Спосіб виготовлення куполоподібного тіла обертання із листового металу
Номер патенту: 61928
Опубліковано: 15.12.2003
Автори: Ткачук Йосип Матвійович, Мілевський Станіслав Бернардович, Пономарьов Василь Олексійович, Яремчук Роман Юліанович, Пилипчик Степан Васильович, Пилипчук Роман Володимирович, Шкуль Зіновій Володимирович
Формула / Реферат
1. Спосіб виготовлення куполоподібного тіла обертання із тонколистового металу, що включає в себе вирізку плоскої заготовки, її ротаційне видавлювання та нагартування, а також глибоке витягнення, який відрізняється тим, що плоску заготовку попередньо піддають ротаційному видавлюванню на оправці з одночасним рівномірним нагартуванням, після чого здійснюють операції глибокого витягнення в штампах.
2. Спосіб за п. 1, який відрізняється тим, що при ротаційному видавлюванні заготовку обертають на плоскій шайбі навколо осі, що проходить через її центр, піддають рівномірному нагартуванню роликом або іншим інструментом шляхом його рівномірного переміщення від центра заготовки до її периферії.
Текст
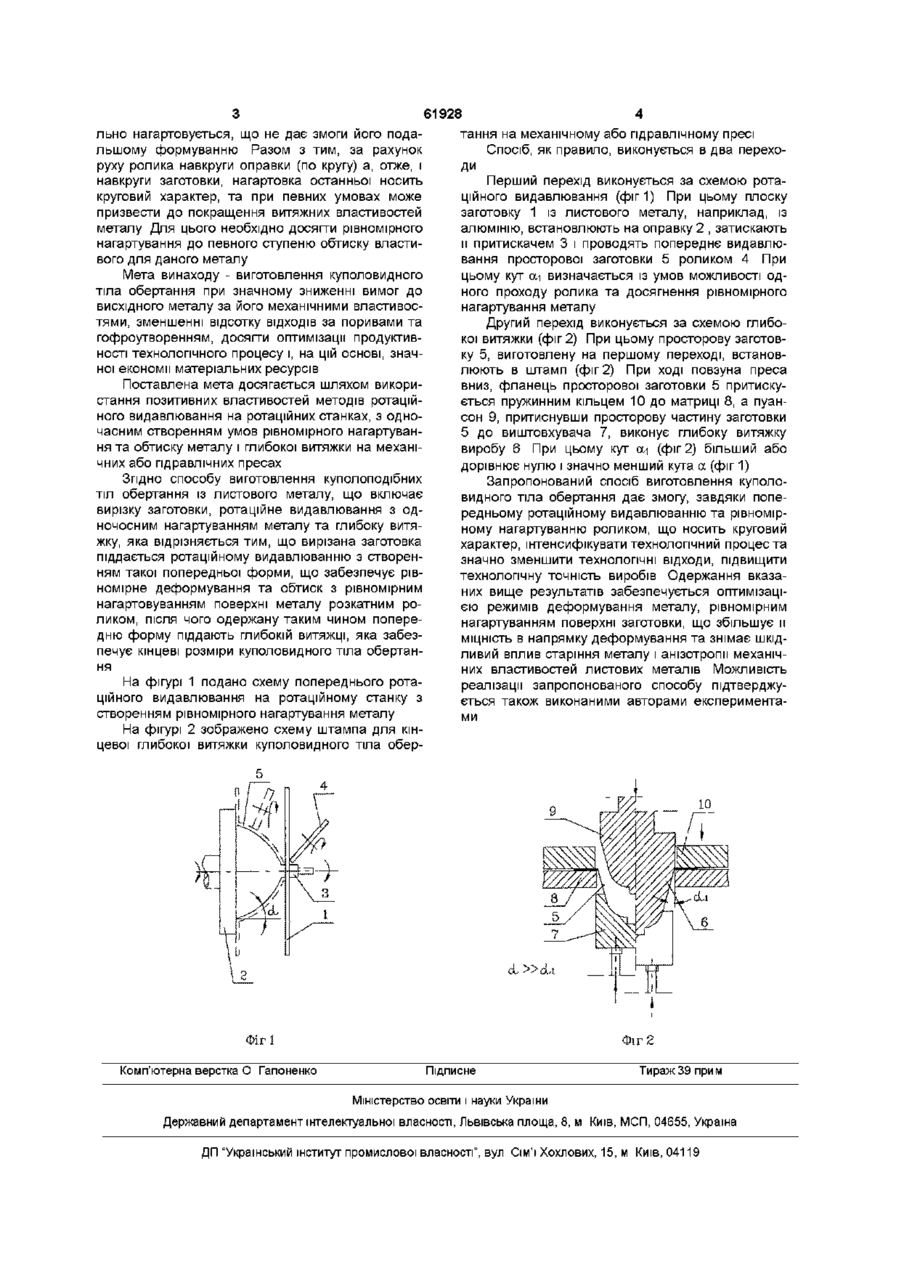
1 Спосіб виготовлення куполоподібного тіла обертання із тонколистового металу, що включає в себе вирізку плоскої заготовки, и ротаційне видавлювання та нагартування, а також глибоке витягнення, який відрізняється тим, що плоску заготовку попередньо піддають ротаційному видавлюванню на оправці з одночасним рівномірним нагартуванням, після чого здійснюють операції глибокого витягнення в штампах 2 Спосіб за п 1, який відрізняється тим, що при ротаційному видавлюванні заготовку обертають на плоскій шайбі навколо осі, що проходить через її центр, піддають рівномірному нагартуванню роликом або іншим інструментом шляхом його рівномірного переміщення від центра заготовки до її периферії Винахід відноситься до технології обробки металів тиском, зокрема, технології виготовлення відбивачів світлових приладів і може бути використаним в машинобудуванні та електротехніці Найбільш близьким до винаходу по технічній суті і результату, що досягається, є спосіб виготовлення куполовидних тіл обертання, наприклад, відбивачів світлових приладів, що включає вирізку із листового матеріалу заготовки, одно або багатоперехідну глибоку витяжку та завершувальні роботи Спосіб широко розповсюджений, описаний в багатьох посібниках по обробці металів тиском, зокрема, в роботах В П Романовського (В П Романовський, Справочник по холодной штамповке Издательство Машиностроение Ленинград 1979г) Недоліком способу є висока залежність його від якості листового металу та велика КІЛЬКІСТЬ ВІДХОДІВ, пов'язаних з поривами металу та інтенсивним гофроутворенням Крім того, в більшості випадків спосіб вимагає великої КІЛЬКОСТІ технологічних витяжних переходів Для підвищення витяжних властивостей листового металу, попередження появи на виробах полос зсуву застосовують, по даних В П Романовського, його дресування (поверхневий наклеп, нагартовування) шляхом холодної прокатки листів на спеціальних багатовалкових