Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих
Номер патенту: 28675
Опубліковано: 17.06.2002
Автори: Письменний Олександр Семенович, Шинлов Михайло Євгенович, Прокоф`єв Олексій Сергійович, Бондарев В`ячеслав Андрійович
Формула / Реферат
Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у паяному зазорі, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що пластичне деформування з'єднуваних кромок здійснюють за допомогою формоутворюючого інструментa, при цьому поверхні паяного з'єднання надають форму, відповідно формі формоутворюючого інструмента.
Текст
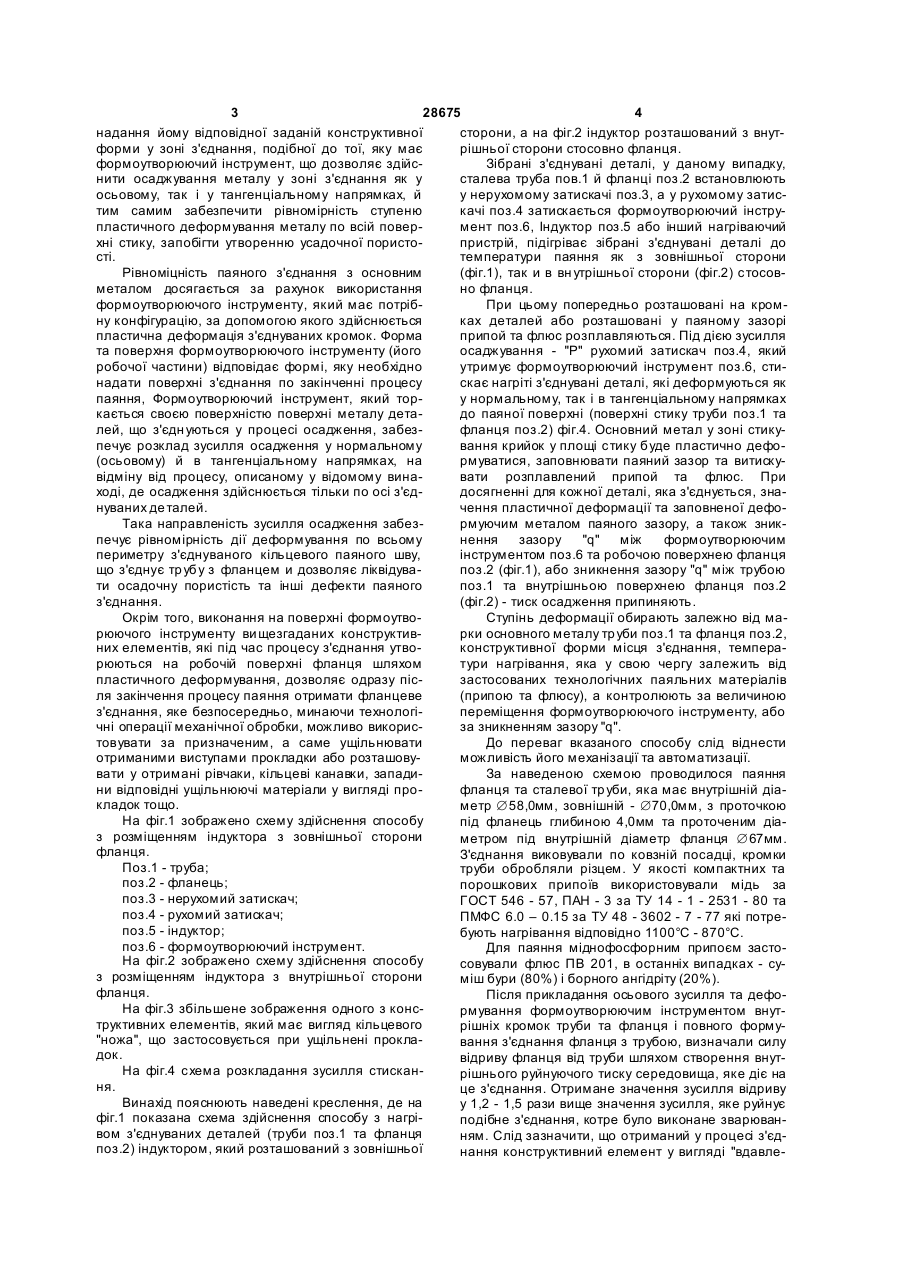
Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у паяному зазорі, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що пластичне деформування з'єднуваних кромок здійснюють за допомогою формоутворюючого інструмента, при цьому поверхні паяного з'єднання надають форму, відповідно формі формоутворюючого інструмента. (19) (21) 97084190 (22) 11.08.1997 (24) 17.06.2002 (46) 17.06.2002, Бюл. № 6, 2002 р. (72) Письменний Олександр Семенович, Прокоф`єв Олексій Сергійович, Шинлов Михайло Євгенович, Бондарев В`ячеслав Андрійович (73) Інститут електрозварювання ім. Є. О. Патона НАН України (56) SU 1133054 A 07.01.85 SU 716748 A1 25.02.80 EP 0077257 A1 20.04.83 US 3779446 A 18.12.73 3 28675 4 надання йому відповідної заданій конструктивної сторони, а на фіг.2 індуктор розташований з внутформи у зоні з'єднання, подібної до тої, яку має рішньої сторони стосовно фланця. формоутворюючий інструмент, що дозволяє здійсЗібрані з'єднувані деталі, у даному випадку, нити осаджування металу у зоні з'єднання як у сталева труба пов.1 й фланці поз.2 встановлюють осьовому, так і у тангенціальному напрямках, й у нерухомому затискачі поз.3, а у рухомому затистим самим забезпечити рівномірність ступеню качі поз.4 затискається