Спосіб виготовлення сталефібробетонних тіл обертання

Формула / Реферат
1. Спосіб виготовлення сталефібробетонних тіл обертання, який включає опускання формуючої головки у попередньо встановлену на вібростолі споряджену втулковим кільцем форму, подачу бетонної суміші, формування розтруба шляхом одночасного обертання формуючої головки та здійснення вібрацій вібростола, формування циліндричної частини тіла обертання шляхом підйому головки та припинення вібрацій вібростола, здійснення обертального руху втулкового кільця форми, вилучення формуючої головки з форми та загладжування верхньої торцевої поверхні труби, який відрізняється тим, що перед подачею бетонної суміші до неї додають сталеві фібри для її армування з відсотком по об'єму 1,3-2,0, а після вилучення формуючої головки з форми, отримане тіло обертання просочують розчином водорозчинної сірки протягом 5,5-8 годин.
2. Спосіб виготовлення сталефібробетонних тіл обертання за п. 1, який відрізняється тим, що у водному розчині для просочування відсоток сірки скла дає 18-23 %, а густина розчину дорівнює 1,1-1,4 г/см куб.
Текст
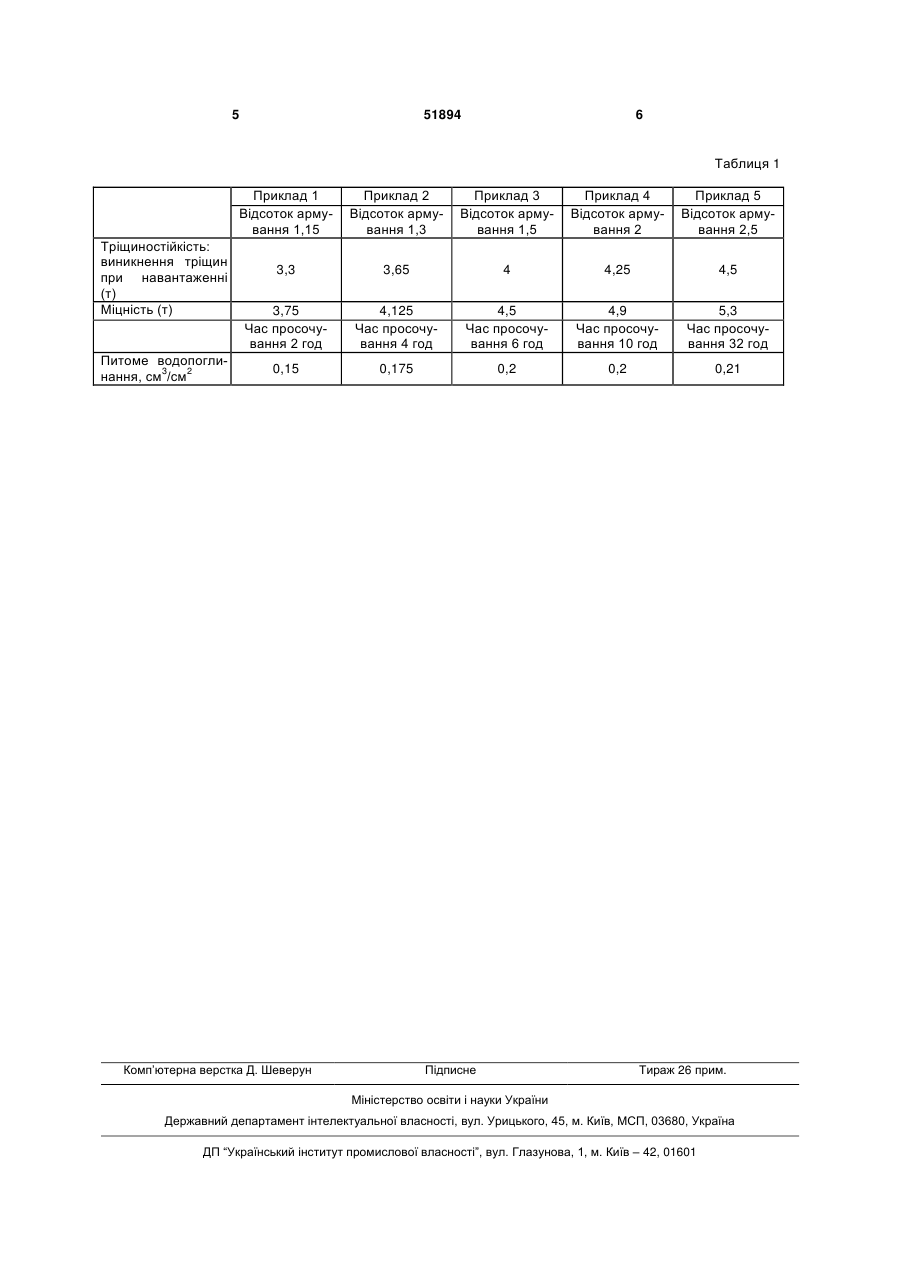
1. Спосіб виготовлення сталефібробетонних тіл обертання, який включає опускання формуючої головки у попередньо встановлену на вібростолі споряджену втулковим кільцем форму, подачу бетонної суміші, формування розтруба шляхом одночасного обертання формуючої головки та здійснення вібрацій вібростола, формування циліндричної частини тіла обертання шляхом підйому 3 рисної моделі, що заявляється, є спосіб виготовлення безнапірної бетонної труби, який включає такі цикли: установку на вібростолі форми з раструбоутворювачем, опускання формуючої головки в нижню частину форми та подачу бетону; формування раструба при одночасному обертальному русі головки (здійснення пресування) та здійснення вібрацій вібростола, чим створюють ущільнення бетону в зоні стику труб ; припинення вібрації та обертання формуючої головки , при цьому здійснення підйому із завданою швидкістю головки з одночасною формовкою циліндричної частини труби; ущільнення циліндричної частини труби в процесі піднімання головки та формування кінцевої частини труби, шляхом створення обертального руху втулочного кільця, яким споряджена форма; загладжування верхньої торцьової поверхні труби при вилученні формуючої головки, опусканні вібростолу, звільнення форми з трубою. [Див. Ю. А. Тевелєв. Железобетонные трубы. Проектирование. Издательство Аcсоциации строительных вузов, М 2004 г. c. 130-131]. Суттєвим недоліком такого способу виготовлення труб є їх недостатня міцність та якість поверхні через відсутність