Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Формула / Реферат
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого скла з модулем m=3,6-3,7, протягом 70 хвилин, установку втулки здійснюють на клей ВС-350, сушіння деталі ведуть при температурі 240-255 °С протягом 1 години, а після фінішної механічної обробки нагріту до температури 100-120 °С деталь занурюють в суспензію молібденіту і витримують протягом 10-15 хвилин для заповнення ним пор зміцнювального покриття.
Текст
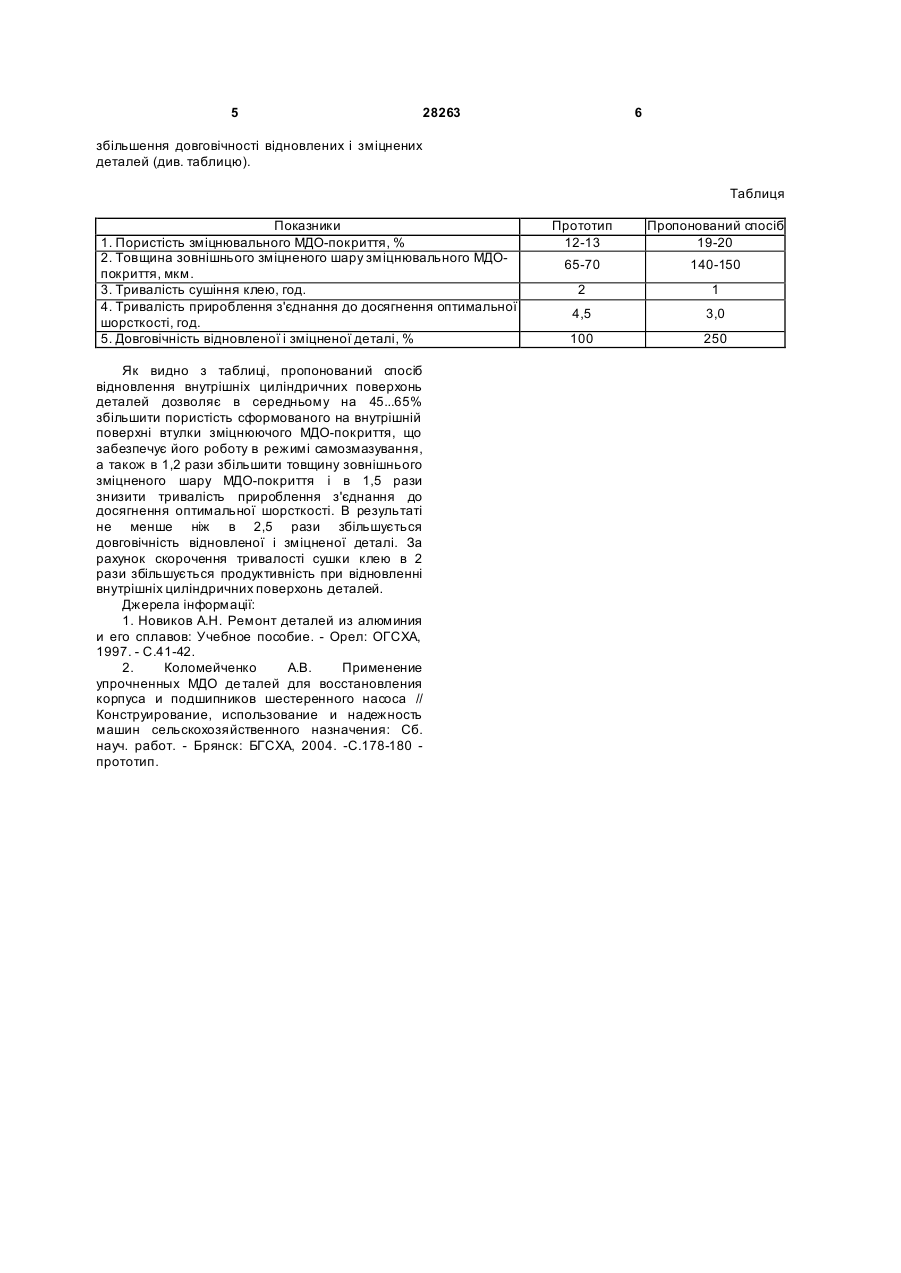
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її вн утрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з 3 28263 обробці деталі зі встановленими втулками. В результаті цього МДО-покриття місцями практично повністю видаляється, що приводить до значного зниження довговічності відновленої і зміцненої деталі. Продуктивність способу також є низькою. В основу корисної моделі поставлена задача підвищення довговічності відновлених і зміцнених деталей, що дає можливість роботи зміцнювального МДО-покриття, сформованого на внутрішній поверхні втулки, в режимі самозмазування, за рахунок збільшення пористості і подальшого заповнення пор твердим мастильним матеріалом, зниження тривалості прироблення з'єднання до досягнення оптимальної шорсткості, збільшення товщини зовнішнього зміцненого шару МДО-покриття і продуктивності способу за рахунок використання клею, що має меншу тривалість сушіння. Поставлена задача вирішується тим, що спосіб відновлення внутрішніх циліндричних поверхонь деталей, який включає попередню підготовку деталі, виготовлення втулки і зміцнення її вн утрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру і, згідно корисної моделі, мікродугове оксидування ведуть в електроліті, що містить 8г/л гідроксиду калію і 35г/л натрієвого рідкого скла з модулем m=3,6-3,7, протягом 70 хвилин, установку втулки здійснюють на клей ВС-350, сушіння деталі ведуть при температурі 240-255°С протягом 1 години, а після фінішної механічної обробки нагріту до температури 100-120°С деталь занурюють в суспензію молібденіту і витримують протягом 1015 хвилин для заповнення ним пор зміцнювального покриття. Спосіб здійснюють таким чином. Для відновлення зношених внутрішні х циліндрових поверхонь деталей, наприклад посадочних отворів опор валів жаток кормозбиральних комбайнів, спочатку проводять попередню підготовку деталі, що полягає в розточуванні зношеного посадочного отвору на вертикально-фрезерному верстаті. Втулку відливають з ливарного алюмінієвого сплаву АК9ч в металевій формі-кокілі, підігрітій до температури 280...320°С і потім здійснюють її механічну обробку, причому внутрішню поверхню розточують з припуском під МДО-покриття. Далі проводять зміцнення МДО внутрішньої поверхні втулки з використанням анодно-катодного режиму в лужному електроліті, що містить 8г/л гідроксиду калію і 35г/л натрієвого рідкого скла з модулем m=3,6...3,7. Режими обробки: щільність катодного струму - 35А/дм 2, співвідношення анодного і катодного струмів - 0,45, кінцева анодна напруга 380...390В, кінцева катодна напруга - 75...80В, температура електроліту - 45±2°С, тривалість оксидування - 70хв. Товщина зовнішнього зміцненого шару сформованого МДО-покриття складає 140...150мкм. Втулку з зміцнювальним МДО-покриттям встановлюють в заздалегідь розточений і знежирений посадочний отвір опори вала 4 жниварки, змазаний клеєм ВС-350. Потім опору протягом 