станах Недоліком цього процесу є нерівномірність нагартовування металу впродовж ЛІНІЙ про кату та в перпендикулярних до них напрямках, що призводить до нерівномірного деформування в процесі глибокої витяжки Іншим близьким до винаходу є спосіб виготовлення куполовидних тіл обертання, наприклад, відбивачів, що включає в себе вирізку із листового металу заготовки, и ротаційне видавлювання розкатним роликом та завершальні роботи В процесі виконання цього способу за рахунок тиску ролика на метал останній піддається нерівномірному деформуванню та неконтрольованому обтиску матеріалу, внаслідок чого виникає нерівномірне його нагартовування та потоншення Порядок виконання способу викладено В П Романовським (див "Справочник по холодной штамповке") Недоліком способу є низька продуктивність праці та неможливість забезпечити стабільність форми виробу При однопрохідному видавлюванні неможливо досягти кута нахилу твірної, наприклад, відбивача, по ВІСІ обертання менше 20°, що в свою чергу не дозволяє досягти, наприклад, необхідного світлорозподілу освітлювального приладу Для зменшення цього кута необхідно вдаватися до багатоперехідного видавлювання (так звана викладка), що значно понижує продуктивність процесу, та, як наслідок, часто призводить до інтенсивного потоншення металу та його поривів При цьому за рахунок великих деформацій метал си О 00 (О 61928 тання на механічному або гідравлічному пресі льно нагартовується, що не дає змоги його подаСпосіб, як правило, виконується в два перехольшому формуванню Разом з тим, за рахунок ди руху ролика навкруги оправки (по кругу) а, отже, і Перший перехід виконується за схемою ротанавкруги заготовки, нагартовка останньої носить ційного видавлювання (фиг 1) При цьому плоску круговий характер, та при певних умовах може заготовку 1 із листового металу, наприклад, із призвести до покращення витяжних властивостей алюмінію, встановлюють на оправку 2 , затискають металу Для цього необхідно досягти рівномірного и притискачем 3 і проводять попереднє видавлюнагартування до певного ступеню обтиску властивання просторової заготовки 5 роликом 4 При вого для даного металу цьому кут ои визначається із умов можливості одМета винаходу - виготовлення куполовидного ного проходу ролика та досягнення рівномірного тіла обертання при значному зниженні вимог до нагартування металу висхідного металу за його механічними властивостями, зменшенні відсотку ВІДХОДІВ за поривами та Другий перехід виконується за схемою глибогофроутворенням, досягти оптимізацм продуктивкої витяжки (фіг 2) При цьому просторову заготовності технологічного процесу і, на цій основі, значку 5, виготовлену на першому переході, встановної економії матеріальних ресурсів люють в штамп (фіг 2) При ході повзуна преса вниз, фланець просторової заготовки 5 притискуПоставлена мета досягається шляхом викориється пружинним кільцем 10 до матриці 8, а пуанстання позитивних властивостей методів ротаційсон 9, притиснувши просторову частину заготовки ного