Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 50090
Опубліковано: 25.05.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Босюк Павло Володимирович
Формула / Реферат
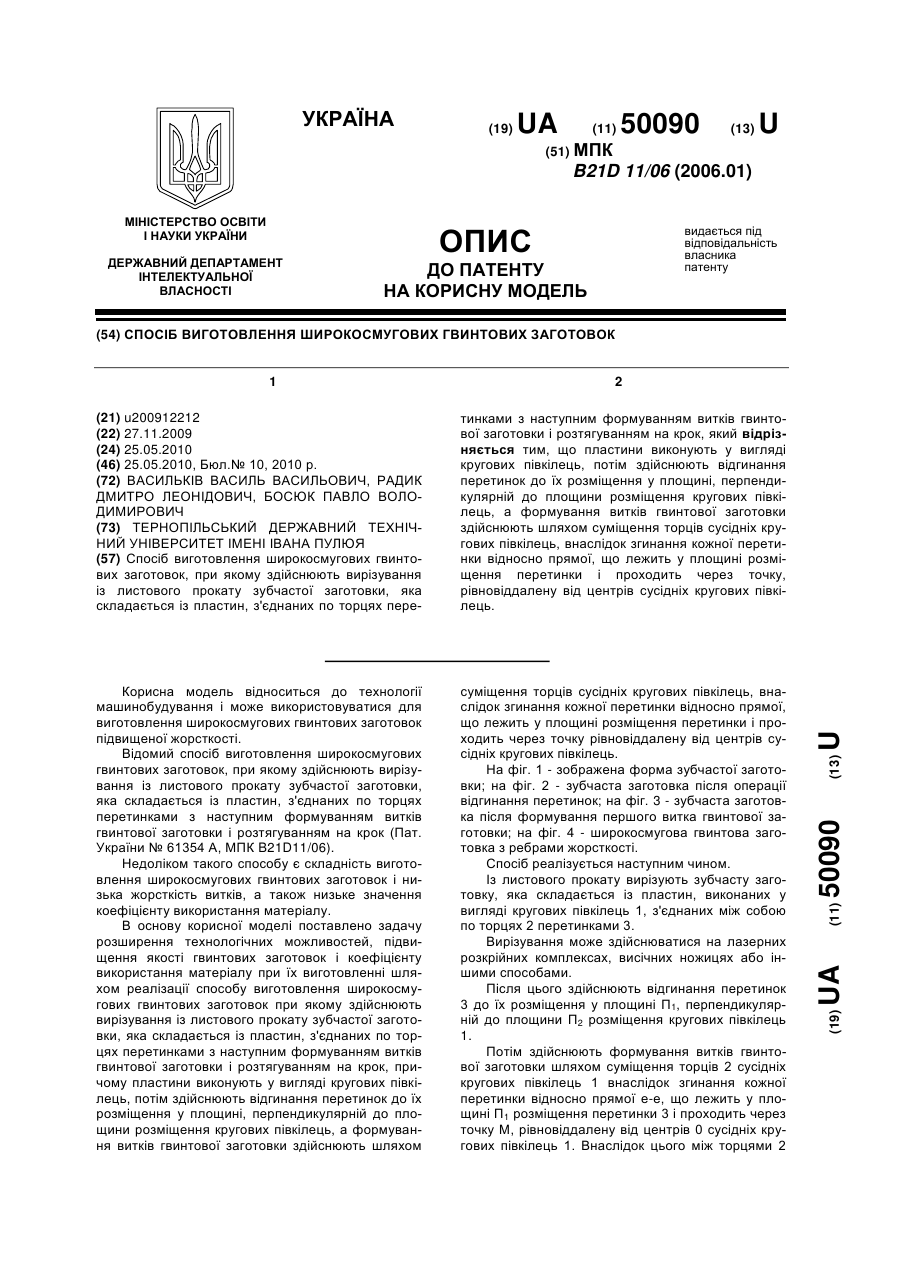
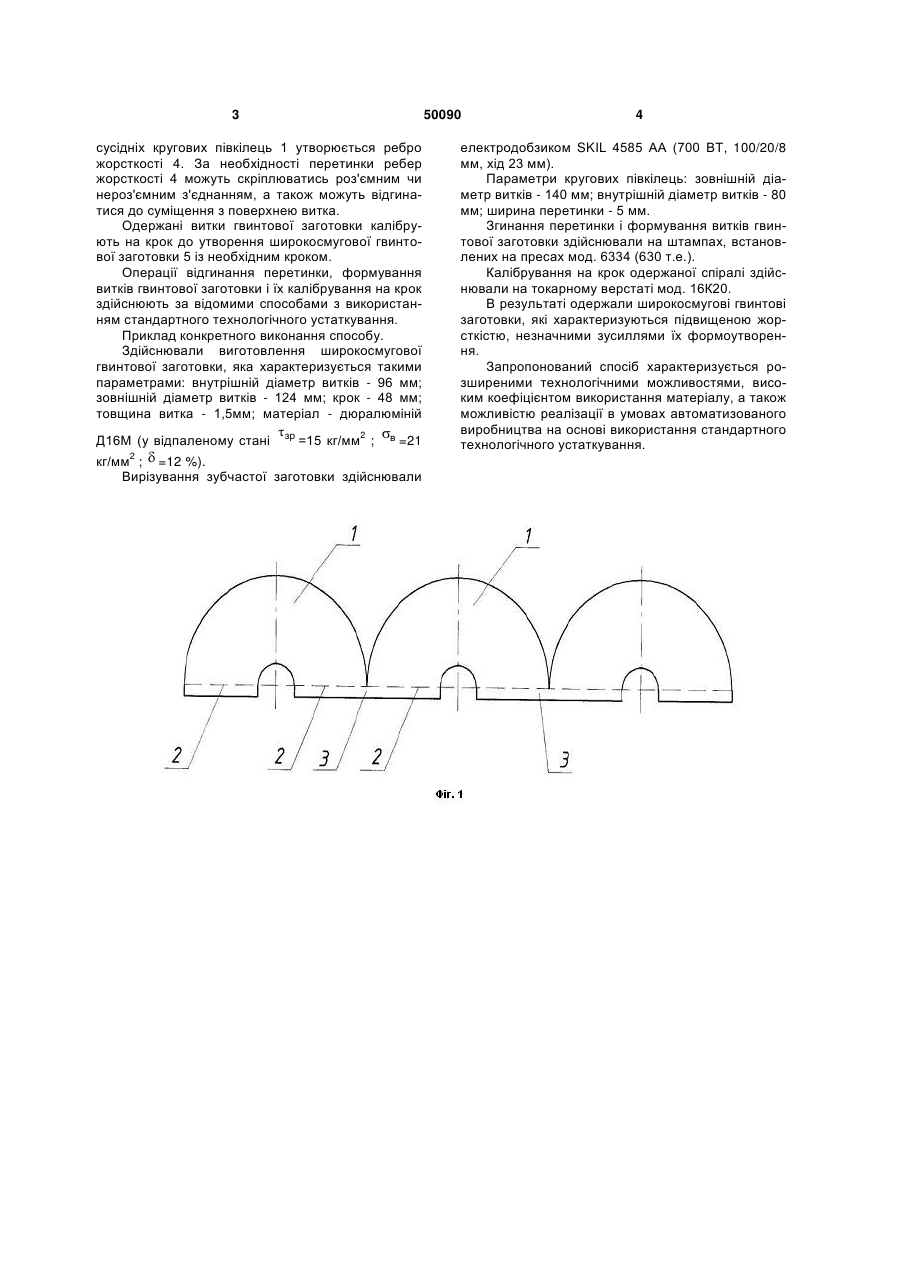
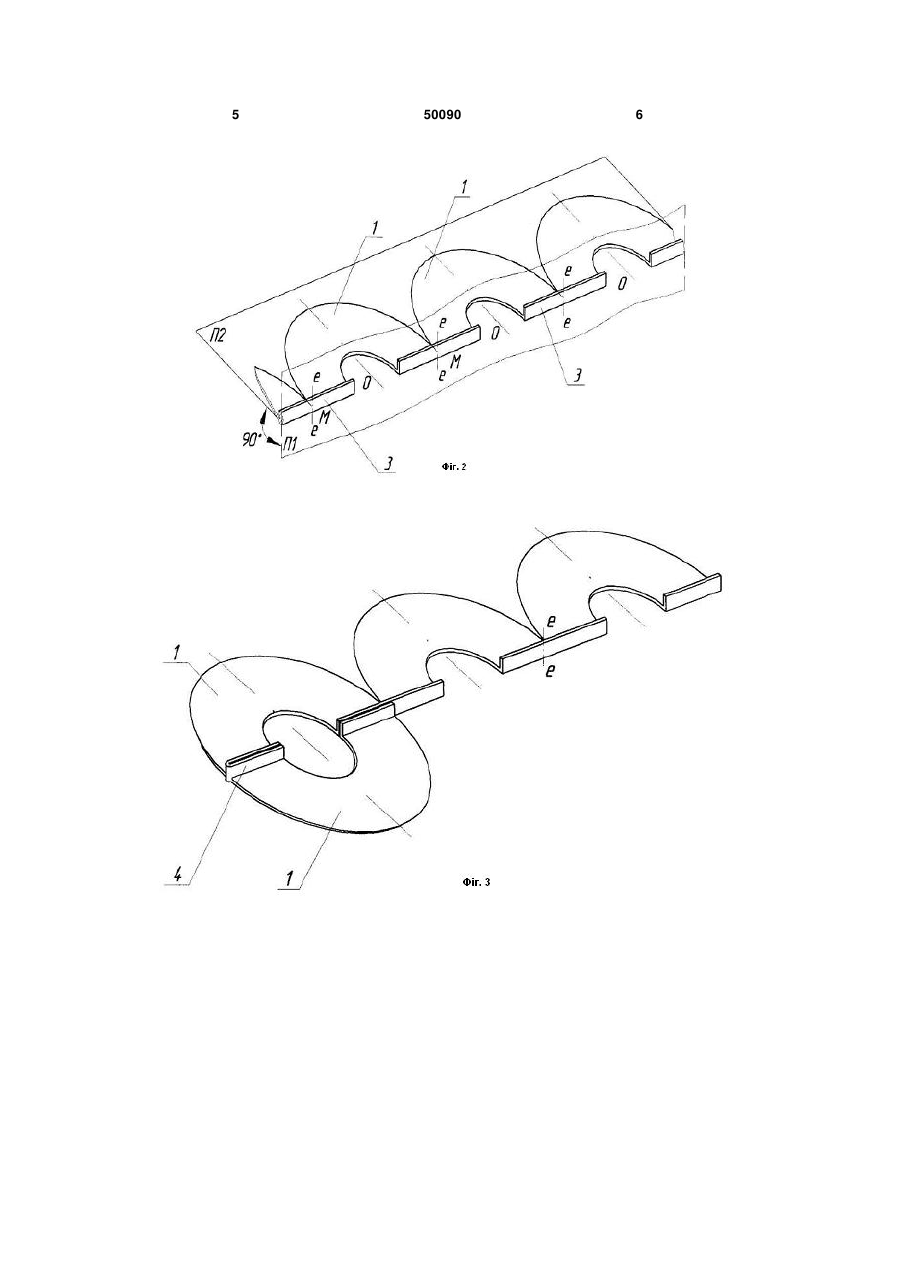
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому здійснюють вирізування із листового прокату зубчастої заготовки, яка складається із пластин, з'єднаних по торцях перетинками з наступним формуванням витків гвинтової заготовки і розтягуванням на крок, який відрізняється тим, що пластини виконують у вигляді кругових півкілець, потім здійснюють відгинання перетинок до їх розміщення у площині, перпендикулярній до площини розміщення кругових півкілець, а формування витків гвинтової заготовки здійснюють шляхом суміщення торців сусідніх кругових півкілець, внаслідок згинання кожної перетинки відносно прямої, що лежить у площині розміщення перетинки і проходить через точку, рівновіддалену від центрів сусідніх кругових півкілець.
