Спосіб механічної обробки наскрізних довгих отворів
Номер патенту: 52042
Опубліковано: 10.08.2010
Автори: Абдулгазіс Умер Абдулайович, Абдулгазіс Ділявер Умерович
Формула / Реферат
Спосіб механічної обробки наскрізних довгих отворів, що включає їх розсвердлювання й/ або розгортання та подачу мастильно-охолодної рідини (МОР) на ріжучі кромки інструмента, який відрізняється тим, що подачу МОР на ріжучі кромки інструмента здійснюють через оброблюваний отвір назустріч руху свердла, а відвід стружки - прямим потоком МОР по канавках інструмента.
Текст
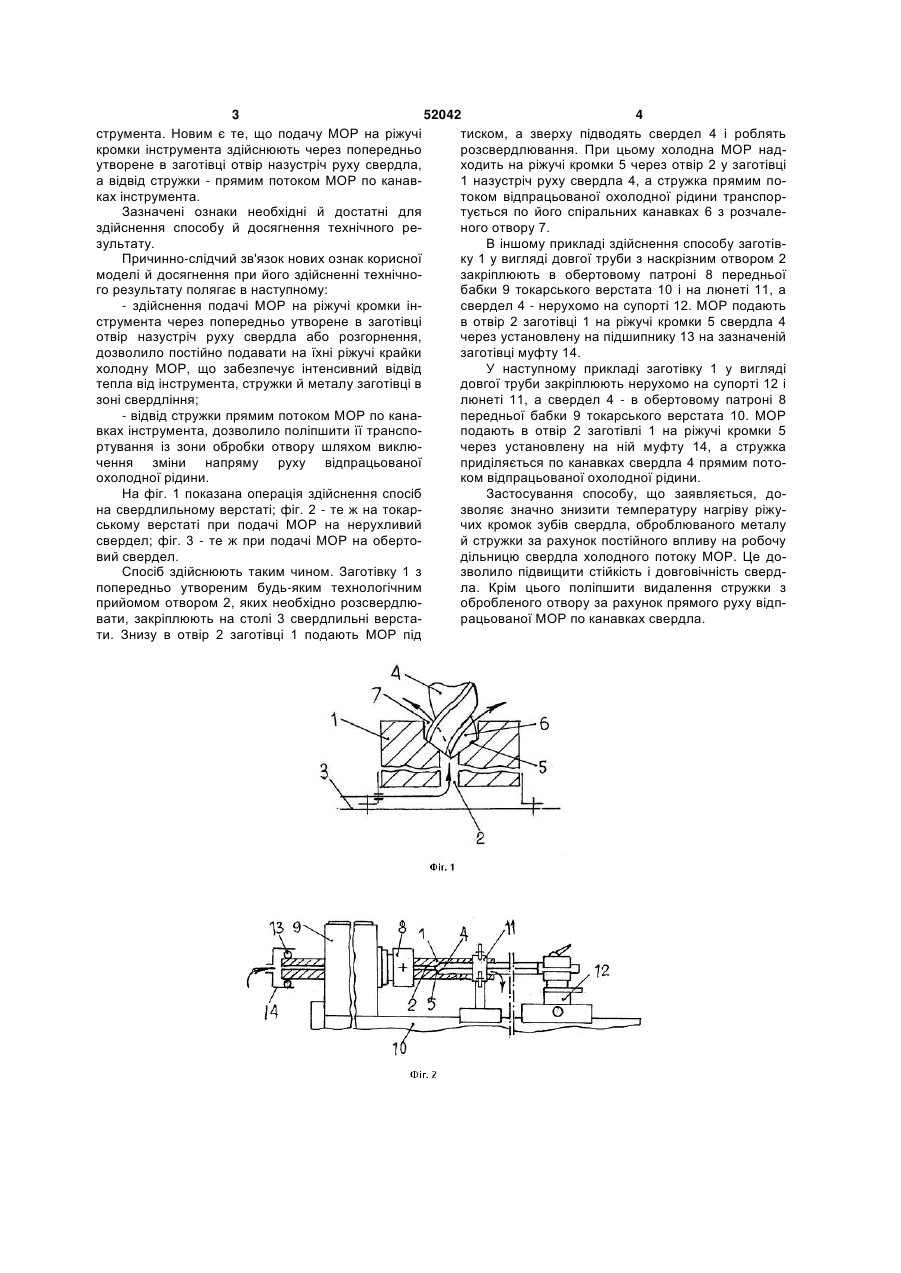
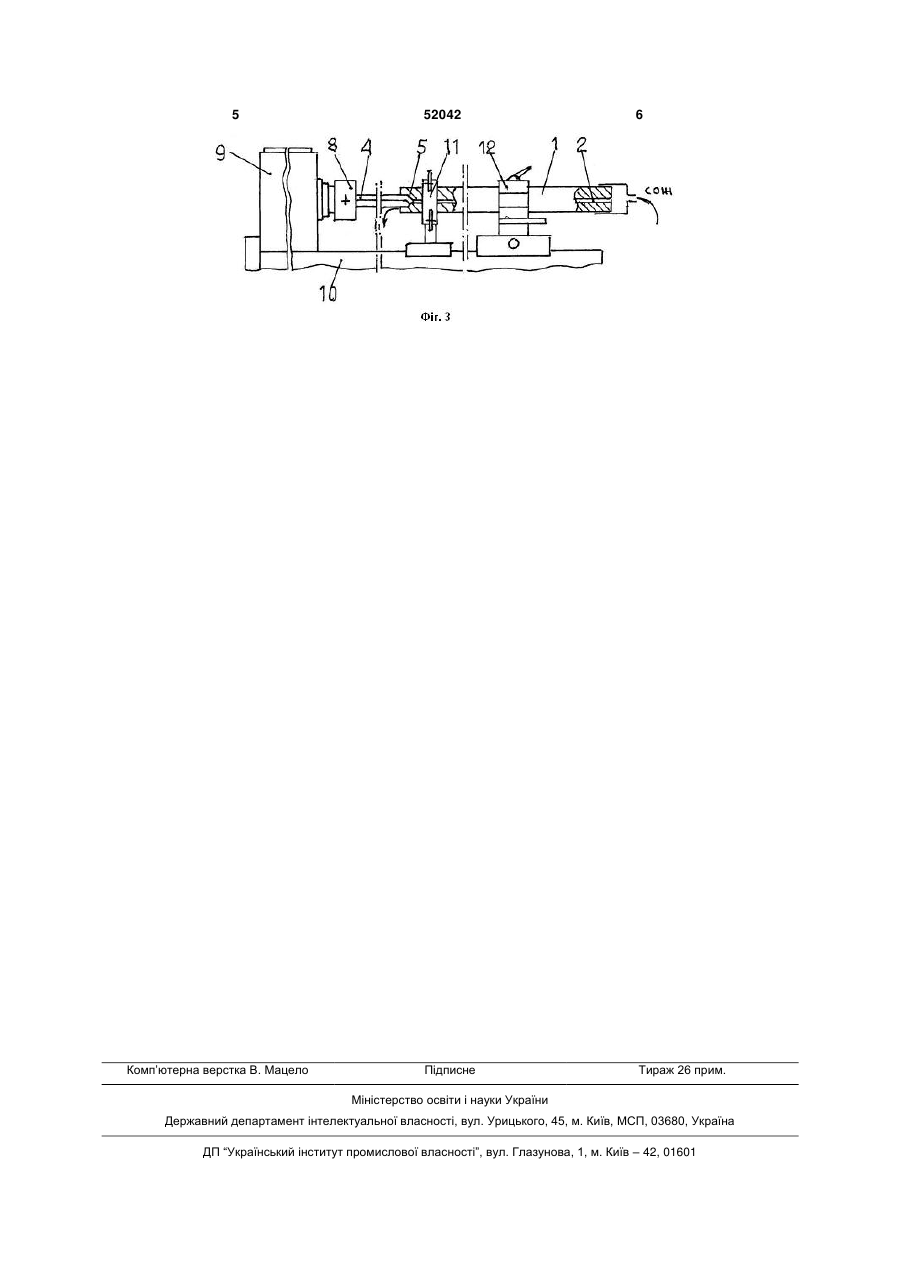
Спосіб механічної обробки наскрізних довгих отворів, що включає їх розсвердлювання й/ або розгортання та подачу мастильно-охолодної рідини (МОР) на ріжучі кромки інструмента, який відрізняється тим, що подачу МОР на ріжучі кромки інструмента здійснюють через оброблюваний отвір назустріч руху свердла, а відвід стружки прямим потоком МОР по канавках інструмента. (19) (21) u201001878 (22) 22.02.2010 (24) 10.08.2010 (46) 10.08.2010, Бюл.№ 15, 2010 р. (72) АБДУЛГАЗІС ДІЛЯВЕР УМЕРОВИЧ, АБДУЛГАЗІС УМЕР АБДУЛАЙОВИЧ (73) АБДУЛГАЗІС ДІЛЯВЕР УМЕРОВИЧ, АБДУЛГАЗІС УМЕР АБДУЛАЙОВИЧ 3 52042 4 струмента. Новим є те, що подачу МОР на ріжучі тиском, а зверху підводять свердел 4 і роблять кромки інструмента здійснюють через попередньо розсвердлювання. При цьому холодна МОР надутворене в заготівці отвір