формоутворюючий інструпластичного деформування металу по всій повермент поз.6, Індуктор поз.5 або інший нагріваючий хні стику, запобігти утворенню усадочної пористопристрій, підігріває зібрані з'єднувані деталі до сті. температури паяння як з зовнішньої сторони Рівноміцність паяного з'єднання з основним (фіг.1), так и в вн утрішньої сторони (фіг.2) стосовметалом досягається за рахунок використання но фланця. формоутворюючого інструменту, який має потрібПри цьому попередньо розташовані на кромну конфігурацію, за допомогою якого здійснюється ках деталей або розташовані у паяному зазорі пластична деформація з'єднуваних кромок. Форма припой та флюс розплавляються. Під дією зусилля та поверхня формоутворюючого інструменту (його осаджування - "P" рухомий затискач поз.4, який робочої частини) відповідає формі, яку необхідно утримує формоутворюючий інструмент поз.6, стинадати поверхні з'єднання по закінченні процесу скає нагріті з'єднувані деталі, які деформуються як паяння, Формоутворюючий інструмент, який тору нормальному, так і в тангенціальному напрямках кається своєю поверхністю поверхні металу детадо паяної поверхні (поверхні стику труби поз.1 та лей, що з'єдн уються у процесі осадження, забезфланця поз.2) фіг.4. Основний метал у зоні стикупечує розклад зусилля осадження у нормальному вання крийок у площі стику буде пластично дефо(осьовому) й в тангенціальному напрямках, на рмуватися, заповнювати паяний зазор та витискувідміну від процесу, описаному у відомому винавати розплавлений припой та флюс. При ході, де осадження здійснюється тільки по осі з'єддосягненні для кожної деталі, яка з'єднується, знануваних де талей. чення пластичної деформації та заповненої дефоТака направленість зусилля осадження забезрмуючим металом паяного зазору, а також зникпечує рівномірність дії деформування по всьому нення зазору "q" між формоутворюючим периметру з'єднуваного кільцевого паяного шву, інструментом поз.6 та робочою поверхнею фланця що з'єднує тр убу з фланцем и дозволяє ліквідувапоз.2 (фіг.1), або зникнення зазору "q" між трубою ти осадочну пористість та інші дефекти паяного поз.1 та внутрішньою поверхнею фланця поз.2 з'єднання. (фіг.2) - тиск осадження припиняють. Окрім того, виконання на поверхні формоутвоСтупінь деформації обирають залежно від марюючого інструменту ви щезгаданих конструктиврки основного металу тр уби поз.1 та фланця поз.2, них елементів, які під час процесу з'єднання утвоконструктивної форми місця з'єднання, темперарюються на робочій поверхні фланця шляхом тури нагрівання, яка у свою чергу залежить від пластичного деформування, дозволяє одразу пісзастосованих технологічних паяльних матеріалів ля закінчення процесу паяння отримати фланцеве (припою та флюсу), а контролюють за величиною з'єднання, яке безпосередньо, минаючи технологіпереміщення формоутворюючого інструменту, або чні операції механічної обробки, можливо викорисза зникненням зазору "q". товувати за призначеним, а саме ущільнювати До переваг вказаного способу слід віднести отриманими виступами прокладки або розташовуможливість його механізації та автоматизації. вати у отримані рівчаки, кільцеві канавки, западиЗа наведеною схемою проводилося паяння ни відповідні ущільнюючі матеріали у вигляді профланця та сталевої тр уби, яка має внутрішній діакладок тощо. метр Æ58,0мм, зовнішній - Æ70,0мм, з проточкою На фіг.1 зображено схему здійснення способу під фланець глибиною 4,0мм та проточеним діаз розміщенням індуктора з зовнішньої сторони метром під внутрішній діаметр фланця Æ67мм. фланця. З'єднання виковували по ковзній посадці, кромки Поз.1 - труба; труби обробляли різцем. У якості компактних та поз.2 - фланець; порошкових припоїв