Спосіб електрохімічної обробки і пристрій для його здійснення
Номер патенту: 50360
Опубліковано: 15.10.2002
Автори: Баля Валерій Іванович, Великий Віктор Іванович, Пасько Юрій Тихонович, Венгеренко Віктор Єгорович
Формула / Реферат
1. Спосіб електрохімічної обробки електродом-інструментом з втулкою з ізоляційного матеріалу на його бічній поверхні та оголеною робочою частиною, який відрізняється тим, що обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрода-інструмента відносно його осі на кут, розмір якого визначають із умови суміщення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту.
2. Пристрій для електрохімічної обробки, що містить електрод-інструмент з втулкою з ізоляційного матеріалу на його бічній поверхні, канали для подачі і відводу електроліту, який відрізняється тим, що електрод-інструмент виконано із стрижня прямокутно-сегментної форми, сегментна частина якого щільно прилягає до внутрішньої поверхні втулки, на якій виконано наскрізні поперечні пази, довжина яких перевищує ширину сегментної частини електрода-інструмента на сумарний розмір зазорів для подачі та відводу електроліту, які розташовано по обидві сторони сегментної частини і сполучених з каналами подачі та відводу електроліту, розташованих уздовж прямокутної частини електрода-інструмента.
Текст
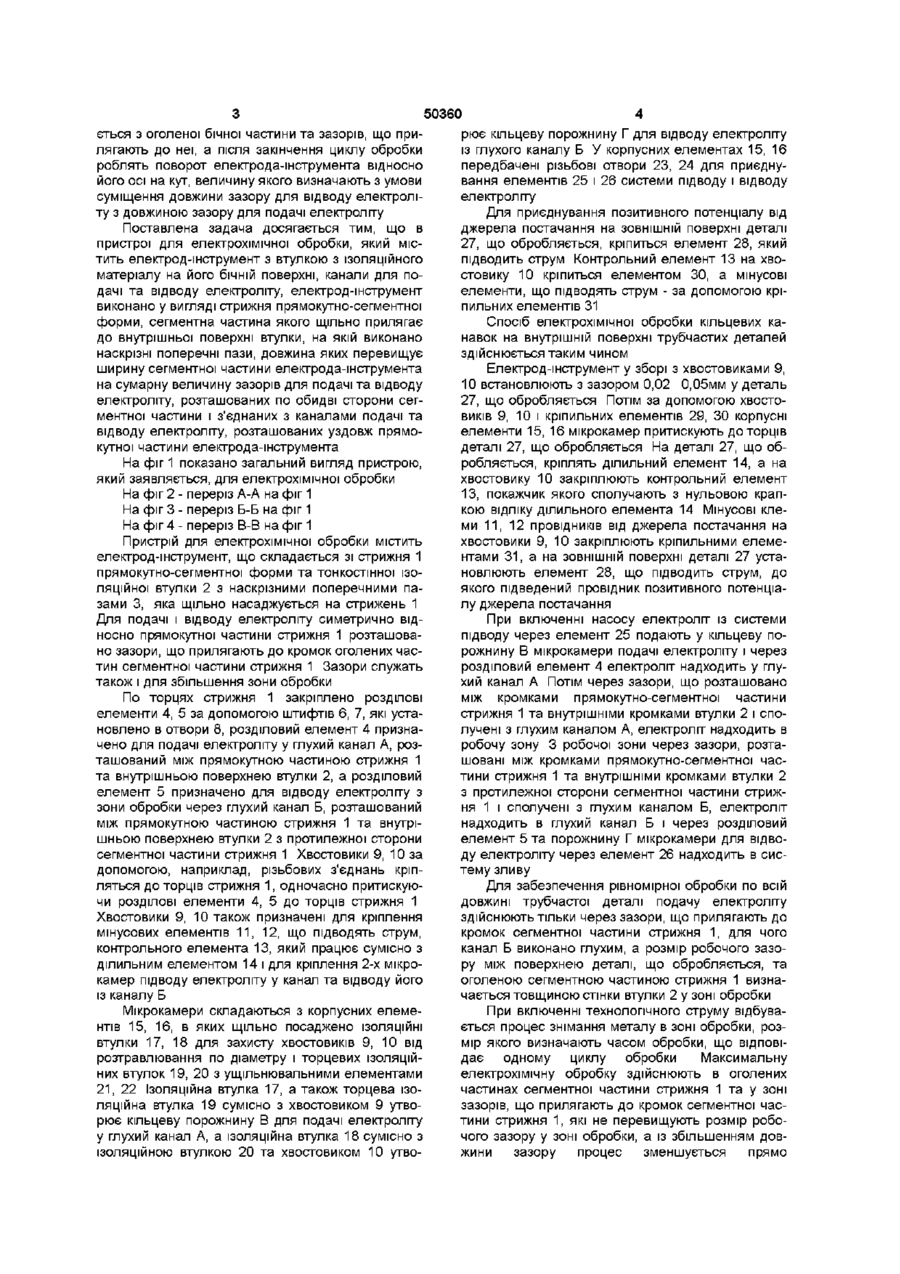
1 Спосіб електрохімічної обробки електродом-інструментом з втулкою з ІЗОЛЯЦІЙНОГО матеріалу на його бічній поверхні та оголеною робочою частиною, який відрізняється тим, що обробку здійснюють бічною поверхнею електродаінструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрод а-інструмента відносно його осі на кут, розмір якого визначають із умови суміщення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту 2 Пристрій для електрохімічної обробки, що містить електрод-інструмент з втулкою з ІЗОЛЯЦІЙНОГО матеріалу на його бічній поверхні, канали для подачі і відводу електроліту, який відрізняється тим, що електрод-інструмент виконано із стрижня прямокутно-сегментної форми, сегментна частина якого щільно прилягає до внутрішньої поверхні втулки, на якій виконано наскрізні поперечні пази, довжина яких перевищує ширину сегментної частини електрода-інструмента на сумарний розмір зазорів для подачі та відводу електроліту, які розташовано по обидві сторони сегментної частини і сполучених з каналами подачі та відводу електроліту, розташованих уздовж прямокутної частини електрода-інструмента Винахід відноситься до електрохімічних методів обробки зокрема, електрохімічної обробки канавок на внутрішніх поверхнях деталей з різних матеріалів та сплавів Відомий спосіб електрохімічної обробки пазів у стінках трубчастих деталей, який полягає в тому, що в стінках деталі, яка обробляється, попередньо виконують технологічні отвори для розміщення в них стрижневих електродів, які переміщають усередину цих отворів на розмір, що відповідає товщині стінки деталі Відомий пристрій для електрохімічної обробки пазів у стінках трубчастих деталей, що містить установлену з можливістю переміщення уздовж осі втулку з ІЗОЛЯЦІЙНОГО матеріалу з центральним отвором, у стінках якої виконано канали у вигляді радіальних отворів, які розташовано ексцентрично відносно осей стрижневих електродів (див а с № 1500443, кл В 23 Н 3/04) Недоліком даного способу і пристрою є втрата продуктивності процесу за рахунок необхідності попереднього виконання у стінках деталі