Спосіб нарізання циліндричних зубчастих коліс
Формула / Реферат
Спосіб нарізання циліндричних зубчастих коліс, при якому нарізання зубців колеса здійснюють в умовах обкочування черв'ячною фрезою за два проходи, який відрізняється тим, що перший прохід здійснюють черв'ячною фрезою, профіль зубців якої у нормальному перерізі відповідає профілю ніжки вихідного контура, а другий прохід здійснюють черв'ячною фрезою з зубцями, у яких головка зубця виконана на гвинтовій поверхні з тим самим кутом підйому, що у фрези для першого проходу, профіль головки у нормальному перерізі відповідає профілю головки вихідного контура, а профіль ніжки зубця не виходить за межі ніжки вихідного контура, і має прямокутну форму.
Текст
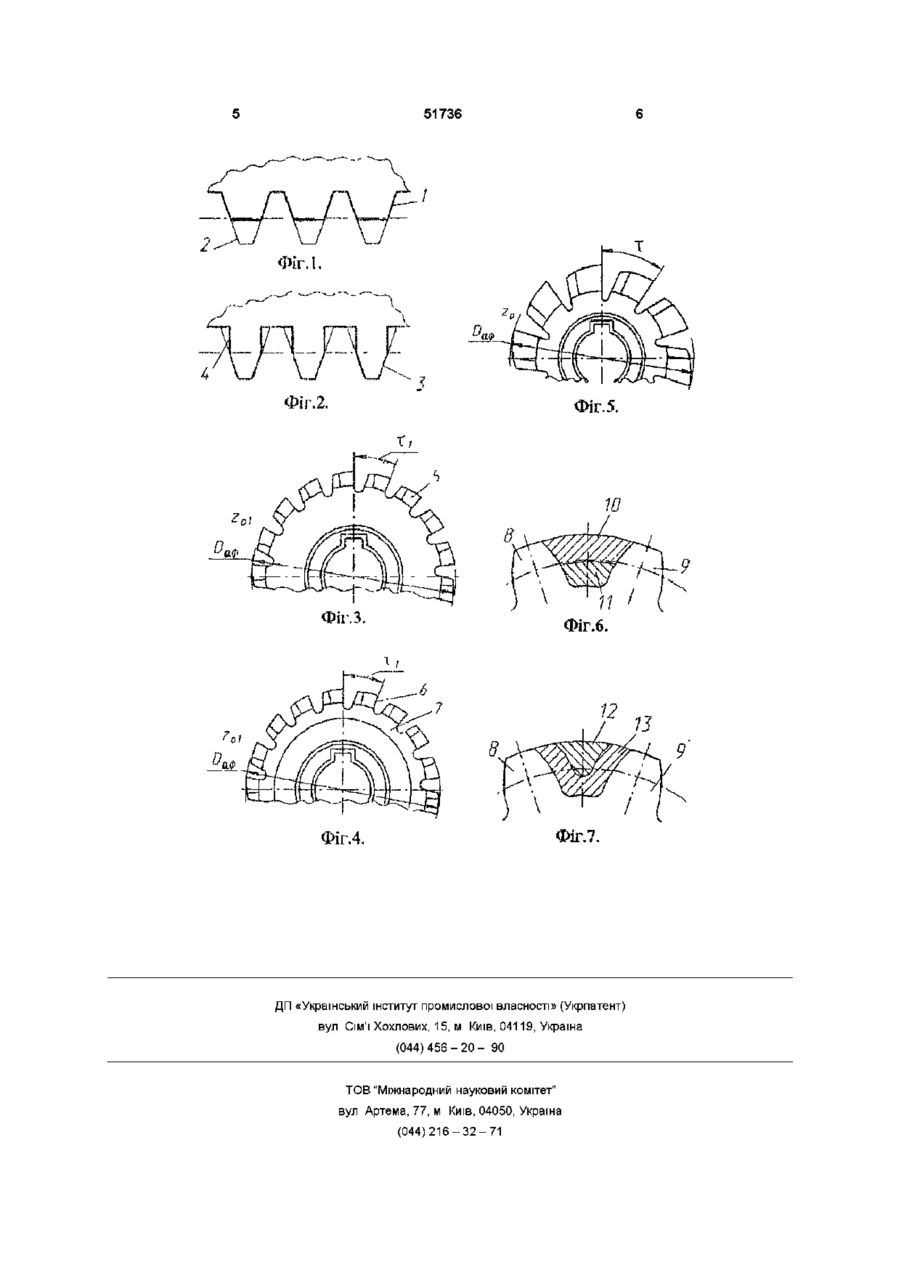
Спосіб нарізання циліндричних зубчастих коліс, при якому нарізання зубців колеса здійснюють в умовах обкочування черв'ячною фрезою за два проходи, який відрізняється тим, що перший прохід здійснюють черв'ячною фрезою, профіль зубців якої у нормальному перерізі відповідає профілю ніжки вихідного контура, а другий прохід здійснюють черв'ячною фрезою з зубцями, у яких головка зубця виконана на гвинтовій поверхні з тим самим кутом підйому, що у фрези для першого проходу, профіль головки у нормальному перерізі відповідає профілю головки вихідного контура, а профіль ніжки зубця не виходить за межі ніжки вихідного контура, і має прямокутну форму Винахід відноситься до технології механічної обробки деталей в умовах обкочування і може бути використаним для виготовлення зубчастих коліс Відомий спосіб нарізання циліндричних зубчастих коліс, при якому нарізання зубців колеса здійснюють в умовах обкочування черв'ячною фрезою за два проходи [Овумян Г Г , Адам Я И Справочник зубореза М Машиностроение, 1983 - 2 2 3 с ] У відомому способі використовують стандартну черв'ячну фрезу, профіль зубців якої відповідає профілю нормального вихідного контуру, при цьому глибина різання на першому проході становить 0,6 висоти зубця, або 1,4т, а на другому - 0,4 висоти зубця, або 0,85т, де т - модуль зубчастого колеса Проте, продуктивність відомого способу є обмеженою Так, якщо максимальна допустима подача на зуб черв'ячної фрези становить sz, то найбільша допустима осьова подача so буде рівна So - S z * Zo де Zo - КІЛЬКІСТЬ рейок (зубців на торці) черв'ячної фрези, а подальше збільшення осьової подачі можливе лише за рахунок збільшення КІЛЬКОСТІ рейок черв'ячної фрези Але, при заданому зовнішньому діаметрі черв'ячної фрези КІЛЬКІСТЬ рейок не може бути збільшена, оскільки ця КІЛЬКІСТЬ вибирається з умови забезпечення необхідної МІЦНОСТІ зубців Якщо збільшити КІЛЬКІСТЬ рейок за рахунок зовнішнього діаметра фрези, то одночасно із збільшенням зовнішнього діаметру зростає сила різання, крутний момент і навантаження на кінематичні ланцюги подачі і поділу