назустріч руху свердла, ходить на ріжучі кромки 5 через отвір 2 у заготівці а відвід стружки - прямим потоком МОР по канав1 назустріч руху свердла 4, а стружка прямим поках інструмента. током відпрацьованої охолодної рідини транспорЗазначені ознаки необхідні й достатні для тується по його спіральних канавках 6 з розчалездійснення способу й досягнення технічного реного отвору 7. зультату. В іншому прикладі здійснення способу заготівПричинно-слідчий зв'язок нових ознак корисної ку 1 у вигляді довгої труби з наскрізним отвором 2 моделі й досягнення при його здійсненні технічнозакріплюють в обертовому патроні 8 передньої го результату полягає в наступному: бабки 9 токарського верстата 10 і на люнеті 11, а - здійснення подачі МОР на ріжучі кромки інсвердел 4 - нерухомо на супорті 12. МОР подають струмента через попередньо утворене в заготівці в отвір 2 заготівці 1 на ріжучі кромки 5 свердла 4 отвір назустріч руху свердла або розгорнення, через установлену на підшипнику 13 на зазначеній дозволило постійно подавати на їхні ріжучі крайки заготівці муфту 14. холодну МОР, що забезпечує інтенсивний відвід У наступному прикладі заготівку 1 у вигляді тепла від інструмента, стружки й металу заготівці в довгої труби закріплюють нерухомо на супорті 12 і зоні свердління; люнеті 11, а свердел 4 - в обертовому патроні 8 - відвід стружки прямим потоком МОР по канапередньої бабки 9 токарського верстата 10. МОР вках інструмента, дозволило