технологічних отворів Відомий спосіб розмірної електрохімічної обробки, що є найбільш близьким до запропоновано го, який полягає втому , що обробку порожнин або отворів здійснюють оголеним кінцем електродаінструмента, розмір якого змінюють шляхом переміщення втулки відносно нього із швидкістю, яку вимірюють ВІДПОВІДНО до необхідної форми порожнини (отвору) Відомий пристрій для здійснення способу, що містить електрод-інструмент з втулкою з ІЗОЛЯЦІЙНОГО матеріалу на його бічній поверхні і оголеною робочою частиною і канали для підведення та відводу електроліту(див а с № 306937, кл В 23 Н 1/04) Недоліком відомих способу та пристрою є низька точність обробки, внаслідок нерівномірного знімання металу по всій довжині робочої зони В основу винаходу поставлена задача підвищення точності обробки за рахунок забезпечення рівномірного знімання матеріалу по всій довжині робочої зони Поставлена задача досягається тим, що у способі електрохімічної обробки електродомінструментом з втулкою з ІЗОЛЯЦІЙНОГО матеріалу на його бічній поверхні і оголеною робочою частиною, обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого склада О (О со о ю 50360 рює кільцеву порожнину Г для відводу електроліту із глухого каналу Б У корпусних елементах 15, 16 передбачені різьбові отвори 23, 24 для приєднування елементів 25 і 26 системи підводу і відводу електроліту Для приєднування позитивного потенціалу від джерела постачання на ЗОВНІШНІЙ поверхні деталі 27, що обробляється, кріпиться елемент 28, який підводить струм Контрольний елемент 13 на хвостовику 10 кріпиться елементом ЗО, а мінусові елементи, що підводять струм - за допомогою кріпильних елементів 31 Спосіб електрохімічної обробки кільцевих канавок на внутрішній поверхні трубчастих деталей здійснюється таким чином Електрод-інструмент у зборі з хвостовиками 9, 10 встановлюють з зазором 0,02 0,05мм у деталь 27, що обробляється Потім за допомогою хвостовиків 9, 10 і кріпильних елементів 29, ЗО корпусні елементи 15, 16 мікрокамер притискують до торців деталі 27, що обробляється На деталі 27, що обробляється, кріплять ділильний елемент 14, а на На фіг 1 показано загальний вигляд пристрою, хвостовику 10 закріплюють контрольний елемент який заявляється, для електрохімічної обробки 13, покажчик якого сполучають з нульовою крапНа фіг 2 - переріз А-А на фіг 1 кою відліку ділильного елемента 14 Мінусові клеНа фіг 3 - переріз Б-Б на фіг 1 ми 11, 12 провідників від джерела постачання на На фіг 4 - переріз В-В на фіг 1 хвостовики 9, 10 закріплюють кріпильними елемеПристрій для електрохімічної обробки містить нтами 31, а на ЗОВНІШНІЙ поверхні деталі 27 устаелектрод-інструмент, що складається зі стрижня 1 новлюють елемент 28, що підводить струм, до прямокутно-сегментної форми та тонкостінної ізоякого підведений провідник позитивного потенціаляційної втулки 2 з наскрізними поперечними палу джерела постачання зами 3, яка щільно насаджується на стрижень 1 Для подачі і відводу електроліту симетрично відПри включенні насосу електроліт із системи носно прямокутної частини стрижня 1 розташовапідводу через елемент 25 подають у кільцеву поно зазори, що прилягають до кромок оголених часрожнину В мікрокамери подачі електроліту і через тин сегментної частини стрижня 1 Зазори служать розділовий елемент 4 електроліт надходить у глутакож і для збільшення зони обробки хий канал А Потім через зазори, що розташовано між кромками прямокутно-сегментної