Спосіб вібраційної обробки внутрішніх поверхонь
Номер патенту: 51739
Опубліковано: 16.12.2002
Автори: Берник Павло Степанович, Ярошенко Леонід Вікторович, Писаренко Віктор Григорович, Середа Леонід Павлович, Боковий Євгеній Федорович
Формула / Реферат
1. Спосіб вібраційної обробки внутрішніх поверхонь, при якому оброблювану деталь встановлюють горизонтально і надають коливання з віброприскоренням, більшим від прискорення вільного падіння, який відрізняється тим, що оброблювані деталі збирають у пакети, які жорстко закріплюють у нижній частині тороїдального контейнера вібраційної машини, і заповнюють його робочим середовищем.
2. Спосіб за п. 1, який відрізняється тим, що пакети деталей орієнтують прохідними отворами вздовж кільцевої осі тороїдального контейнера, а відстань між пакетами оброблюваних деталей встановлюють не менше 8...10 розмірів гранул робочого середовища.
Текст
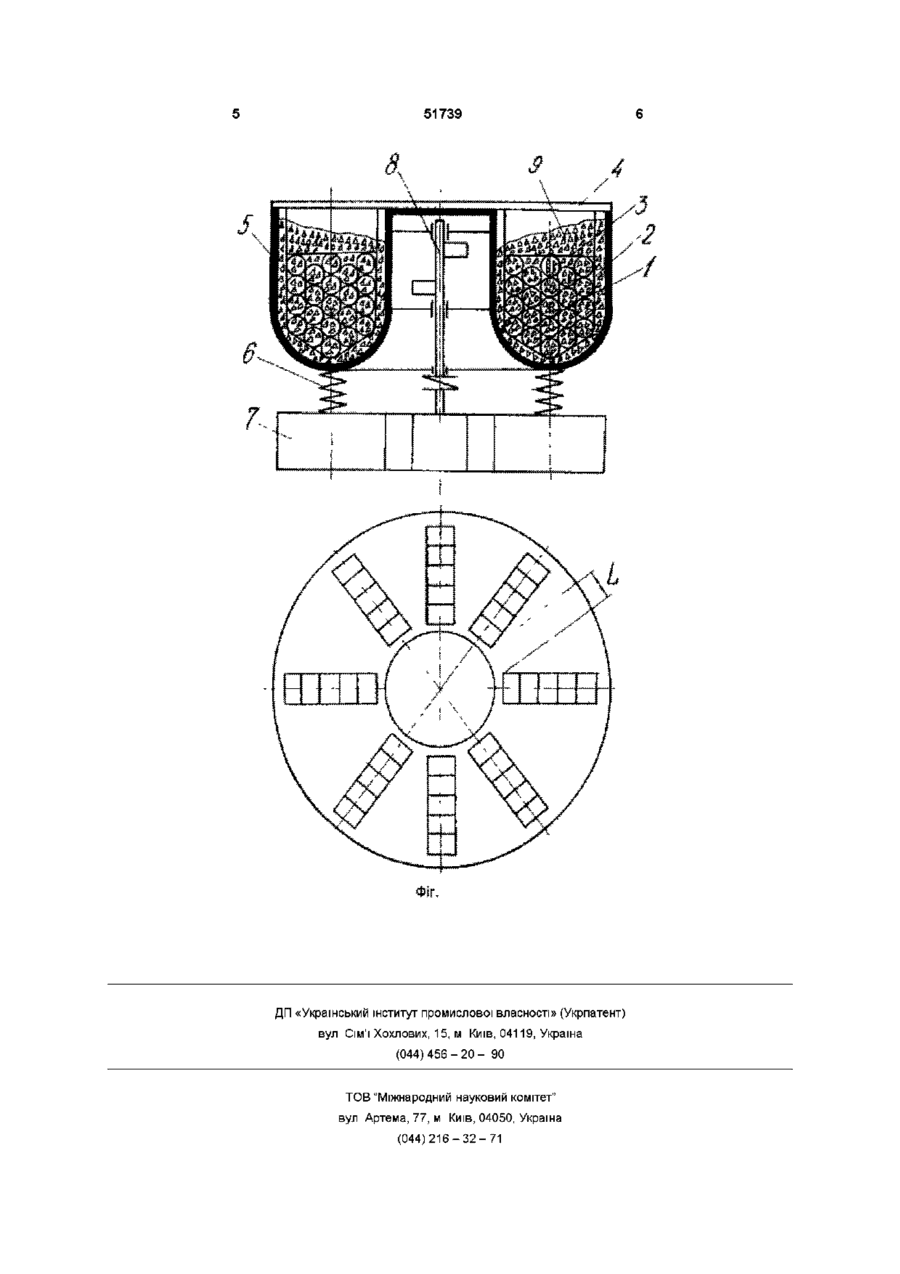
1 Спосіб вібраційної обробки внутрішніх поверхонь, при якому оброблювану деталь встановлюють горизонтально і надають коливання з Винахід відноситься до механічної обробки деталей вільним гранульованим середовищем і може бути використаним у машинобудуванні для оздоблювально-зміцнювальної обробки внутрішніх поверхонь порожнинних деталей прохідного типу Відомий спосіб вібраційної обробки внутрішніх поверхонь порожнинних деталей (ас №439381, М кл В24В 31/06, Бюл №30, 1974) шляхом встановлення деталі на столі вібраційного пристрою, якому надають коливного руху, а робоче середовище подають у внутрішню порожнину деталі знизу Недоліками цього способу є нерівномірність обробки поверхонь деталей внаслідок малоштенсивного циркуляційного руху робочого середовища, складність і ненадійність системи подачі і видалення робочого середовища, а також мала продуктивність обробки внаслідок великої тривалості допоміжних операцій з індивідуального встановлення і зняття деталей з вібраційного стола Найбільш близьким є спосіб вібраційної обробки внутрішніх поверхонь циліндричних деталей (ас №948634, М кл В24В 31/06, Бюл №29,1982) при якому внутрішню порожнину деталі заповнюють гранульованим робочим середовищем, встановлюють деталь горизонтально і надають їй коливань у площині перпендикулярній до її осі із прискореннями більшими від прискорення вільного падіння Недоліками даного способу є нерівномірність обробки внаслідок контактування робочого середовища тільки із частиною внутрішньої повер віброприскоренням, більшим від прискорення вільного падіння, який відрізняється тим, що оброблювані деталі збирають у пакети, які жорстко закріплюють у нижній частині тороїдального контейнера вібраційної машини, і заповнюють його робочим середовищем 2 Спосіб за п 1, який відрізняється тим, що пакети деталей орієнтують прохідними отворами вздовж кільцевої осі тороїдального контейнера, а відстань між пакетами оброблюваних деталей встановлюють не менше 8 10 розмірів