зміцнюючих елементів та відсутність додаткової обробки поверхні. Завданням, на вирішення якого спрямована корисна модель, що заявляється, є підвищення міцності тіл обертання , зокрема труб, та отримання цих виробів з високоякісною поверхнею, шляхом зміни технологічних операцій. Поставлене завдання вирішується таким чином. У відомому способі виготовлення сталефібробетонних тіл обертання, який включає опускання формуючої головки у попередньо встановлену на вібростолі споряджену втулочним кільцем форму, подачу бетонної суміші, формування раструбу шляхом одночасного обертання формуючої головки та здійснення вібрацій вібростолу, формування циліндричної частини тіла обертання шляхом підйому головки та припинення вібрацій вібростола, здійснення обертального руху втулочного кільця форми, вилучення формуючої головки з форми та загладжування верхньої торцьової поверхні труби, згідно з корисною моделлю, що заявляється, перед подачею бетонної суміші до неї додають сталеві фібри для її армування з відсотком по об'єму 1,3-2,0, а після вилучення формуючої головки з форми, отримане тіло обертання просочують розчином водорозчинної сірки на протязі 5,5-8 годин. 51894 4 При цьому, у водному розчині для просочування відсоток сірки скла дає 18-23 %, а густина розчину дорівнює 1,1-1,4 г/см. куб. Спосіб виготовлення сталефібробетонних тіл обертання реалізують таким чином. На вібростолі встановлюють форму, що виконана у вигляді циліндра, опускають ущільнюючу головку до низу та подають бетонну суміш, яку виготовляють заздалегідь: у бетон додають з відповідним розмішуванням для досягнення рівномірного розподілу сталеві фібри у кількості 1,3-2,0 % по об'єму бетону. В разі зменшення відсотку фібр у суміші міцність виробу (труби) суттєво зменшується. При збільшенні відсотку фібр у суміші, міцність зростає , проте потреби у таких показниках міцності у практиці не має, а тому збільшення кількості фібр хоча і призводить до зміцнення виробу, одночасно веде і до їх зайвих витрат. Для того, щоб бетонна суміш , що додаватиметься поступово у форму, розміщалася у нижній частині труби, що формується, формуючу головку приводять в обертальний рух та здійснюють вібрації від вібростолу. Під дією відцентрових сил, бетонна суміш зсувається до стінок форми і заповнює кільцевий простір між формуючою головкою та формою (її внутрішніми стінками). Поступова подача бетонної суміші та піднімання із розрахунковою швидкістю формуючої головки надають можливість формування циліндричної частини труби та одночасне її ущільнення. Коли, формуюча головка досягає верху починають обертання втулочного кільця, подачу бетонної суміші