частини По торцях стрижня 1 закріплено розділові стрижня 1 та внутрішніми кромками втулки 2 і споелементи 4, 5 за допомогою штифтів 6, 7, які усталучені з глухим каналом А, електроліт надходить в новлено в отвори 8, розділовий елемент 4 признаробочу зону 3 робочої зони через зазори, розтачено для подачі електроліту у глухий канал А, розшовані між кромками прямокутно-сегментної часташований між прямокутною частиною стрижня 1 тини стрижня 1 та внутрішніми кромками втулки 2 та внутрішньою поверхнею втулки 2, а розділовий з протилежної сторони сегментної частини стрижелемент 5 призначено для відводу електроліту з ня 1 і сполучені з глухим каналом Б, електроліт зони обробки через глухий канал Б, розташований надходить в глухий канал Б і через розділовий між прямокутною частиною стрижня 1 та внутріелемент 5 та порожнину Г мікрокамери для відвошньою поверхнею втулки 2 з протилежної сторони ду електроліту через елемент 26 надходить в сиссегментної частини стрижня 1 Хвостовики 9, 10 за тему зливу допомогою, наприклад, різьбових з'єднань кріпляться до торців стрижня 1, одночасно притискуюДля забезпечення рівномірної обробки по всій чи розділові елементи 4, 5 до торців стрижня 1 довжині трубчастої деталі подачу електроліту Хвостовики 9, 10 також призначені для кріплення здійснюють тільки через зазори, що прилягають до мінусових елементів 11, 12, що підводять струм, кромок сегментної частини стрижня 1, для чого контрольного елемента 13, який працює сумісно з канал Б виконано глухим, а розмір робочого зазоділильним елементом 14 і для кріплення 2-х мікрору між поверхнею деталі, що обробляється, та камер підводу електроліту у канал та відводу його оголеною сегментною частиною стрижня 1 визнаіз каналу Б чається товщиною стінки втулки 2 у зоні обробки Мікрокамери складаються з корпусних елемеПри включенні технологічного струму відбувантів 15, 16, в яких щільно посаджено ІЗОЛЯЦІЙНІ ється процес знімання металу в зоні обробки, розвтулки 17, 18 для захисту хвостовиків 9, 10 від мір якого визначають часом обробки, що відповірозтравлювання по діаметру і торцевих ІЗОЛЯЦІЙдає одному циклу обробки Максимальну НИХ втулок 19, 20 з ущільнювальними елементами електрохімічну обробку здійснюють в оголених 21, 22 Ізоляційна втулка 17, а також торцева ізочастинах сегментної частини стрижня 1 та у зоні ляційна втулка 19 сумісно з хвостовиком 9 утвозазорів, що прилягають до кромок сегментної часрює кільцеву порожнину В для подачі електроліту тини стрижня 1, які не перевищують розмір робоу глухий канал А, а ізоляційна втулка 18 сумісно з чого зазору у зоні обробки, а із збільшенням довІЗОЛЯЦІЙНОЮ втулкою 20 та хвостовиком 10 утвожини зазору процес зменшується прямо ється з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрод а-інструмента відносно його осі на кут, величину якого визначають з умови суміщення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту Поставлена задача досягається тим, що в пристрої для електрохімічної обробки, який містить електрод-інструмент з втулкою з ІЗОЛЯЦІЙНОГО матеріалу на його бічній поверхні, канали для подачі та відводу електроліту, електрод-інструмент виконано у вигляді стрижня прямокутно-сегментної форми, сегментна частина якого щільно прилягає до внутрішньої поверхні втулки, на якій виконано наскрізні поперечні пази, довжина яких перевищує ширину сегментної частини електрода-інструмента на сумарну величину зазорів для