Текст
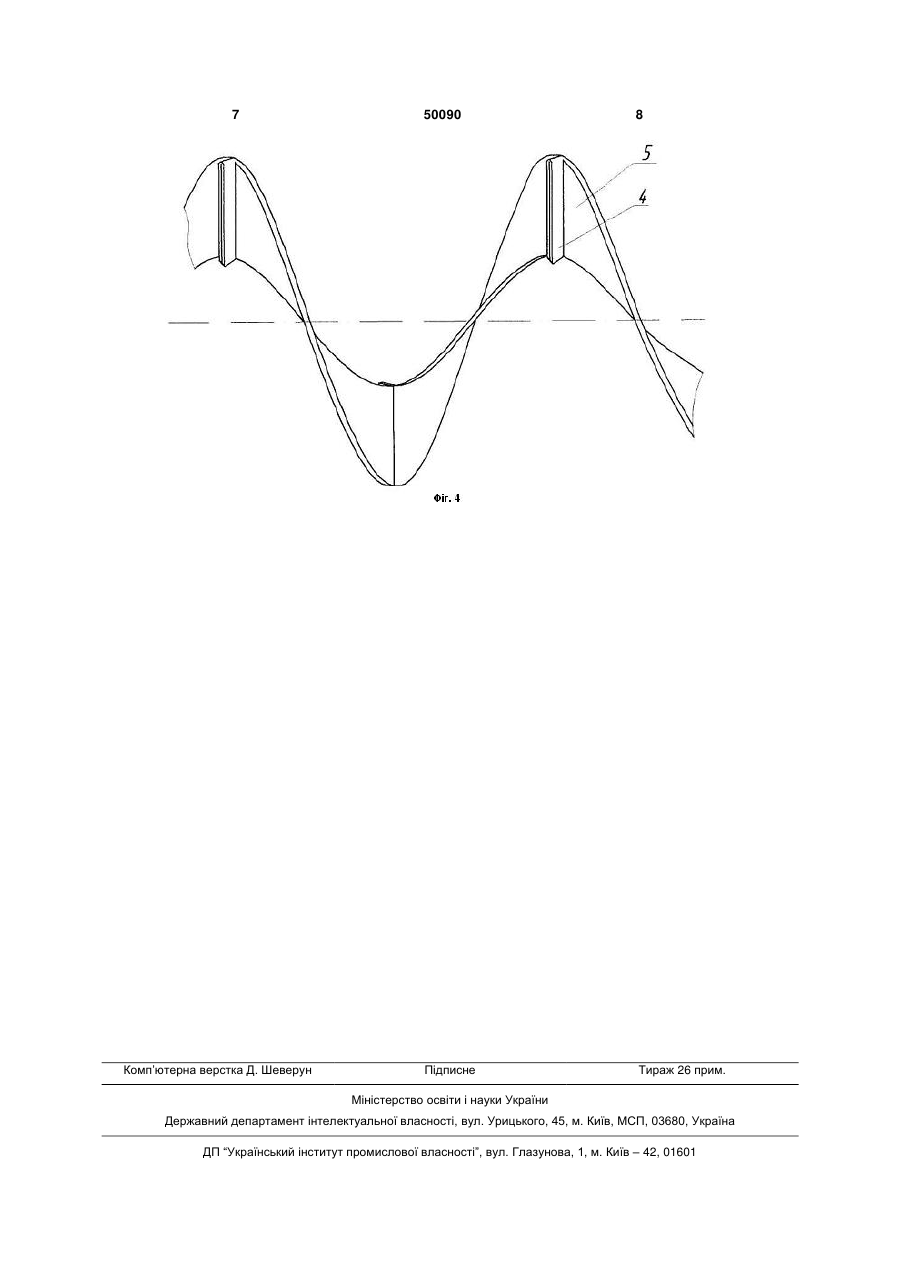
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому здійснюють вирізування із листового прокату зубчастої заготовки, яка складається із пластин, з'єднаних по торцях пере 3 50090 сусідніх кругових півкілець 1 утворюється ребро жорсткості 4. За необхідності перетинки ребер жорсткості 4 можуть скріплюватись роз'ємним чи нероз'ємним з'єднанням, а також можуть відгинатися до суміщення з поверхнею витка. Одержані витки гвинтової заготовки калібрують на крок до утворення широкосмугової гвинтової заготовки 5 із необхідним кроком. Операції відгинання перетинки, формування витків гвинтової заготовки і їх калібрування на крок здійснюють за відомими способами з використанням стандартного технологічного устаткування. Приклад конкретного виконання способу. Здійснювали виготовлення широкосмугової гвинтової заготовки, яка характеризується такими параметрами: внутрішній діаметр витків - 96 