припиняють, формуючу головку вилучають з форми, а торцеву поверхню труби загладжують. Після цього звільняють з форми отриманий виріб, шляхом опускання вібростола та підйому втулочного кільця і форми. На нетривалий проміжок часу сформований виріб залишають на повітрі для просушування «схвативания» бетону, а після чого занурюють виріб у ємність з водним розчином сірки, який виготовляють з розрахунку: густина 1,1-1,4 см куб., а кількість сірки у розчині складає 18-23 %. Найкращі показники тріщиностійкості, міцності та жорсткості досягають при густині розчину 1,25 см. куб. та відсотку сірки – 20 %, глибина просочення здійснюється на 20 % товщини виробу (з середини та ззовні). Тривалість просочення складає від 5,5-8 годин, але найкращий показник при тривалості орієнтовно 6 годин. Дані випробувань, при експериментах зведені у таблицю, що додається. 5 51894 6 Таблиця 1 Приклад 1 Відсоток армування 1,15 Тріщиностійкість: виникнення тріщин при навантаженні (т) Міцність (т) Питоме водопоглинання, см3/см2 Приклад 2 Відсоток армування 1,3 Приклад 3 Відсоток армування 1,5 Приклад 4 Відсоток армування 2 Приклад 5 Відсоток армування 2,5 3,3 3,65 4 4,25 4,5 3,75 Час просочування 2 год 4,125 Час просочування 4 год 4,5 Час просочування 6 год 4,9 Час просочування 10 год 5,3 Час просочування 32 год 0,15 0,175 0,2 0,2 0,21 Комп’ютерна верстка Д. Шеверун Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of steel-fiber-concrete bodies of revolution
Автори англійськоюAndriichuk Oleksandr Valentynovych
Назва патенту російськоюСпособ изготовления сталефибробетонных тел вращения
Автори російськоюАндрийчук Александр Валентинович
МПК / Мітки
МПК: B28B 21/00, F16L 9/00
Мітки: спосіб, виготовлення, тіл, обертання, сталефібробетонних
Код посилання
<a href="https://ua.patents.su/3-51894-sposib-vigotovlennya-stalefibrobetonnikh-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сталефібробетонних тіл обертання</a>
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками
Номер патенту: 11901
Опубліковано: 16.01.2006
Автори: Білозір Віталій Володимирович, Степанюк Руслан Андрійович
Мітки: сталефібробетонних, сухими, стиками, виготовлення, конструкцій, спосіб, полігональних, складчастих
Формула / Реферат:
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками, що включає кріплення верхніх клинів до бортів форми, вкладання арматури у форму, до днища якої кріпляться нижні клини, вивантаження, розрівнювання сталефібробетонної суміші у формі, ущільнювання сталефібробетонної суміші за допомогою, наприклад, вібрування, розпалублювання конструкції, піднімання конструкції з форми після досягання бетоном певної...