видавлювання на ротаційних станках, з одно5 до виштовхувача 7, виконує глибоку витяжку часним створенням умов рівномірного нагартуванвиробу 6 При цьому кут ои (фіг 2) більший або ня та обтиску металу і глибокої витяжки на механідорівнює нулю і значно менший кута а (фіг 1) чних або гідравлічних пресах Згідно способу виготовлення куполоподібних Запропонований спосіб виготовлення куполотіл обертання із листового металу, що включає видного тіла обертання дає змогу, завдяки попевирізку заготовки, ротаційне видавлювання з одредньому ротаційному видавлюванню та рівномірночосним нагартуванням металу та глибоку витяному нагартуванню роликом, що носить круговий жку, яка відрізняється тим, що вирізана заготовка характер, інтенсифікувати технологічний процес та піддається ротаційному видавлюванню з створензначно зменшити технологічні відходи, підвищити ням такої попередньої форми, що забезпечує рівтехнологічну точність виробів Одержання вказаномірне деформування та обтиск з рівномірним них вище результатів забезпечується оптимізацінагартовуванням поверхні металу розкатним роєю режимів деформування металу, рівномірним ликом, після чого одержану таким чином поперенагартуванням поверхні заготовки, що збільшує и дню форму піддають глибокій витяжці, яка забезМІЦНІСТЬ в напрямку деформування та знімає шкідпечує кінцеві розміри куполовидного тіла обертанливий вплив старіння металу і анізотропії механічня них властивостей листових металів Можливість реалізації запропонованого способу підтверджуНа фігурі 1 подано схему попереднього ротається також виконаними авторами експериментаційного видавлювання на ротаційному станку з ми створенням рівномірного нагартування металу На фігурі 2 зображено схему штампа для кінцевої глибокої витяжки куполовидного тіла обер 10 Фіг 2 Фіг Комп'ютерна верстка О Гапоненко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of dome-shaped solid of revolution of sheet metal
Автори англійськоюPylypchyk Stepan Vasyliovych, Pylypchuk Roman Volodymyrovych, Tkachuk Yosyp Matviiovych, Yaremchuk Roman Yulianovych
Назва патенту російськоюСпособ изготовления куполообразного тела вращения из листового металла
Автори російськоюПилипчик Степан Васильевич, Пилипчук Роман Владимирович, Ткачук Иосиф Матвеевич, Яремчук Роман Юлианович
МПК / Мітки
МПК: B21D 22/14, B21D 35/00, B21D 22/20, B21D 51/00, B21D 22/00
Мітки: обертання, куполоподібного, виготовлення, металу, спосіб, тіла, листового
Код посилання
<a href="https://ua.patents.su/2-61928-sposib-vigotovlennya-kupolopodibnogo-tila-obertannya-iz-listovogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення куполоподібного тіла обертання із листового металу</a>
Спосіб виготовлення тонкого листового полірованого скла
Номер патенту: 38341
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Копейченко Дмитро Миколайович, Чорний Богдан Петрович, Атраментов Володимир Олексійович, Надемський Віктор Анатолійович, Мінаков Віктор Павлович
МПК: C03B 13/00, C03B 23/02