поліпшити її транспоподають в отвір 2 заготівлі 1 на ріжучі кромки 5 ртування із зони обробки отвору шляхом виключерез установлену на ній муфту 14, а стружка чення зміни напряму руху відпрацьованої приділяється по канавках свердла 4 прямим потоохолодної рідини. ком відпрацьованої охолодної рідини. На фіг. 1 показана операція здійснення спосіб Застосування способу, що заявляється, дона свердлильному верстаті; фіг. 2 - те ж на токарзволяє значно знизити температуру нагріву ріжуському верстаті при подачі МОР на нерухливий чих кромок зубів свердла, оброблюваного металу свердел; фіг. 3 - те ж при подачі МОР на обертой стружки за рахунок постійного впливу на робочу вий свердел. дільницю свердла холодного потоку МОР. Це доСпосіб здійснюють таким чином. Заготівку 1 з зволило підвищити стійкість і довговічність свердпопередньо утвореним будь-яким технологічним ла. Крім цього поліпшити видалення стружки з прийомом отвором 2, яких необхідно розсвердлюобробленого отвору за рахунок прямого руху відпвати, закріплюють на столі 3 свердлильні верстарацьованої МОР по канавках свердла. ти. Знизу в отвір 2 заготівці 1 подають МОР під 5 Комп’ютерна верстка В. Мацело 52042 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining through long holes
Автори англійськоюAbdulhazis Diliaver Umerovych, Abdulhazis Umer Abdullaiovych
Назва патенту російськоюСпособ механической обработки сквозных длинных отверстий