1 години витримують в сушильній шафі при температурі 240...255°С. Після цього опору вала жниварки з встановленою втулкою піддають фінішній механічній обробці, яка служить для додання їй необхідних розмірів і геометричної форми. Дану операцію здійснюють на внутрішньошліфувальному верстаті. Після фінішної механічної обробки сформоване на внутрішній поверхні втулки МДО-покриття заповнюють твердим мастильним матеріалом (молібденітом). Для цього опору вала жниварки нагрівають до температури 100...120°С, занурюють в суспензію молібденіту з змістом MoS2 20...40% і витримують її там протягом 10...15 хвилин. Ме ханізм формування зміцнювальних МДО-покриттів зумовлює наявність крізних пор, в які при зануренні і проникає суспензія твердого мастильного матеріалу. Після витримки деталь виймають, дають стекти залишкам суспензії і протирають досуха ацетоном або обчищеним бензином. Для остаточного отвердіння твердого мастильного матеріалу в порах МДО-покриття проводять термічну обробку при температурі 220...240°С протягом 25...30 хвилин. Пористість зміцнювального МДО-покриття визначали методом планіметрування. Товщину зовнішнього зміцненого шару МДО-покриття визначали вихровострумовим товщиномером ВТ201. Тривалість приробки з'єднання до досягнення оптимальної шорсткості і довговічність відновлених і зміцнених деталей оцінювали за результатами порівняльних прискорених випробувань на зношування на машині тертя МТУ01 ТУ 4271-001-29034600-2004. Випробування проводили відповідно до рекомендацій керівного документа РД 70.0009.006-85 "Вказівки по методах прискорених випробувань відновлених деталей для основних марок тракторів, комбайнів і інших машин". При МДО з пропонованими складом електроліту і режимами оксидування сформоване на внутрішній поверхні втулки зміцнювальне покриття матиме більш високу пористість в порівнянні з прототипом. При заповненні пор твердим мастильним матеріалом (молібденітом) МДО-покриття добре працюватиме в режимі самозмазування, оскільки при терті мастильний матеріал виходить з пор і ефективно мастить тертьові поверхні, компенсуючи незначне зниження несучої здатності покриття. Окрім цього при заповненні пор МДО-покриття твердим мастильним матеріалом він осідає і в мікронерівностях покриття, внаслідок чого фактична площа контакту тертьових поверхонь значно збільшується, а шорсткість зменшується. В результаті тривалість приробки з'єднання до досягнення оптимальної шорсткості суттєво знижується. Товщина зовнішнього зміцненого шару МДО-покриття при оксидуванні на пропонованих режимах суттєво збільшується, що дозволяє проводити фінішну механічну обробку деталі з необхідною точністю. Все це приводить до 5 28263 6 збільшення довговічності відновлених і зміцнених деталей (див. таблицю). Таблиця Показники 1. Пористість зміцнювального МДО-покриття, % 2. Товщина зовнішнього зміцненого шару зміцнювального МДОпокриття, мкм. 3. Тривалість сушіння клею, год. 4. Тривалість прироблення з'єднання до досягнення оптимальної шорсткості, год. 5. Довговічність відновленої і зміцненої деталі, % Як видно з таблиці, пропонований спосіб відновлення внутрішніх циліндричних поверхонь деталей дозволяє в середньому на 45...65% збільшити пористість сформованого на внутрішній поверхні втулки зміцнюючого МДО-покриття, що забезпечує його роботу в режимі самозмазування, а також в 1,2 рази збільшити товщину зовнішнього зміцненого шару МДО-покриття і в 1,5 рази знизити тривалість прироблення з'єднання до досягнення оптимальної шорсткості. В результаті не менше ніж в 2,5 рази збільшується довговічність відновленої і зміцненої деталі. За рахунок скорочення тривалості сушки клею в 2 рази збільшується продуктивність при відновленні внутрішніх циліндричних поверхонь деталей. Джерела інформації: 1. Новиков А.