Спосіб обробки внутрішніх поверхонь тригранних кутів деталей
Номер патенту: 50151
Опубліковано: 25.05.2010
Автори: Лякун Станіслав Федорович, Юркевич Володимир Євгенійович

Формула / Реферат
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей, що полягає в попередній обробці внутрішніх граней тригранного кута, який відрізняється тим, що деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, доти, поки бісектриса перпендикулярного осі шпинделя плоского кута основи деталі не стане паралельною одній із координатних площин, потім нахиляють деталь таким чином, щоб вісь тригранного кута була паралельною осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж ребер до вершини тригранного кута, причому різець-фрезу переміщають у функціональній лінійній залежності одночасно по трьох координатах, а головний кут у плані ![]() при вершині різця-фрези для кожного тригранного кута обчислюють як функцію від плоских кутів тригранного кута по формулі:
при вершині різця-фрези для кожного тригранного кута обчислюють як функцію від плоских кутів тригранного кута по формулі:
![]()
де: ![]() - половина плоского кута тригранного кута, паралельного площині, на якій установлена деталь;
- половина плоского кута тригранного кута, паралельного площині, на якій установлена деталь;
![]() - два інших плоских кути тригранного кута, не паралельних площині, на якій установлена деталь.
- два інших плоских кути тригранного кута, не паралельних площині, на якій установлена деталь.
Текст
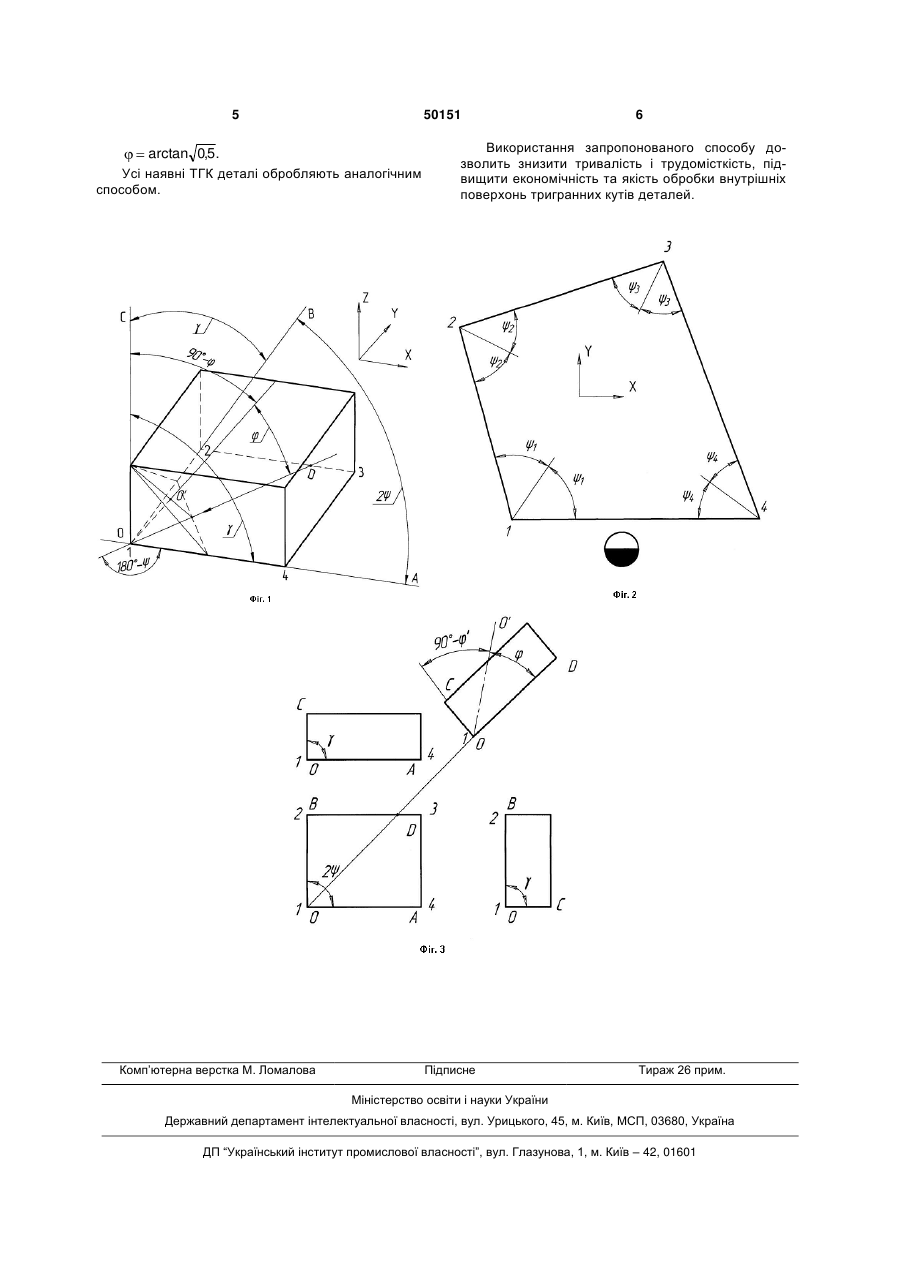
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей, що полягає в попередній обробці внутрішніх граней тригранного кута, який відрізняється тим, що деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, доти, поки бісектриса перпендикулярного осі шпинделя плоского кута основи деталі не стане паралельною одній із координатних площин, потім нахиляють деталь таким чином, щоб вісь тригранного кута була паралельною осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного 3 Поставлена задача вирішується тим, що після попередньої обробки внутрішніх граней тригранного кута деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, доти, поки бісектриса перпендикулярного осі шпинделя плоского кута основи деталі не стане паралельною одній із координатних площин, потім нахиляють деталь таким чином, щоб вісь тригранного кута була паралельна осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж ребер до вершини тригранного кута, причому, різецьфрезу переміщають у функціональній лінійній залежності одночасно по трьох координатах, а головний кут у плані при вершині різця-фрези для кожного тригранного кута обчислюють як функцію від плоских кутів тригранного кута по формулі: 1 cos sin 2 arcsin , 2 cos 2 1 cos sin де: - половина плоского кута тригранного кута, паралельного площині, на якій установлена деталь; - два інших плоских кути тригранного кута, не паралельних площині, на якій установлена деталь. Причинно-наслідковий зв'язок між сукупністю ознак винаходу і технічним результатом полягає в наступному. Завдяки тому, що деталь не знімають, а повертають навколо осі, паралельної осі шпинделя доти, поки бісектриса перпендикулярного осі шпинделя плоского кута основи деталі не стане паралельною одній із координатних площин, потім нахиляють деталь таким чином, щоб вісь тригранного кута була паралельна осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж ребер до вершини тригранного кута, причому, різець-фрезу переміщають у функціональній лінійній залежності одночасно по трьох координатах, а