подачі та відводу електроліту, розташованих по обидві сторони сегментної частини і з'єднаних з каналами подачі та відводу електроліту, розташованих уздовж прямокутної частини електрода-інструмента 50360 пропорційно збільшенню довжини зазору сно осі стрижня 1 і симетрично відносно прямокутної частини стрижня, то вони збільшують Отже, мінімальне поглиблення канавки здійсдовжину зони обробки Для рівномірного знімання нюють на максимальній довжині зазору від кромки металу у зоні зазорів зазори для відводу електросегментної частини стрижня 1, тобто біля внутріліту суміщають з зазорами для подачі його у зону шньої кромки ІЗОЛЯЦІЙНОГО втулки наприкінці наобробки Це дає можливість проводити обробку скрізного паза ділянок деталі у зоні розташування зазорів повтоПісля закінчення циклу обробки послаблюють рно, але при цьому ділянки, що прилягають до кріпильні елементи 29, ЗО, 31 і виконують поворот кромок ізоляційної втулки по довжині паза після електрода-інструмента на розмір, що забезпечує повороту електрода-інструмента переміщають до сполучення довжини зазору для відводу електрокромок сегментної частини стрижня 1 літу з довжиною зазору для подачі електроліту Покажчик контрольного елемента 13 сполучають з Отже, ділянки деталі, які обробляються у зоні поділкой, що показує розмір повороту електродарозташування зазорів, обробляють ДВІЧІ, проте з інструмента на ділильному елементі 14 Тому що протилежними умовами протікання процесу в позазори для підводу електроліту у зону обробки рівнянні з попереднім циклом Це дає можливість прилягають до кромок сегментної частини стрижня проводити процес обробки у зоні розташування 1 з однієї сторони, а зазори для відводу електролізазорів сумірним з процесом обробки у зоні розту прилягають до кромок сегментної частини з інташування оголених частин сегментної форми шої сторони і розташовані перпендикулярно віднострижня 1 електрод а-інструмента го 16 15 9 Фіг 1 А-А О Фіг.2 Б-Б О Фіг.З В-ВО Фіг.4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrochemical processing and device for embodiment thereof
Автори англійськоюVelykyi Viktor Ivanovych, Pasko Yurii Tykhonovych
Назва патенту російськоюСпособ электрохимической обработки и устройство для его осуществления
Автори російськоюВеликий Виктор Иванович, Пасько Юрій Тихонович
МПК / Мітки
МПК: B23H 3/00
Мітки: обробки, спосіб, пристрій, здійснення, електрохімічної
Код посилання
<a href="https://ua.patents.su/3-50360-sposib-elektrokhimichno-obrobki-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічної обробки і пристрій для його здійснення</a>
Спосіб електрохімічної обробки стічних вод і пристрій для його здійснення
Номер патенту: 12473
Опубліковано: 28.02.1997
Автори: Голубєв Анатолій Васильович, Маслов Олександр Федорович, Пошукайло Віталій Михайлович, Кабиш Григорій Мінович, Березненко Микола Петрович, Журавський Василь Антонович
МПК: C02F 1/46
Мітки: здійснення, електрохімічної, спосіб, стічних, вод, обробки, пристрій
Формула / Реферат:
1. Способ электрохимической обработки сточных вод, включающий подачу сточной воды в катодную и анодную камеры диафрагменного электролизера, отличающийся тем, что в катодную камеру подают хромсодержащую сточную воду кожевенного производства, а в анодную камеру подают сточную воду, содержащую зольный раствор кожевенного производства, с последующим охлаждением католита до температуры 55-65°С.2. Устройство для электрохимической...