використовували мідь за поз.3 - нерухомий затискач; ГОСТ 546 - 57, ПАН - 3 за ТУ 14 - 1 - 2531 - 80 та поз.4 - рухомий затискач; ПМФС 6.0 – 0.15 за ТУ 48 - 3602 - 7 - 77 які потрепоз.5 - індуктор; бують нагрівання відповідно 1100°С - 870°С. поз.6 - формоутворюючий інструмент. Для паяння міднофосфорним припоєм застоНа фіг.2 зображено схему здійснення способу совували флюс ПВ 201, в останніх випадках - суз розміщенням індуктора з внутрішньої сторони міш бури (80%) і борного ангідріту (20%). фланця. Після прикладання осьового зусилля та дефоНа фіг.3 збільшене зображення одного з консрмування формоутворюючим інструментом внуттруктивних елементів, який має вигляд кільцевого рішніх кромок труби та фланця і повного форму"ножа", що застосовується при ущільнені проклавання з'єднання фланця з трубою, визначали силу док. відриву фланця від труби шляхом створення внутНа фіг.4 схема розкладання зусилля стисканрішнього руйнуючого тиску середовища, яке діє на ня. це з'єднання. Отримане значення зусилля відриву Винахід пояснюють наведені креслення, де на у 1,2 - 1,5 рази вище значення зусилля, яке руйнує фіг.1 показана схема здійснення способу з нагріподібне з'єднання, котре було виконане зварюванвом з'єднуваних деталей (труби поз.1 та фланця ням. Слід зазначити, що отриманий у процесі з'єдпоз.2) індуктором, який розташований з зовнішньої нання конструктивний елемент у вигляді "вдавле 5 28675 ного" кільцевого "ножа" на робочій поверхні фланмісці з'єднання. ця під час випробувань здійснював ущільнення у ДП «Український інститут промислов ої в ласності» (Укрпатент) вул. Сім’ї Хохлов их, 15, м. Київ , 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науков ий коміт ет” вул. Артема, 77, м. Київ , 04050, Україна (044) 216 – 32 – 71 6
ДивитисяДодаткова інформація
Автори англійськоюPysmennyi Oleksandr Semenovych