зубофрезерного верстата, знижується точність обробки Крім того, при зубофрезеруванні в умовах обкочування основну роботу стружкоутворення виконують вершинні леза, на які припадає понад половини об'єму металу, який усувається з впадин між зубцями зубчастого колеса У той же час відносна ширини вершинного леза у периметрі різання, що утворений усіма лезами окремого зубця фрези є незначною Так, у стандартної черв'ячної фрези ширина вершинного леза становить 0,66т, а сумарна ширина вершинного та бокових лез, які приймають участь у різанні на другому (чистовому) проході, дорівнює (2*2,25/cosa f f l + 0,66)*m, де m - модуль, аф - кут профілю вихідного контуру, тобто частка вершинного леза у периметрі різання становить 12% Для першого проходу, де периметр різання дорівнює (2 * 0,85 / cos аф + 0,66) * т , відносна довжина вершинного леза є дещо більшою, і становить 31%, але теж не відповідає роботі, яку виконують дані леза при різанні Невідповідність між відносною шириною вершинних лез і роботою, яку вони виконують під час різання, приводить до значних питомих навантажень на дані леза, їх прискореного зношування, і є факто О (О CO Ю ром, що обмежує період СТІЙКОСТІ черв'ячних фрез В основу винаходу поставлена задача створення такого способу нарізання циліндричних зубчастих коліс, у якому зміна профілів зубців черв'ячних фрез для 1-го та 2-го проходів дозволить збільшити відносну ширину вершинних лез у периметрі різання і збільшити осьову подачу, а за рахунок цього збільшити продуктивності обробки та підвищити СТІЙКІСТЬ черв'ячних фрез Поставлена задача вирішується тим, що у способі нарізання циліндричних зубчастих коліс, при якому нарізання зубців колеса здійснюють в умовах обкочування черв'ячною фрезою за два проходи, згідно з винаходом, перший прохід здійснюють черв'ячною фрезою, профіль зубців якої у нормальному перетині відповідає профілю ніжки вихідного контуру, а другий прохід здійснюють черв'ячною фрезою з зубцями, у яких головка зубця виконана на гвинтовій поверхні з тим самим кутом підйому, що у фрези для першого проходу, профіль головки у нормальному перетині відповідає профілю головки вихідного контуру, а профіль ніжки зубця не виходить за межі ніжки вихідного контуру, і має, наприклад, прямокутну форму У запропонованому способі за рахунок зменшення робочої висоти зубців фрез для першого та другого проходів скорочується довжина основи кожного зубця, що дає можливість, не зменшуючи МІЦНОСТІ зубців, зменшити кутовий крок зубців у торцьовому перетині та утворити на тому ж зовнішньому діаметрі черв'ячної фрези більшу КІЛЬКІСТЬ рейок При цьому, у ВІДПОВІДНОСТІ до залежності (1), на першому і на другому проходах пропорційно до КІЛЬКОСТІ зубців зростає осьова подача черв'ячної фрези і підвищується продуктивність зубонарізання Одночасно з цим із зменшенням розмірів зубців