гранул робочого середовища хні деталі, та необхідність заповнювання робочим середовищем і герметизації кожної деталі окремо, що зумовлює „ велику тривалість допоміжних операцій В основу винаходу поставлено задачу підвищення рівномірності та інтенсивності обробки внутрішніх поверхонь порожнинних деталей прохідного типу, та збільшення продуктивності процесу обробки Поставлена задача досягається тим, що вібраційну обробку внутрішніх поверхонь порожнинних деталей прохідного типу, які встановлюють горизонтально і надають коливання із прискоренням більшим за прискорення вільного падіння, здійснюють шляхом жорсткого закріплення пакетів оброблюваних деталей у нижній частині торового контейнера вібраційної машини, який заповнюють робочим середовищем, причому, пакети деталей орієнтують прохідними отворами вздовж кільцевої осі торового контейнера, а відстань між пакетами деталей встановлюють не менше 8 10 розмірів гранул робочого середовища При включенні вібраційної машини и торовий контейнер починає здійснювати коливний рух, внаслідок чого робоче середовище приводиться у складний циркуляційний рух, при якому окремі гранули середовища рухаються вздовж кільцевої осі торового контейнера і поперек неї, що призводить до щільного заповнення робочим середовищем усіх внутрішніх порожнин оброблюваних де о со ю 51739 талей і інтенсивного хаотичного переміщення гранул робочого середовища відносно внутрішніх поверхонь оброблюваних деталей, а отже їх рівномірної і якісної обробки А жорстке кріплення пакетів деталей дозволяє досягти максимальної величини зусиль взаємодії гранул робочого середовища із поверхнями деталей і вирівняти ці зусилля по всьому об'єму пакета деталей, а отже досягти високої інтенсивності та рівномірності обробки деталей незалежно від місця їх встановлення у пакеті На кресленні (див фіг) схематично зображено пристрій для реалізації запропонованого способу Оброблювані деталі 1 за допомогою стяжок 2 та роспорок 3 збираються у пакети і закріплюються до кронштейна 4, який у свою чергу жорстко кріпиться до торового контейнера 5 Торовий контейнер 5, за допомогою пружних елементів 6, встановлюється на рамі 7 і обладнаний інерційним вібратором з вертикальним дебалансним валом 8 При цьому, пакети деталей орієнтують прохідними отворами вздовж кільцевої осі торового контейнера, а відстань між пакетами деталей встановлюють рівною І_>8 10 розмірів гранул* робочого середовища 9, яким заповнюють контейнер після встановлення у ньому пакетів оброблюваних деталей 1 Обробка здійснюється наступним чином Пакети оброблюваних деталей 1 встановлюються у контейнері, після чого він заповнюється гранульованим робочим середовищем 9 При включенні інерційного вібратора торового контейнера 5, починає обертатись вертикальний дебалансний вал 8, що призводить до виникнення двох взаємнонерухомих інерційних обертових сил, які у загальному випадку зводяться до обертового