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками
Номер патенту: 16841
Опубліковано: 15.08.2006
Автор: Білозір Віталій Володимирович
Мітки: складчастих, конструкцій, спосіб, полігональних, сталефібробетонних, стиками, сухими, виготовлення
Формула / Реферат:
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками, що включає вкладання арматури у форму, до днища якої прикріплюють нижні клини, вивантаження, розрівнювання сталефібробетонної суміші у формі, кріплення верхніх клинів до бортів форми, ущільнення сталефібробетонної суміші, розпалублювання конструкції, піднімання конструкції з форми після досягнення бетоном певної міцності з утворенням під час...
Спосіб виготовлення армованої бетонної труби

Номер патенту: 15709
Опубліковано: 17.07.2006
Автори: Ященко Ольга Михайлівна, Чувашов Юрій Миколайович, Рибалка Євген Олексійович, Кліпов Валерій Дмитрович, Божко Василь Іванович, Михайлішина Ніна Зиновієвна, Бочарова Ірина Миколаївна
МПК: B28B 23/02, B28B 21/02, F16L 9/00
Мітки: трубі, виготовлення, бетонної, спосіб, армованої
Формула / Реферат:
Спосіб виготовлення армованої бетонної труби, що включає подачу бетонної суміші, формування з бетонної суміші труби, армування зовнішньої поверхні труби джгутами зі скловолокна, який відрізняється тим, що армування зовнішньої поверхні труби проводять шляхом укладання джгутів із скловолокна, змочених зв'язуючим, уздовж обичайки бетонної труби на однаковій відстані один від одного, при цьому на укладені джгути додатково намотують спірально...
Спосіб виготовлення куполоподібного тіла обертання із листового металу
Номер патенту: 61928
Опубліковано: 15.12.2003
Автори: Шкуль Зіновій Володимирович, Яремчук Роман Юліанович, Пономарьов Василь Олексійович, Мілевський Станіслав Бернардович, Пилипчик Степан Васильович, Ткачук Йосип Матвійович, Пилипчук Роман Володимирович
МПК: B21D 22/14, B21D 51/00, B21D 22/00, B21D 22/20, B21D 35/00
Мітки: спосіб, виготовлення, куполоподібного, обертання, листового, тіла, металу
Формула / Реферат:
1. Спосіб виготовлення куполоподібного тіла обертання із тонколистового металу, що включає в себе вирізку плоскої заготовки, її ротаційне видавлювання та нагартування, а також глибоке витягнення, який відрізняється тим, що плоску заготовку попередньо піддають ротаційному видавлюванню на оправці з одночасним рівномірним нагартуванням, після чого здійснюють операції глибокого витягнення в штампах.2. Спосіб за п. 1, який відрізняється...