Мітки: полірованого, виготовлення, спосіб, скла, листового, тонкого
Формула / Реферат:
1. Спосіб виготовлення тонкого листового полірованого скла із скломаси шляхом переміщення її по поверхні розлитого у ванні розплавленого металу з подальшим зняттям у вигляді твердого листа, який відрізняється тим, що скломасу, отриману шляхом нагрівання товстого листового скла до температури 720-880°С, яке потім прокатують валками прокатного стану, вміщеними у розплавлений метал.2. Спосіб виготовлення тонкого листового полірованого...
Пристрій для різання листового металу
Номер патенту: 50806
Опубліковано: 15.11.2002
Автори: Созонтова Вікторія Анатоліївна, Пашнін Валерій Якович
МПК: B23K 7/00
Мітки: різання, пристрій, металу, листового
Формула / Реферат:
Пристрій для різання листового металу, який містить стіл з ребрами, що утворюють відсіки, які з’єднані за допомогою заслінок повітроприймача з повітроводом, і рухомо розташовану над столом газорізальну машину з кулачком для взаємодії з заслінками повітроприймача, який відрізняється тим, що кожна із заслінок розміщена горизонтально і закріплена на вертикальному штоці, який установлений з можливістю зворотно-поступального переміщення, при цьому...
Спосіб пакування предметів, наприклад листового металу (пак-2)
Номер патенту: 62676
Опубліковано: 15.12.2003
Автор: Мануйлов Михайло Іванович
МПК: B65D 63/10, B65D 63/00
Мітки: листового, предметів, металу, наприклад, пакування, спосіб, пак-2
Формула / Реферат:
1. Спосіб пакування предметів, наприклад листового металу, який включає міцне обв'язування у залежності від розмірів пачки в повздовжньому і поперечному напрямку з перехрещуванням за допомогою металевої стрічки чи дроту, кінці яких з'єднують за допомогою замка чи подвійного точкового зварювального шва, чи закручування кінців дроту, який відрізняється тим, що на перехресті повздовжньої і поперечної стрічки чи дроту виконують додатковий...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Кокурін Олександр Миколайович, Півень Євген Григорович
МПК: B32B 37/00, B29C 69/00
Мітки: шаруватого, виготовлення, матеріалу, листового, спосіб
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Дільниця різання листового металу
Номер патенту: 13086
Опубліковано: 28.02.1997
Автори: Макаренко Світлана Симонівна, Павлов Віктор Олексійович, Сусь Юрій Васильович
МПК: B21C 51/00, B23D 15/00
Мітки: різання, листового, дільниця, металу
Формула / Реферат:
(57) Участок резки листового металла, содержащий ножницы поперечной резки с прижимами, каждый из которых выполнен в виде поршневого цилиндра со штоком, соединенного с ползуном с прижимной штангой, а также клеймитель с клеймовочной головкой, отличающийся тем, что прижимная штанга одного из прижимов выполнена в виде клеймовочной головки и жестко закреплена на соответствующем ей ползуне, а поршневой цилиндр этого прижима выполнен с...
Попередній патент: Спосіб виробництва горілки “класична”
Наступний патент: Спосіб одержання етилацетату
Випадковий патент: Електропривод змінного струму