головний кут у плані при вершині різця-фрези для кожного тригранного кута обчислюють як функцію від плоских кутів тригранного кута по формулі: 1 cos sin 2 arcsin , cos 2 1 cos sin 2 де: - половина плоского кута тригранного кута, паралельного площині, на якій установлена деталь; - два інших плоских кути тригранного кута, не паралельних площині, на якій установлена деталь, знижується тривалість і трудомісткість, підвищується економічність та якість обробки внутрішніх поверхонь тригранних кутів деталей. Сутність способу, що заявляється, пояснюється кресленнями, де на Фіг.1 схематично зображене розташування оброблюваної деталі в аксонометрії, у якої плоскі кути тригранного кута (ТГК)=90 . На Фіг.2 схематично зображена основа оброблюваної деталі, у якої плоскі кути ТГК 90°, а також 50151 4 нумерація кутів основи і її розташування щодо оператора на робочому місці. На Фіг.3 зображена оброблювана деталь у трьох проекціях. Пропонований спосіб полягає в такому. Заготовку для попередньої й остаточної обробки деталі встановлюють один раз на похилоповоротному столі (ППС), закріпленому на верстаті з ЧПУ. Для попередньої обробки деталь установлюють таким чином, щоб одна грань ТГК була перпендикулярною осі шпинделя, а одне ребро цієї грані було паралельним координатній осі X. Як правило, у верстатах з ЧПУ вісь Z паралельна осі шпинделя, вісь X - горизонтальна, а вісь Y перпендикулярна осям X і Z. Далі кінцевою фрезою з відповідним конусом, наприклад, рівним ливарному ухилу прес-форми, фрезерують ТГК уздовж ребер плоского кута, установленого перпендикулярно осі шпинделя. Після фрезерування грані плоских кутів не паралельні площині, на якій установлена деталь, дорівнюють куту (див. Фіг.1, Фіг.2). Після попередньої обробки деталі в кожному тригранному куті залишається невибраний матеріал (скруглення, рівне радіусу фрези). Для остаточної обробки ТГК, наприклад, кута 1 (див. Фіг.1), деталь не знімають, а повертають за допомогою похило-поворотного столу на кут 180°, де - кут, який дорівнює половині плоского кута, перпендикулярного осі шпинделя. При цьому, бісектриса OD (див. Фіг.1) перпендикулярного осі шпинделя плоского кута АОВ=2 основи деталі буде паралельною одній із координатних площин.Потім похило-поворотний стіл нахиляють у площині XZ на кут - (90°- ) (див. Фіг.1), де - головний кут у плані при вершині різця-фрези. Причому, одна сторона кута 90°- завжди паралельна осі шпинделя і не збігається з ребром ТГК ОС, якщо плоскі кути 90°. Таким чином, вісь ТГК оброблюваної деталі (ОО) установлюють паралельно осі шпинделя. Вісь ТГК ОО, як і осі всіх тригранних кутів, проходить через вершину ТГК, і кожна її точка віддалена від граней ТГК на рівні відстані. Закріплюють у шпиндель різець-фрезу і свердлять уздовж осі ТГК на глибину розташування трьох граней до його вершини. Далі фрезерують грані кожного двогранного кута уздовж ребер до вершини ТГК, причому, різець-фрезу переміщають у функціональній лінійній залежності одночасно по трьох координатах, а головний кут у плані при вершині різця-фрези для кожного тригранного кута обчислюють як функцію від плоских кутів ТГК по формулі: 1 cos sin 2 arcsin , cos 2 1 cos sin 2 де: - половина плоского кута ТГК, паралельного площині, на якій установлена деталь; - два інших плоских кути ТГК, не паралельні площині, на якій установлена деталь. Причому, якщо всі плоскі кути ТГК=90°, то головний кут у плані при вершині різця-фрези ( ) можна обчислювати по спрощеній формулі: 5 50151 arctan 0,5. Усі наявні ТГК деталі обробляють аналогічним способом. Комп’ютерна верстка М. Ломалова 6 Використання запропонованого способу дозволить знизити тривалість і трудомісткість, підвищити економічність та якість обробки внутрішніх поверхонь тригранних кутів деталей. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining internal surfaces of trihedral angles of parts