Н. Ремонт деталей из алюминия и его сплавов: Учебное пособие. - Орел: ОГСХА, 1997. - С.41-42. 2. Коломейченко А.В. Применение упрочненных МДО де талей для восстановления корпуса и подшипников шестеренного насоса // Конструирование, использование и надежность машин сельскохозяйственного назначения: Сб. науч. работ. - Брянск: БГСХА, 2004. -С.178-180 прототип. Прототип 12-13 Пропонований спосіб 19-20 65-70 140-150 2 1 4,5 3,0 100 250
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring internal cylindrical surfaces of components
Автори англійськоюOcheretnyi Kostiantyn Valeriiovych
Назва патенту російськоюСпособ восстановления внутренних цилиндрических поверхностей деталей
Автори російськоюОчеретний Константин Валерьевич
МПК / Мітки
МПК: B23P 6/00
Мітки: циліндричних, відновлення, внутрішніх, спосіб, поверхонь, деталей
Код посилання
<a href="https://ua.patents.su/3-28263-sposib-vidnovlennya-vnutrishnikh-cilindrichnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення внутрішніх циліндричних поверхонь деталей</a>
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Кононогов Юрій Андрійович, Хітров Ігор Олександрович, Гринько Павло Васильович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: спосіб, поверхонь, циліндричних, внутрішніх, відновлення, спрацьованих, деталей
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B23P 6/02
Мітки: відновлення, поверхонь, спосіб, внутрішніх, деталей, циліндричних
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення внутрішніх циліндричних поверхонь чавунних виробів
Номер патенту: 79671
Опубліковано: 10.07.2007
Автори: Сідорченко Дмитро Олександрович, Зазимко Оксана Володимирівна, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Афтанділянц Євген Григорович, Лопатько Костянтин Георгійович
МПК: B23P 6/02
Мітки: чавунних, відновлення, виробів, внутрішніх, спосіб, циліндричних, поверхонь
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь чавунних виробів, що включає направлену термопластичну деформацію в процесі нагріву та охолодження виробу, який відрізняється тим, що попередньо виконують відпал виробу при температурі 600-650 °С з витримкою в електропечі протягом 1,5 години, після відпалу виріб прогрівають до температури 450-550 °С, потім проводять нагрівання виробу до температури 820-840 °С з охолодженням його у спреєрі...
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23P 6/00, C23C 4/12, B23K 9/04
Мітки: спрацьованих, поверхонь, машин, деталей, сталевих, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Новицький Андрій Валентинович, Ружило Зіновій Володимирович, Карабиньош Сергій Степанович, Костащук Микола Іванович, Войтюк Валерій Дмитрович
МПК: B23P 6/00
Мітки: посадочних, корпусних, відновлення, деталях, спосіб, поверхонь, працездатності, внутрішніх
Формула / Реферат:
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється...
Попередній патент: Комплекс для виробництва водню та паливних елементів
Наступний патент: Пристрій для захисту водозаборів від попадання шуги
Випадковий патент: Спосіб вирощування насіння кукурудзи цукрової