Спосіб електрохімічної обробки біполярними імпульсами, пристрій для його здійснення та джерело живлення для використання в способі
Номер патенту: 29511
Опубліковано: 15.11.2000
Автори: Мухутдінов Рафаїл Р., Гімаєв Назіх З., Куценко Віктор Н., Зайцев Алєксандр Н., Агафонов Ігорь Л., Амірханова Наіла А., Бєлогорскій Алєксандр Л.
МПК: B23H 3/00
Мітки: живлення, способи, використання, джерело, електрохімічної, здійснення, пристрій, імпульсами, обробки, спосіб, біполярними
Текст:
...самого источника Напряжения В частности когда измеряют интеграл тока во время импульсов напряжения обратной полярности, желательно иметь источник напряжения с низким выходным импедансом. Когда измеряют перемены знаха в глобальном минимуме и перемены знака интеграла напряжения в зазоре во время токовых импульсов обоатной полярности форма волны тока во время импульсов напряжений обратной полярности играет подчиненную роль Выходной импеданс...
Пристрій для електрохімічної обробки
Номер патенту: 23430
Опубліковано: 02.06.1998
Автори: Нестер Анатолій Антонович, Кравчук Петро Іванович
МПК: C25D 19/00
Мітки: електрохімічної, обробки, пристрій
Формула / Реферат:
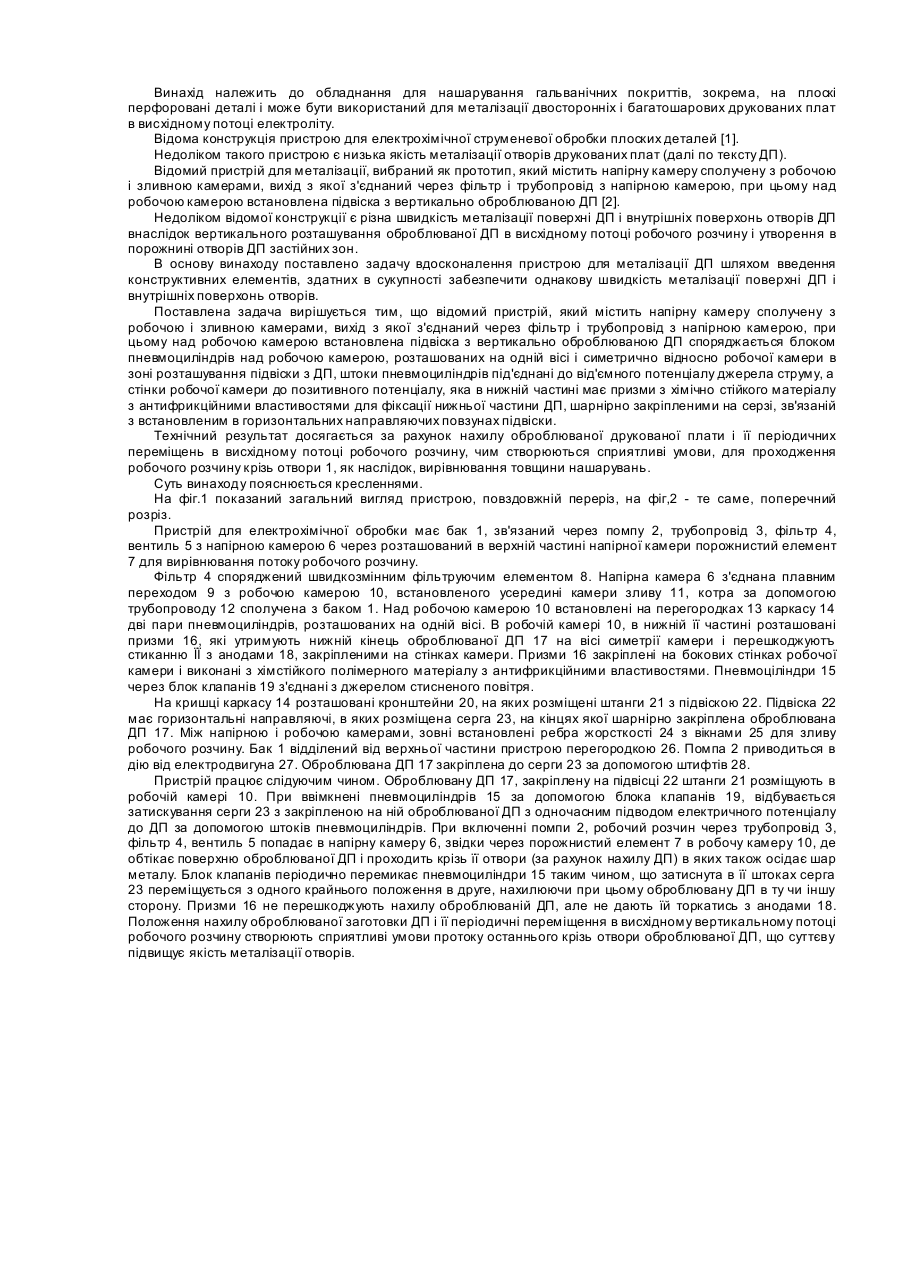
Пристрій для електрохімічної обробки, який має напірну камеру сполучену з робочою і зливними камерами, вихід з якої з'єднаний через фільтр і трубопровід з напірною камерою, при цьому над робочою камерою встановлена підвіска з вертикально оброблюваною друкованою платою, який відрізняється тим, що він споряджений блоком пневмоциліндрів над робочою камерою, розташованих на одній вісі і симетрично відносно робочої камери в зоні розташування...
Пристрій для електрохімічної обробки стічних вод

Номер патенту: 29352
Опубліковано: 16.10.2000