Автори англійськоюLiakun Stanislav Fedorovych, Yurkevych Volodymyr Yevheniiovych
Назва патенту російськоюСпособ обработки внутренних поверхностей трехгранных углов деталей
Автори російськоюЛякун Станислав Федорович, Юркевич Владимир Евгеньевич
МПК / Мітки
МПК: B23C 3/00
Мітки: спосіб, поверхонь, внутрішніх, обробки, деталей, тригранних, кутів
Код посилання
<a href="https://ua.patents.su/3-50151-sposib-obrobki-vnutrishnikh-poverkhon-trigrannikh-kutiv-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки внутрішніх поверхонь тригранних кутів деталей</a>
Спосіб електроерозійного вирізання внутрішніх кутів деталей
Номер патенту: 40017
Опубліковано: 16.07.2001
Автори: Ступак Денис Олегович, Поляков Святослав Петрович, Осипенко Василь Іванович
МПК: B23H 7/02
Мітки: електроерозійного, вирізання, кутів, деталей, внутрішніх, спосіб
Формула / Реферат:
Спосіб електроерозійного вирізання внутрішніх кутів деталей, що включає переміщення опор електрода - дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, який відрізняється тим, що додаткове переміщення опор електрода - дроту за вершину кута проводять на величину прогину електрода - дроту у верхньому перерізі заготовки, причому величина...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: відновлення, деталей, внутрішніх, поверхонь, циліндричних, спосіб
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Спосіб вібраційної обробки внутрішніх поверхонь
Номер патенту: 51739
Опубліковано: 16.12.2002
Автори: Писаренко Віктор Григорович, Берник Павло Степанович, Ярошенко Леонід Вікторович, Боковий Євгеній Федорович, Середа Леонід Павлович
МПК: B24B 31/06, B24B 31/073
Мітки: вібраційної, поверхонь, обробки, внутрішніх, спосіб
Формула / Реферат:
1. Спосіб вібраційної обробки внутрішніх поверхонь, при якому оброблювану деталь встановлюють горизонтально і надають коливання з віброприскоренням, більшим від прискорення вільного падіння, який відрізняється тим, що оброблювані деталі збирають у пакети, які жорстко закріплюють у нижній частині тороїдального контейнера вібраційної машини, і заповнюють його робочим середовищем.2. Спосіб за п. 1, який відрізняється тим, що пакети...
Пристрій для обробки сферичних поверхонь деталей
Номер патенту: 73614
Опубліковано: 15.08.2005
Автори: Власенко Василь Миколайович, Римчук Данило Васильович, Ломакін Віктор Дмитрович, Батиєв Анатолій Джангірович, Вайсберг Григорій Львович
МПК: B23B 5/00, B24B 11/00
Мітки: пристрій, сферичних, деталей, обробки, поверхонь
Формула / Реферат:
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя, який відрізняється тим, що привід обертання шпинделя містить корпус, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя містить консольну плиту, встановлену на планшайбі поворотного столу, і привід...
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Гресько Володимир Ларіонович, Лабунець Василь Федорович, Шульга Іван Федорович, Марчук Володимир Єфремович, Ляшенко Борис Артемович
Мітки: обробки, тертя, деталей, струмопровідних, спосіб, поверхонь, електроіскрової
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Попередній патент: Берегозахисна споруда
Наступний патент: Двошаровий бетонний виріб
Випадковий патент: Спосіб виготовлення багатошарового композиційного ізоляційного матеріалу