мм; зовнішній діаметр витків - 124 мм; крок - 48 мм; товщина витка - 1,5мм; матеріал - дюралюміній Д16М (у відпаленому стані 2 зр =15 кг/мм2 ; в =21 кг/мм ; =12 %). Вирізування зубчастої заготовки здійснювали 4 електродобзиком SKIL 4585 АА (700 ВТ, 100/20/8 мм, хід 23 мм). Параметри кругових півкілець: зовнішній діаметр витків - 140 мм; внутрішній діаметр витків - 80 мм; ширина перетинки - 5 мм. Згинання перетинки і формування витків гвинтової заготовки здійснювали на штампах, встановлених на пресах мод. 6334 (630 т.е.). Калібрування на крок одержаної спіралі здійснювали на токарному верстаті мод. 16К20. В результаті одержали широкосмугові гвинтові заготовки, які характеризуються підвищеною жорсткістю, незначними зусиллями їх формоутворення. Запропонований спосіб характеризується розширеними технологічними можливостями, високим коефіцієнтом використання матеріалу, а також можливістю реалізації в умовах автоматизованого виробництва на основі використання стандартного технологічного устаткування. 5 50090 6 7 Комп’ютерна верстка Д. Шеверун 50090 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing wide-strip screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления широкополосных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: широкосмугових, гвинтових, спосіб, виготовлення, заготовок
Код посилання
<a href="https://ua.patents.su/4-50090-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: широкосмугових, спосіб, виготовлення, гвинтових, заготовок
Формула / Реферат:
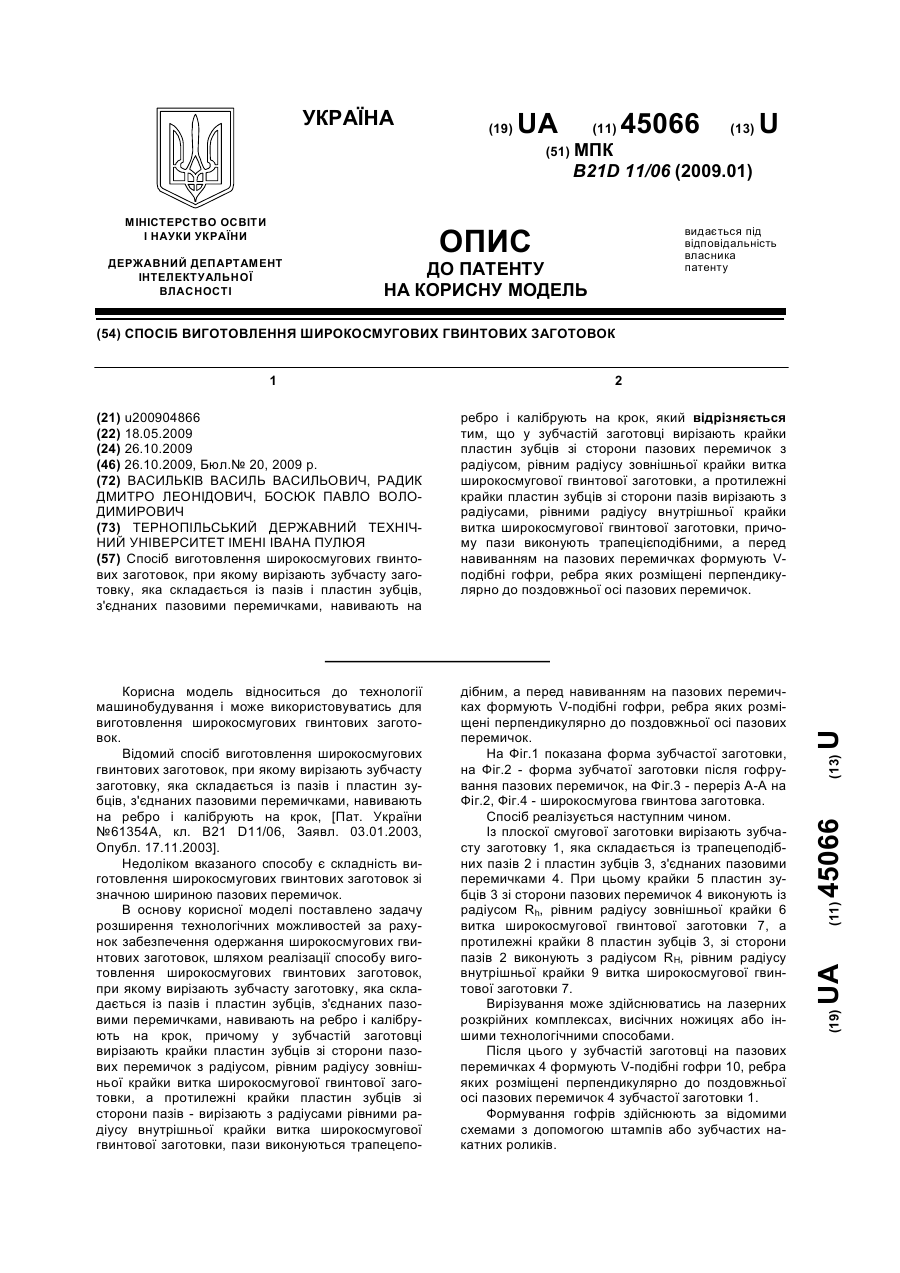
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення стрічкових гвинтових заготовок
Номер патенту: 48550
Опубліковано: 25.03.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, гвинтових, стрічкових, спосіб
Формула / Реферат:
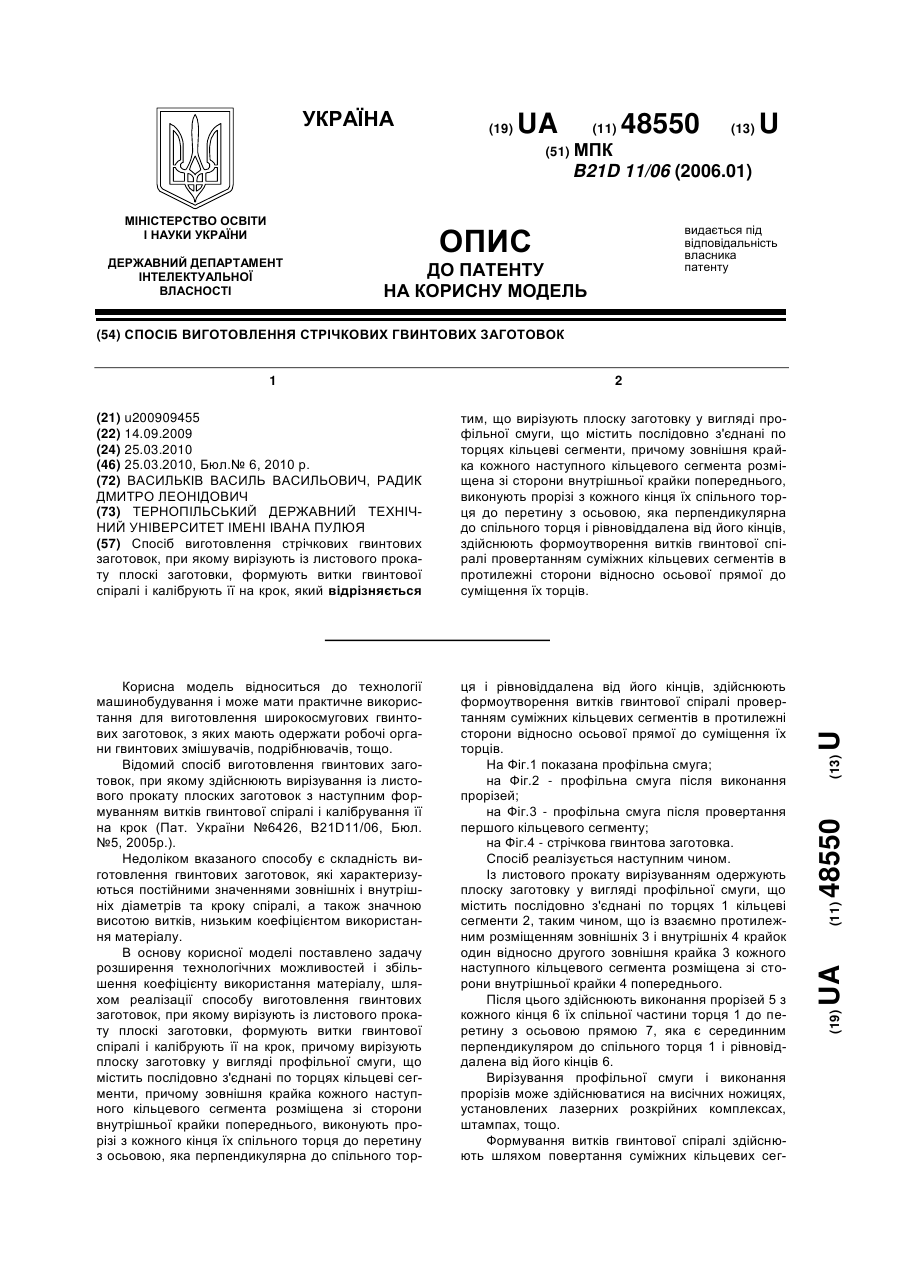