Автори: Гелескул Микола Федорович, Кабиш Григорій Мінович, Голубєв Анатолій Васильович, Плаван Вікторія Петрівна, Березненко Микола Петрович, Журавський Василь Антонович, Ліщук Віктор Іванович, Маслов Олександр Федорович
МПК: C02F 1/46
Мітки: електрохімічної, стічних, вод, пристрій, обробки
Формула / Реферат:
1. Пристрій для електрохімічної обробки стічних вод, який складається з корпусу із зйомною кришкою, розділений діафрагмами на анодну і прилеглі до неї катодні камери з розміщеними в них відповідно нерозчинним анодом та водоохолоджуваними катодами, патрубки для підводу оброблених розчинів в камери та виводу з них утворюваних осадів та продуктів пінної флотації, який відрізняється тим, що корпус виконано у вигляді дерев’яного баркасу і поділено...
Спосіб магнітної обробки та демінералізації електроліту і пристрій для його здійснення
Номер патенту: 47363
Опубліковано: 15.08.2002
Автор: Гурвич Георгій Олексійович
Мітки: обробки, електроліту, здійснення, спосіб, пристрій, демінералізації, магнітної
Формула / Реферат:
1. Спосіб магнітної обробки і демінералізації електроліту, щовключає вплив на нього взаємно пересічних перемінних і синхронно змінних магнітного й електричного полів, який відрізняється тим, що вплив на електроліт здійснюють змінним магнітним полем, що рухається в один бік, а електричне поле створюють таким, що рухається у тому ж напрямку, синхронно з магнітним полем.2. Пристрій магнітної обробки і демінералізації електроліту, що...
Попередній патент: Спосіб переробки відходів металів платинової групи та їх сплавів
Наступний патент: Спосіб прискореного навчання багатошарових нейронних мереж
Випадковий патент: Спосіб оперативного лікування обмежених злоякісних пухлин привушної слинної залози, які локалізуються в нижньому її полюсі