досягається також збільшення відносної ширини вершинного леза у периметрі різання кожного активного зубця, за рахунок чого зменшується питоме навантаження, що припадає на вершинні леза, і підвищується СТІЙКІСТЬ черв'ячних фрез Крім того, збільшення КІЛЬКОСТІ рейок (зубців на торці) приводить до збільшення коефіцієнта торцьового перекриття у зачепленні черв'ячна фреза-заготовка і дозволяє зменшити нерівномірність різання, динамічні навантаження і підвищити точність обробки На фіг 1 показано профіль рейки черв'ячної фрези для першого проходу, а на фіг 2 - профіль рейки черв'ячної фрези для другого проходу На фіг 3 - 5 зображені бокові (торцеві) види фрез на фіг 3 - черв'ячної фрези для першого проходу, на фіг 4 - черв'ячної, фрези для другого проходу, а на фіг 5 - стандартної черв'ячної фрези На фіг 6 зображено розподіл припуску між першим та другим проходом при зубофрезеруванні черв'ячними 51736 фрезами запропонованих конструкцій, а на фіг 7 розподіл припуску між першим та другим проходом при двохпрохідному зубофрезеруванні стандартною черв'ячною фрезою Профіль зубця 1 черв'ячної фрези для першого проходу у нормальному перетині має форму ніжки профілю вихідного контуру 2 Зубець черв'ячної фрези для другого проходу має головку 3, яка співпадає з головкою вихідного контуру 2 і виконана на гвинтовій поверхні з тим самим кутом підйому, що у фрези для першого проходу, та ніжку 4, яка не приймає участі у різанні і має довільну форму, наприклад, прямокутну, і таку, що не повинна виходити за межі вихідного контуру ЗОВНІШНІЙ діаметр Оаф обид BOX фрез у запропонованому способі рівний зовнішньому діаметру стандартної черв'ячної фрези, кутовий крок стандартної черв'ячної фрези становить х, а її КІЛЬКІСТЬ рейок дорівнює Zo, кутовий крок та КІЛЬКІСТЬ рейок у запропонованих черв'ячних фрез становить, ВІДПОВІДНО, ті IZOI На фіг 3, 4 позиціями 5, 6 позначено, ВІДПОВІДНО, зубці запропонованих черв'ячних фрез для першого та другого проходу, а поз 7 - гвинтову канавку, на якій розміщені зубці 6 фрези для другого проходу На фіг 6, 7 поз 8, 9 позначені зубці зубчастого колеса, яке підлягає обробці, поз 10, 11 - частини припуску, який усувається із впадин між зубцями 8, 9 черв'ячними фрезами запропонованих конструкцій, а поз 12,13 - стандартною черв'ячною фрезою Спосіб реалізують наступним чином При обробці на першому проході, де використовується черв'ячна фреза з зубцем 1, усувається частина металу 10 із впадини між зубцями 8, 9 і частково формуються їх робочі профілі Під час різання на другому проході черв'ячною фрезою, що має зубці, які утворені головкою 3 та ніжкою 4, усувається друга частина 11 припуску і завершується формування бокових профілів зубців колеса, при цьому фреза для другого проходу здійснює різання лише головками 3 зубців Для порівняння стандартна черв'ячна фреза під час різання