Спосіб виготовлення стрічкових гвинтових заготовок, при якому вирізують із листового прокату плоскі заготовки, формують витки гвинтової спіралі і калібрують її на крок, який відрізняється тим, що вирізують плоску заготовку у вигляді профільної смуги, що містить послідовно з'єднані по торцях кільцеві сегменти, причому зовнішня крайка кожного наступного кільцевого сегмента розміщена зі сторони внутрішньої крайки попереднього, виконують прорізі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 48610
Опубліковано: 25.03.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович
МПК: B21C 37/00
Мітки: спосіб, виготовлення, широкосмугових, гвинтових, заготовок
Формула / Реферат:
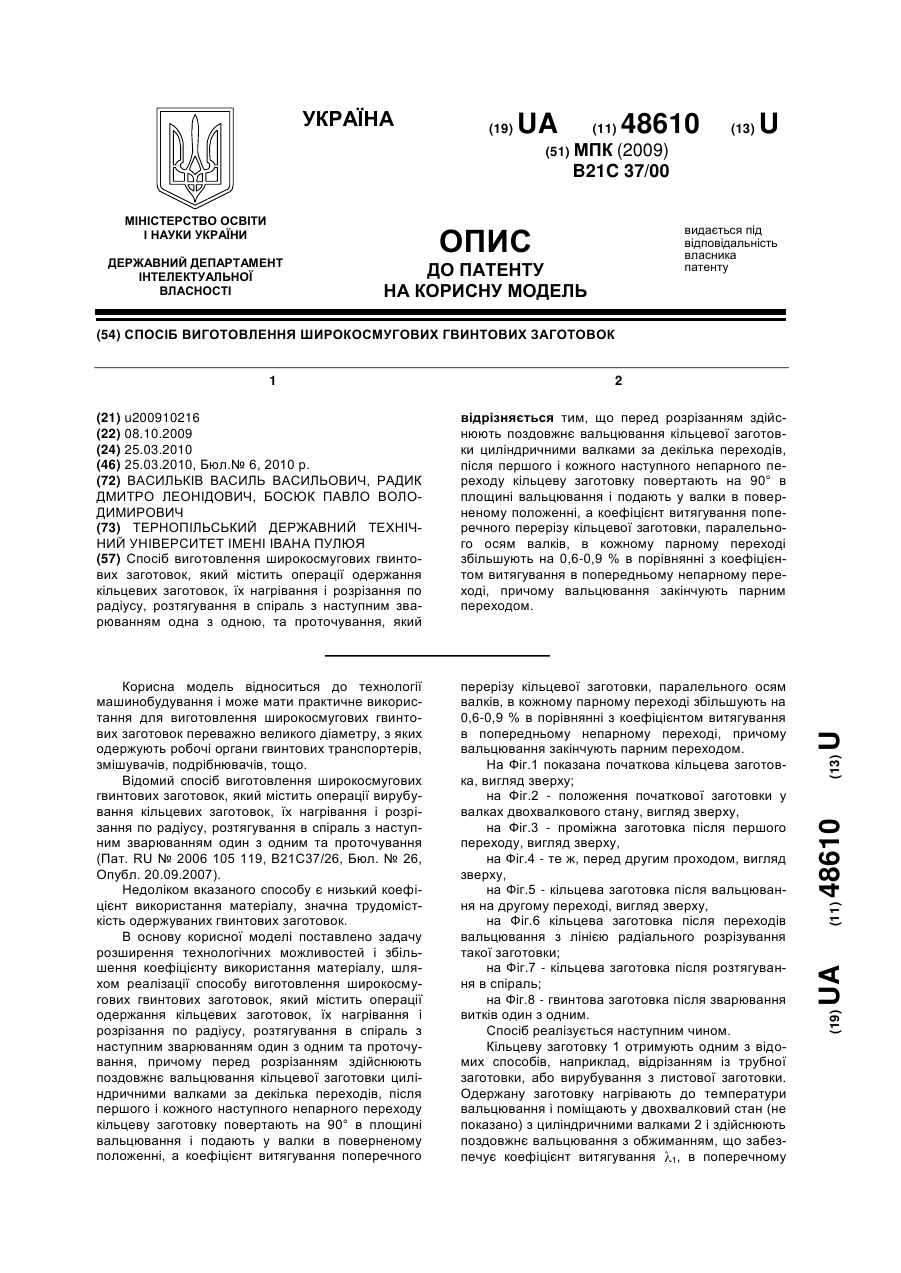
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який відрізняється тим, що перед розрізанням здійснюють поздовжнє вальцювання кільцевої заготовки циліндричними валками за декілька переходів, після першого і кожного наступного непарного переходу кільцеву заготовку...