Автори російськоюПисьменный Александр Семенович
МПК / Мітки
МПК: B23K 1/00
Мітки: тонкостінних, конструкцій, труб, металевих, паяння, спосіб, сталевих, наприклад, переважно, фланців
Код посилання
<a href="https://ua.patents.su/3-28675-sposib-payannya-metalevikh-konstrukcijj-napriklad-tonkostinnikh-trub-ta-flanciv-perevazhno-stalevikh.html" target="_blank" rel="follow" title="База патентів України">Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих</a>
Спосіб паяння таврових з’єднань труб або стержнів металевих конструкцій
Номер патенту: 45491
Опубліковано: 15.04.2002
Автори: Дубко Андрій Григорович, Шинлов Михайло Євгенович, Письменний Олександр Семенович, Прокоф`єв Олексій Сергійович
МПК: B23K 33/00, B23K 1/00
Мітки: паяння, конструкцій, спосіб, металевих, стержнів, таврових, труб, з'єднань
Формула / Реферат:
Спосіб паяння таврових з'єднань труб або стержнів металевих конструкцій, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у зазорі, що паяється, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що попередньо створюють розвинену поверхню паяння шляхом виготовлення паза в одній з деталей, а...
Спосіб з’єднання тонкостінних елементів металевих конструкцій припоєм
Номер патенту: 18500
Опубліковано: 25.12.1997
Автори: Маштаков Микола Михайлович, Колодятний Анатолій Вікторович, Кльонишев Вадим Володимирович, Головня Вадим Вадимович
МПК: B81C 3/00
Мітки: металевих, спосіб, з'єднання, конструкцій, припоєм, елементів, тонкостінних
Формула / Реферат:
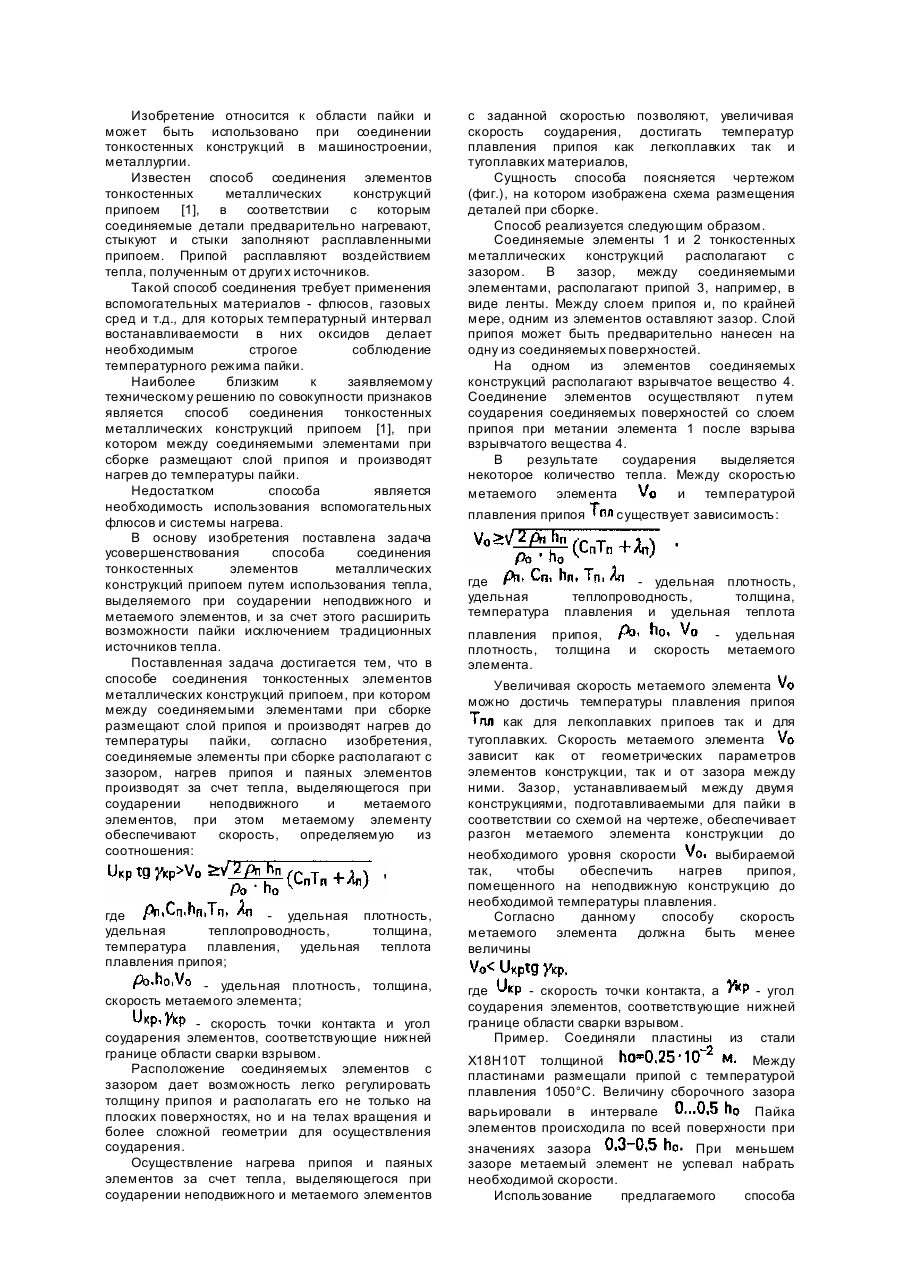
Способ соединения тонкостенных элементов металлических конструкций припоем, при котором между соединяемыми элементами при сборке размещают слой припоя и производят нагрев до температуры пайки, отличающийся тем, что соединяемые элементы при сборке располагают с зазором, нагрев припоя и паяемых элементов производят за счет тепла, выделяющегося при соударении неподвижного и метаемого элементов, при этом метаемому элементу обеспечивают скорость,...