Роликова центрифуга для формування тіл обертання
Номер патенту: 69046
Опубліковано: 16.08.2004
Автори: Шаленко Олег Олегович, Богуславський Вадим Євгенович
МПК: B28B 21/02
Мітки: роликова, тіл, обертання, центрифуга, формування
Формула / Реферат:
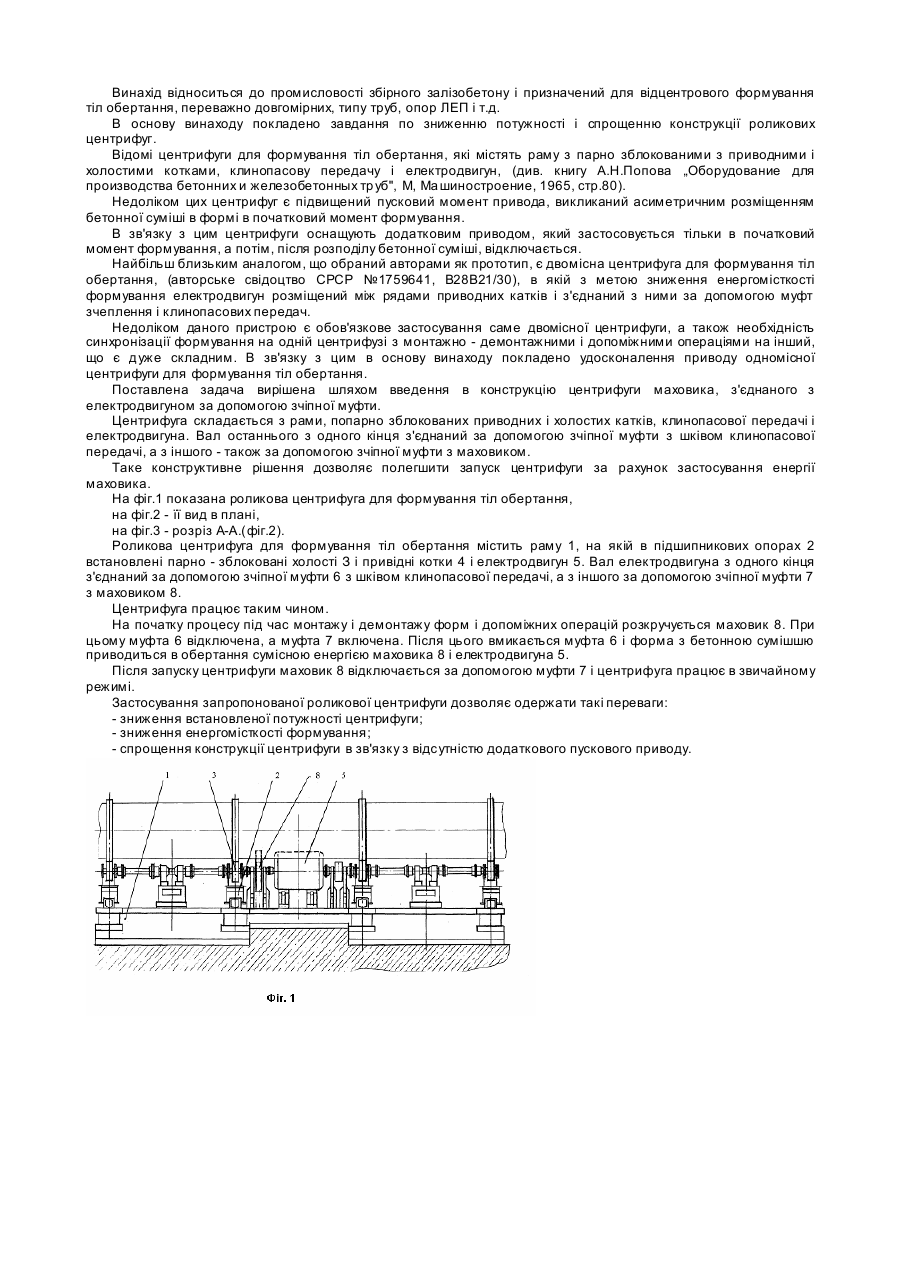
Роликова центрифуга для формування тіл обертання, яка містить раму, на якій у підшипникових опорах установлені парно-зблоковані холості і привідні котки, і привід у вигляді двигуна і клинопасової передачі, яка відрізняється тим, що в приводі центрифуги установлений маховик, а кінці вала електродвигуна з'єднані з маховиком і шківом клинопасової передачі зчіпними муфтами.
Попередній патент: Полімерна композиція для захисних покриттів
Наступний патент: Спосіб переобладнання дизеля для роботи на біопаливах
Випадковий патент: Спосіб визначення потужності газотурбінної установки