динамічного гвинта Під ДІЄЮ обертового динамічного гвинта, торовий контейнер 5 починає здійснювати коливний рух, при якому точки його поверхні рухаються по складних просторових траєкторіях із прискоренням більшим за прискорення вільного падіння Внаслідок чого, у гранульованому робочому середовищі 9 виникає циркуляційний рух, при якому окремі гранули середовища рухаються вздовж кільцевої осі торового контейнера і поперек неї, що призводить до щільного заповнення усіх внутрішніх порожнин оброблюваних деталей 1 робочим середовищем 9 і деякого пониження його рівня уторовому контейнері 5 При необхідності, у торовий контейнер 5 досипають робоче середовище 9 до тих пір, щоб пакети оброблюваних деталей 1 були зверху покриті шаром робочого середовища 9 завтовшки не менше 10 12 розмірів його гранул Щільне заповнення усіх внутрішніх порожнин оброблюваних деталей 1 І їх інтенсивне хаотичне перемішування під дією циркуляційного руху забезпечує рівномірну і якісну обробку внутрішніх поверхонь оброблюваних деталей Водночас, жорстке кріплення пакетів оброблюваних деталей 1 до торового контейнера 5 дозволяє досягти максимальної величини зусиль взаємодії гранул робочого середовища 9 із внутрішніми поверхнями оброблюваних деталей 1 і вирівняти ці зусилля по всьому об'єму пакету деталей, а отже досягти високої Інтенсивності та рівномірності обробки деталей незалежно від місця їх встановлення у пакеті При встановленні відстані між пакетами деталей І_
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for vibrational processing of inner surfaces
Автори англійськоюSereda Leonid Pavlovych, Bernyk Pavlo Stepanovych, Yaroshenko Leonid Viktorovych, Pysarenko Viktor Hryhorovych
Назва патенту російськоюСпособ вибрационной обработки внутренних поверхностей
Автори російськоюСереда Леонид Павлович, Берник Павел Степанович, Ярошенко Леонид Викторович, Писаренко Виктор Григорьевич
МПК / Мітки
МПК: B24B 31/06, B24B 31/073
Мітки: спосіб, внутрішніх, поверхонь, вібраційної, обробки
Код посилання
<a href="https://ua.patents.su/3-51739-sposib-vibracijjno-obrobki-vnutrishnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб вібраційної обробки внутрішніх поверхонь</a>
Пристрій для вібраційної обробки
Номер патенту: 35946
Опубліковано: 16.04.2001
Автори: Боковий Єфгеній Федорович, Писаренко Віктор Григорович, Середа Леонід Павлович, Берник Павло Степанович, Горбатюк Руслан Миколайович
МПК: B24B 31/06
Мітки: пристрій, обробки, вібраційної
Формула / Реферат:
Пристрій для вібраційної обробки, що містить пружно встановлений із дебалансним віброзбуджувачем контейнер з розміщеним у центральній його частині по всій довжині пружно встановленим тілом, який відрізняється тим, що тіло з'єднане з контейнером за допомогою еластичного з'єднання та пружин із коефіцієнтом жорсткості, що визначаться по формулі:К = (0,95 – 1)mω ,де К- коефіцієнт жорсткості пружини,m - приведена маса...
