62 . Параметри перетинки: висота - 45мм; центральний кут - 32 ; ширина за внутрішньою крайкою плоскої багатовиткової спіралі - 25мм. 50091 4 Вирізування плоскої багатовиткової спіралі здійснюють за допомогою апарата електроплазмового різання "Київ - 4М" (Виробництво Інституту електрозварювання імені Є. О. Патона НАН України). Вирізування здійснюють за один прохід плазмовим паяльником по розмітці. Формування гофр і їх стискання здійснювали на штампі встановленому на пресі мод. 6334. В результаті одержали проміжну гвинтову заготовку з кроком витків 40мм, максимальною висотою гофра - 21,5мм. Розтягування на крок здійснювали на токарному верстаті мод. 16К20 за допомогою оправи і вильчастих роликів за відомою технологією. В результаті одержали циліндричну гвинтову заготовку постійного кроку з підвищеною жорсткістю витків. Таким чином, запропонований спосіб дозволяє підвищити стійкість гвинтових заготовок в процесі експлуатації і розширити технологічні можливості їх виробництва. 5 Комп’ютерна верстка А. Крижанівський 50091 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of screw blanks from sheet metal
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления винтовых заготовок из листового проката
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: листового, заготовок, спосіб, гвинтових, виготовлення, прокату
Код посилання
<a href="https://ua.patents.su/3-50091-sposib-vigotovlennya-gvintovikh-zagotovok-z-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтових заготовок з листового прокату</a>
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Гевко Іван Богданович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, прокату, виготовлення, гвинтових, заготовок, листового
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, прокату, профільних, заготовок, виготовлення, листового, гвинтових
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 50090
Опубліковано: 25.05.2010
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, широкосмугових, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому здійснюють вирізування із листового прокату зубчастої заготовки, яка складається із пластин, з'єднаних по торцях перетинками з наступним формуванням витків гвинтової заготовки і розтягуванням на крок, який відрізняється тим, що пластини виконують у вигляді кругових півкілець, потім здійснюють відгинання перетинок до їх розміщення у площині, перпендикулярній до площини...
Спосіб виготовлення стрічкових гвинтових заготовок
Номер патенту: 48550
Опубліковано: 25.03.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, гвинтових, стрічкових, спосіб
Формула / Реферат:
Спосіб виготовлення стрічкових гвинтових заготовок, при якому вирізують із листового прокату плоскі заготовки, формують витки гвинтової спіралі і калібрують її на крок, який відрізняється тим, що вирізують плоску заготовку у вигляді профільної смуги, що містить послідовно з'єднані по торцях кільцеві сегменти, причому зовнішня крайка кожного наступного кільцевого сегмента розміщена зі сторони внутрішньої крайки попереднього, виконують прорізі...
Спосіб виготовлення гвинтових гофрованих заготовок
Номер патенту: 23331
Опубліковано: 25.05.2007
Автори: Новосад Іван Ярославович, Драган Андрій Петрович, Гевко Роман Богданович, Гевко Богдан Матвійович, Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: виготовлення, гвинтових, заготовок, гофрованих, спосіб
Формула / Реферат:
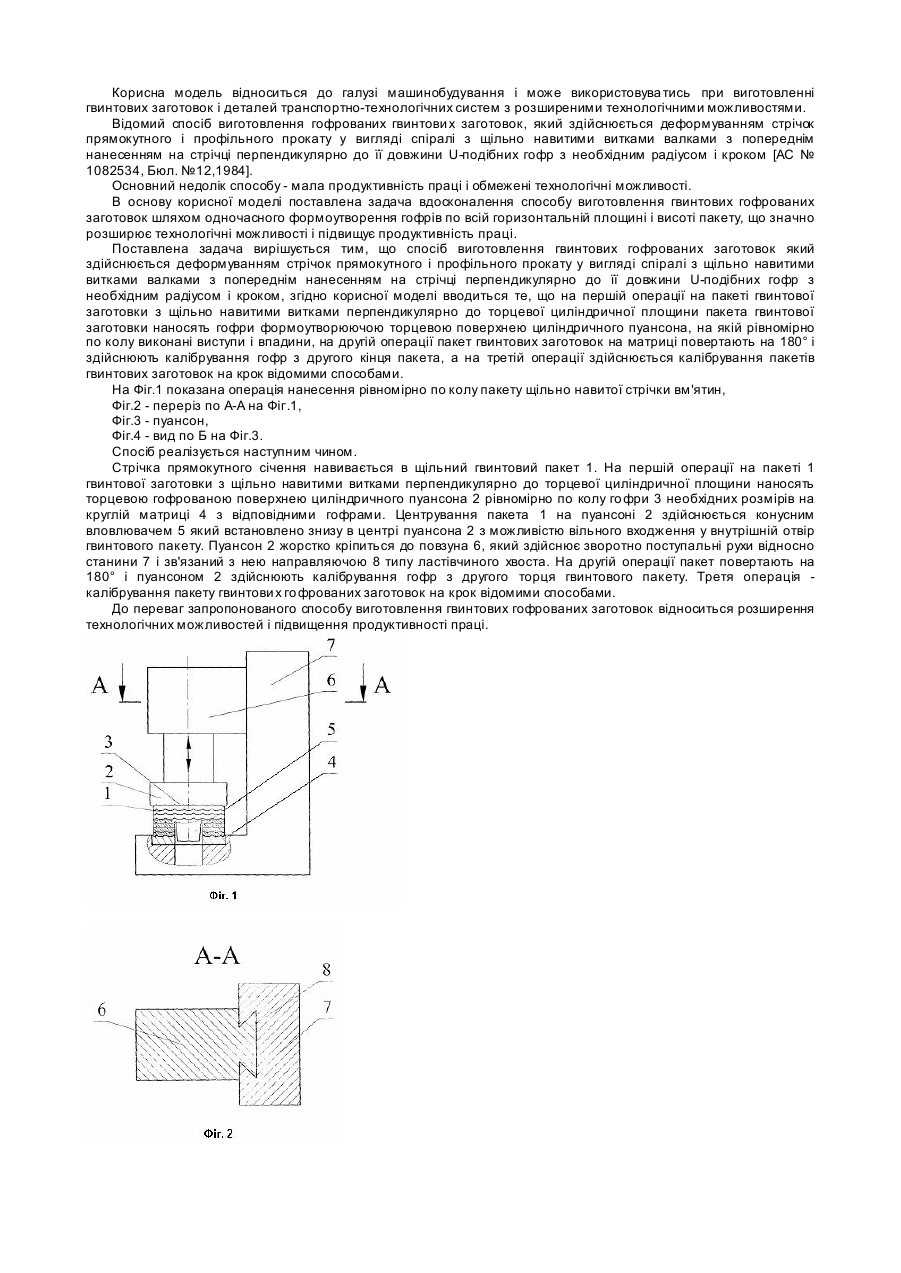
Спосіб виготовлення гвинтових гофрованих заготовок, при якому деформують стрічки прямокутного і профільного прокату у вигляді спіралі з щільно навитими витками валками з попереднім нанесенням на стрічці перпендикулярно до її довжини U-подібних гофрів з необхідним радіусом і кроком, який відрізняється тим, що на першій операції на пакеті гвинтової заготовки з щільно навитими витками перпендикулярно до торцевої циліндричної площини пакета...
Попередній патент: Спосіб виготовлення широкосмугових гвинтових заготовок
Наступний патент: Спосіб профілактики уроджених вад невральної трубки в дітей
Випадковий патент: Шихта для виготовлення нагрівача комірки високого тиску