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Радик Дмитро Леонидович, Гевко Іван Богданович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, листового, спосіб, виготовлення, прокату
Формула / Реферат:
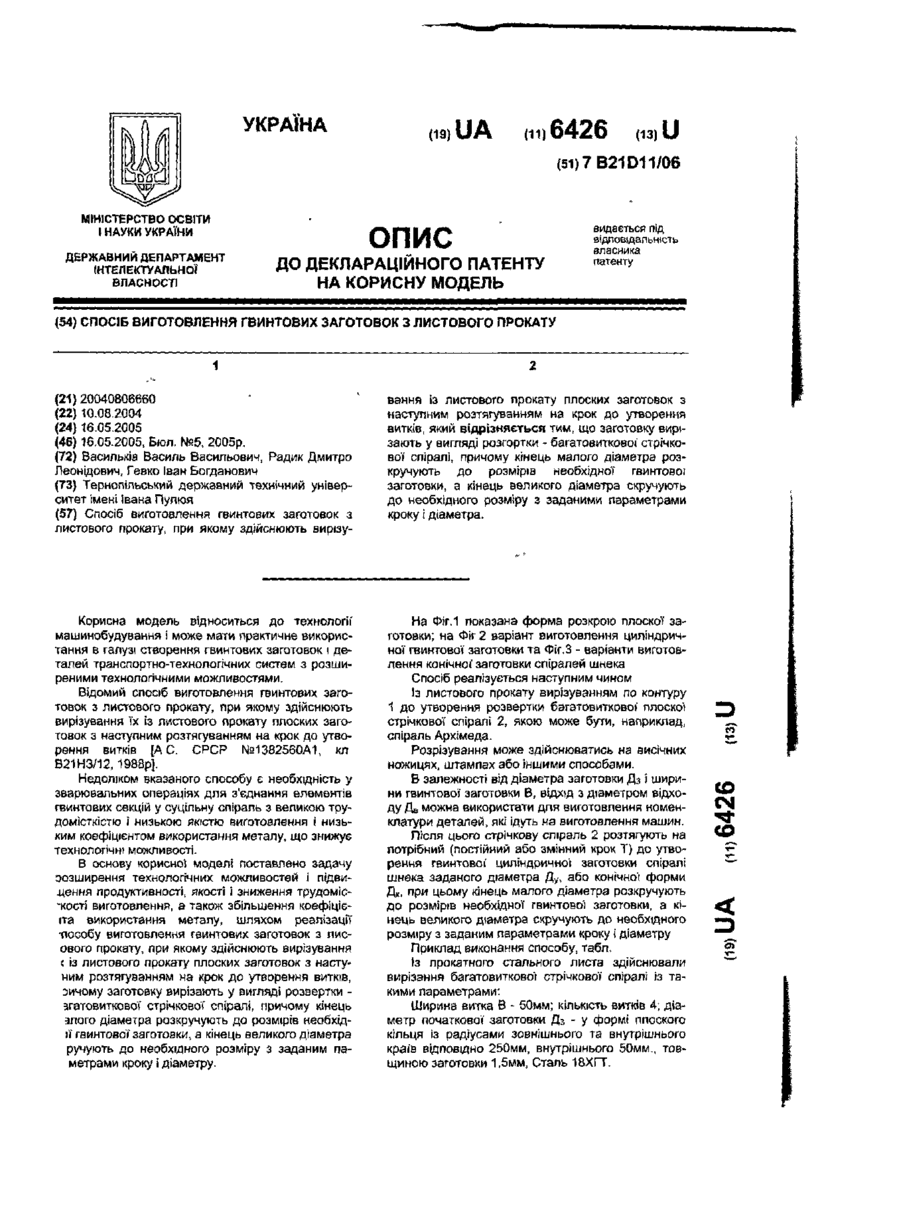
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, прокату, профільних, спосіб, листового, заготовок, гвинтових
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Попередній патент: Спосіб лікування хронічного гіпертрофічного риніту
Наступний патент: Спосіб виготовлення гвинтових заготовок з листового прокату
Випадковий патент: Спосіб переміщення транспортного засобу білецького ю.о.