на першому проході частково прорізає впадину між зубцями 8, 9 зубчастого колеса, усуваючи припуск 12, а під час другого проходу з різанням на повну глибину профілю зрізає припуск 13 і формує суміжні бокові поверхні зубців 8, 9 у даній впадині За рахунок зменшення кутового кроку збільшується КІЛЬКІСТЬ рейок Zoi у порівнянні з КІЛЬКІСТЮ рейок Zo у стандартної фрези, що дозволяє при незмінній подачі на зуб s z збільшити у запропонованому способі осьову подачу у Zoi / Zo разів як на першому, так і на другому проході і у стільки ж разів підвищити продуктивність обробки 51736 Фїг.2. Фіг.5, Фїг.З. 9 Фіг.7. Фіг.4. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting cylindric toothed wheels
Автори англійськоюHrytsai Ihor Yevhenovych
Назва патенту російськоюСпособ нарезки цилиндрических зубчатых колес
Автори російськоюГрицай Игорь Евгеньевич
МПК / Мітки
МПК: B23F 21/00
Мітки: нарізання, зубчастих, коліс, циліндричних, спосіб
Код посилання
<a href="https://ua.patents.su/3-51736-sposib-narizannya-cilindrichnikh-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізання циліндричних зубчастих коліс</a>
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: коліс, інструмент, зубчастих, двоперехідного, циліндричних, нарізання, зубонарізний
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Розенберг Олег Олександрович, Маховський Юрій Олексійович, Микищенко Олександр Анатолійович, Рибак Валерій Якович
МПК: B23F 9/00
Мітки: коліс, циліндричних, великомодульних, зубчастих, спосіб, обробки
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Черв’ячна фреза для обробки зубчастих коліс
Номер патенту: 39486
Опубліковано: 15.06.2001
Автори: Манойлов Олег Володимирович, Клюєва Олена Валеріївна, Біляковський Валерій Павлович
МПК: B23F 21/00
Мітки: обробки, черв'ячна, коліс, зубчастих, фреза
Формула / Реферат:
1. Черв'ячна фреза для обробки губчастих коліс, що містить ріжучі зубці з товщиною, що змінюється на вершині зубців заходної частини від мінімальної на початку заходної частини до стандартної у зубців, розташованих ближче до полюса зачеплення, яка відрізняється тим, що ліва сторона профілю зубців заходної частини фрези виконана з додатковою прямолінійною ділянкою із збільшеним профільним кутом по відношенню до стандартного...
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: коліс, зубчастих, зубів, профілів, чистової, обробки, пристрій, циліндричних
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Грицай Ігор Євгенович, Махоркін Євген Миколайович, Афтаназів Іван Семенович, Гуліда Едуард Миколайович
МПК: B23F 5/00
Мітки: зубчастих, спосіб, обробки, поверхонь, шліцьових, коліс
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Попередній патент: Засіб для лікування плоскоклітинних папілом та базаліом
Наступний патент: Фармацевтичний розчин
Випадковий патент: Аератор