Пристрій для вібраційної обробки деталей
Номер патенту: 32159
Опубліковано: 15.12.2000
Автори: Ярошенко Леонід Вікторович, Берник Павло Степанович, Горбатюк Руслан Миколайович
МПК: B24B 31/06
Мітки: обробки, деталей, пристрій, вібраційної
Текст:
...робочого середовища та оброблюваних деталей. Інтенсивність взаємного переміщення робочого середовища та деталей, які знаходяться в центральній частині контейнера, відносно такого ж робочого середовища та деталей, які знаходяться в периферійній частині контейнера, також збільшується за рахунок коливань еластичних стінок контейнера На фіг. 1 зображено принципову схему запропонованого вібраційного пристрою для обробки деталей, на фіг 2 - розріз...
Пристрій для вібраційної обробки внутрішніх поверхонь трубчастих виробів
Номер патенту: 24476
Опубліковано: 21.07.1998
Автори: Вірник Микола Миколайович, Іскович-Лотоцький Ростислав Дмитрович, Рагозін Олег Анатолійович
МПК: B24B 31/06
Мітки: виробів, трубчастих, обробки, внутрішніх, вібраційної, поверхонь, пристрій
Формула / Реферат:
Пристрій для вібраційної обробки

Номер патенту: 45228
Опубліковано: 15.03.2002
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Назар Іван Йосипович
МПК: B24B 31/067
Мітки: пристрій, вібраційної, обробки
Формула / Реферат:
Пристрій для вібраційної обробки, що містить пружно встановлений на основі і оснащений вібратором прямолінійний контейнер з ексцентрично розташованими в його порожнині та жорстко закріпленими на його торцевих стінках внутрішнім та зовнішнім гвинтовими транспортуючими елементами, виконаними у вигляді спіралей із протилежним напрямком гвинтових ліній, який відрізняється тим, що спіралі виконані профільними Г-подібного поперечного перерізу.
Пристрій для вібраційної обробки

Номер патенту: 29835
Опубліковано: 15.11.2000
Автори: Ярошенко Леонід Вікторович, Берник Павло Степанович, Зозуляк Ігор Анатолійович
МПК: B24B 31/073
Мітки: пристрій, обробки, вібраційної
Текст:
...напрямках. В наслідок того, що втулка 12 відносно осі вала 4 встановлюється із деяким ексцентриситетом е, а вісь втулки 12 під певним кутом Q до осі вала 4, точки поверхні торового контейнера будуть коливатись по складним просторовим траєкторіям із зсувом фаз одна відносно одної, що призводить до інтенсивного перемішування робочого середовища і оброблюваних деталей які завантажені у контейнер, і як наслідок до інтенсифікації вібраційної...
Попередній патент: Спосіб дегідратації організму
Наступний патент: Композиція, що збільшує згоряння палива у вигляді зрідженого нафтового газу, паливна суміш та спосіб спалювання такого палива
Випадковий патент: Склепистий шляхопровід під дорожнім насипом на деформівній основі