Вузлове з’єднання елементів з труб металевих просторових конструкцій
Номер патенту: 44976
Опубліковано: 15.03.2002
Автори: Черних Інна Юріївна, Корольов Володимир Петрович, Гібаленко Олександр Миколаєвич
МПК: E04B 1/58
Мітки: труб, металевих, вузлове, просторових, елементів, конструкцій, з'єднання
Формула / Реферат:
Вузлове з'єднання елементів з труб металевих просторових конструкцій, яке має у своєму складі пусте кульове ядро, що виконане з штампованих напівкульок, зварених між собою автоматичною зваркою, до якого приварені трубчасті стрижні згідно з розташуванням стрижневих елементів у просторовій конструкції, яке відрізняється тим, що вузлове з‘єднання виконано розбірним, для чого воно має спеціальні болти, гайку та фігурну шайбу, всі трубчасті...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Злинько Валерій Дмитрович, Кірсанов Микола Васильович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Король Радимір Миколайович, Смолін Олексій Миколайович, Науменко Сергій Григорович, Загребельний Віктор Терентійович, Хохлов Анатолій Іванович, Король Микола Миколайович, Самойленко Генадій Дмитрович, Кравченко Юрій Олексійович, Лісовський Олександр Олександрович
МПК: B21B 21/00
Мітки: періодичної, спосіб, тонкостінних, холодної, прокатки, труб, особливої
Формула / Реферат:
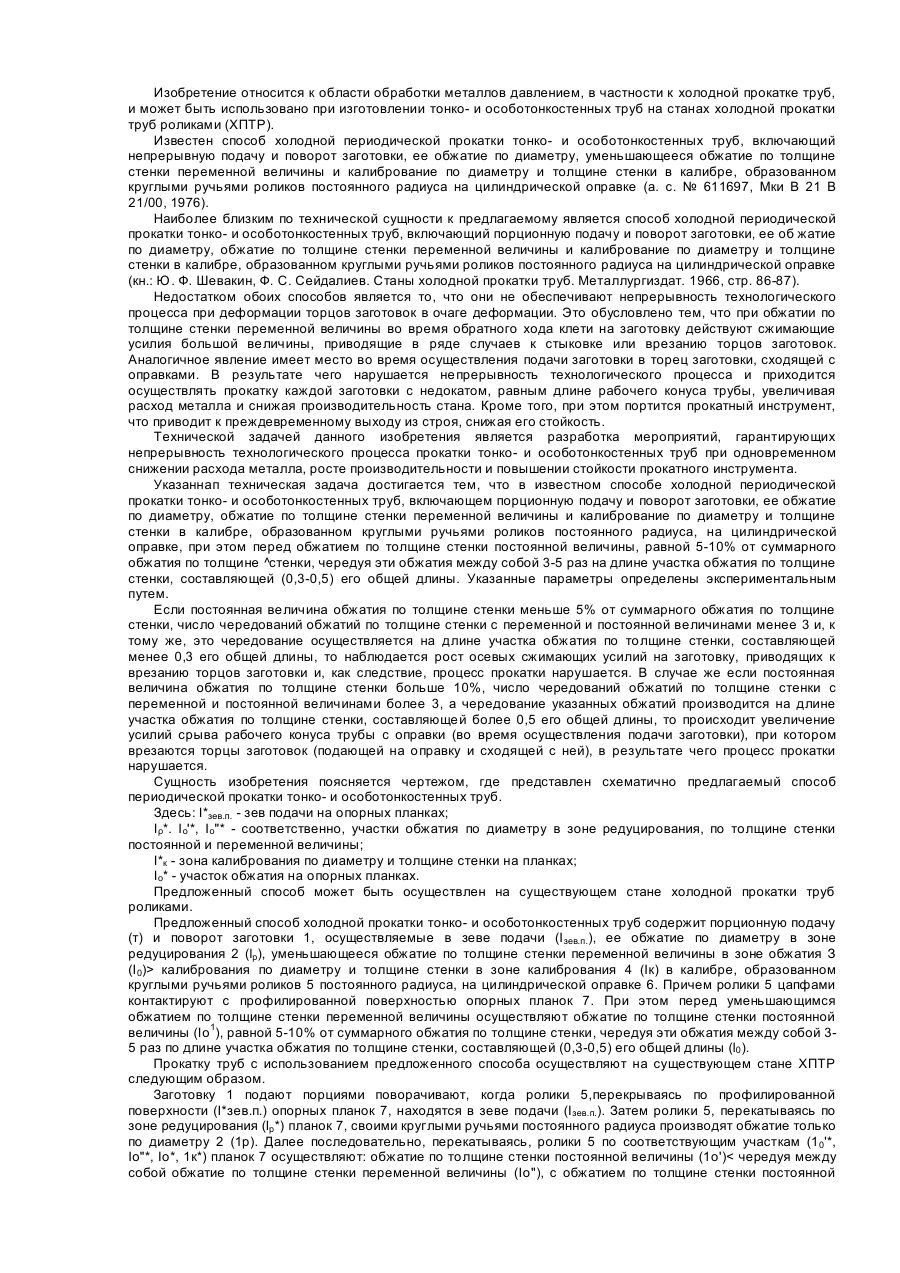
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Пістун Ігор Павлович
МПК: B21D 26/08
Мітки: металевих, зварного, зміцнення, спосіб, труб, шва
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Попередній патент: Багаторівневий перетворювач
Наступний патент: Система пасивного дозування засобу для очищення унітазу
Випадковий патент: Спосіб вирощування цукрового сорго