Автори російськоюАбдулгазис Дилявер Умерович, Абдулгазис Умер Абдуллаевич
МПК / Мітки
МПК: B23B 41/00
Мітки: довгих, спосіб, механічної, отворів, наскрізних, обробки
Код посилання
<a href="https://ua.patents.su/3-52042-sposib-mekhanichno-obrobki-naskriznikh-dovgikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб механічної обробки наскрізних довгих отворів</a>
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка
Номер патенту: 5691
Опубліковано: 15.03.2005
Автори: Малишко Іван Олександрович, Мірошниченко Олександр Володимирович
МПК: B23D 77/00
Мітки: типу, спосіб, обробки, зенкер-розвертка, наскрізних, інструментом, отворів
Формула / Реферат:
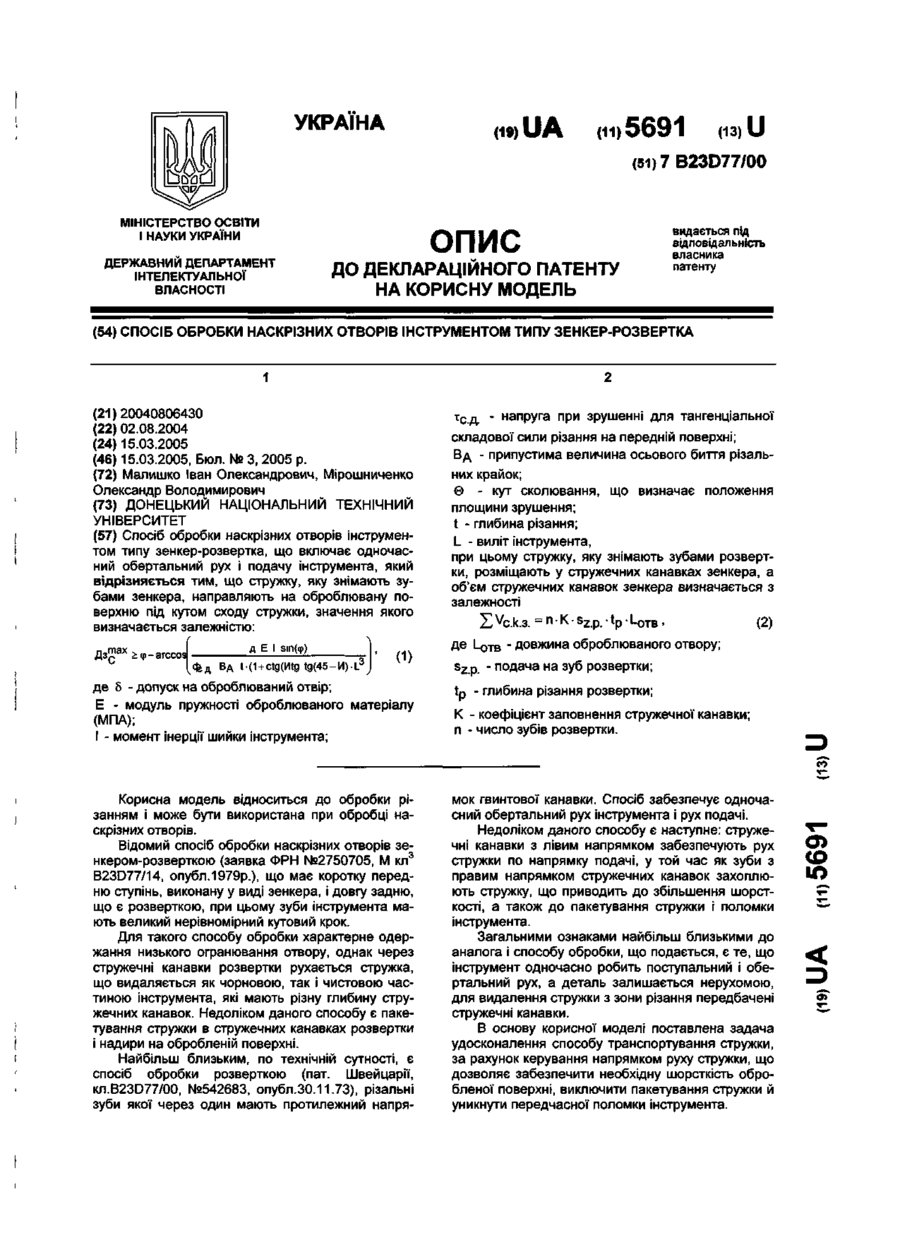
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка, що включає одночасний обертальний рух і подачу інструмента, який відрізняється тим, що стружку, яку знімають зубами зенкера, направляють на оброблювану поверхню під кутом сходу стружки, значення якого визначається залежністю:, (1)де
Спосіб механічної обробки отворів в важкооброблюваних матеріалах
Номер патенту: 44585
Опубліковано: 15.02.2002
Автори: Колот Лідія Петрівна, Ковалевський Сергій Вадимович, Смолякова Лілія Євгенівна
МПК: B23H 5/00
Мітки: важкооброблюваних, обробки, механічної, матеріалах, отворів, спосіб
Формула / Реферат:
1. Спосіб механічної обробки отворів в важкооброблюваних матеріалах, який включає встановлення контакту між деталлю та інструментом, подачу до них електричного струму та надання їм взаємного руху, який відрізняється тим, що температуру в зоні контакту понижають шляхом періодичного припинення подачі електричного струму через період часу t, який дорівнює: ...
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: обробки, отворів, електричною, стрижнів, спосіб, розмірної, дугою, наскрізних
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Опорна штанга для обробки наскрізних отворів на токарних верстатах
Номер патенту: 35728
Опубліковано: 10.10.2008
Автор: Зеленков Володимир Василійович
МПК: B23B 13/00, B23B 3/00
Мітки: наскрізних, обробки, верстатах, отворів, токарних, штанга, опорна
Формула / Реферат:
1. Штанга, виконана у вигляді циліндричного, металевого стрижня, що має інструментальний конус на одному кінці й центрувальний отвір на другому.2. Штанга по п. 1, яка відрізняється тим, що додатково має закритий, наскрізний паз уздовж горизонтальної осі стрижня.3. Штанга по п. 1, яка відрізняється тим, що додатково має закритий глухий паз і бічну лиску уздовж горизонтальної осі стрижня.
Спосіб обробки отворів
Номер патенту: 17470
Опубліковано: 15.09.2006
Автори: Пестунов Володимир Михайлович, Кабулов Костянтин Борисович, Павленко Іван Іванович
МПК: B23B 1/00
Мітки: отворів, обробки, спосіб
Формула / Реферат:
Спосіб обробки отворів, при якому до заготівки підводиться напрямна втулка і фіксується в технологічній системі верстата до закінчення процесу обробки, який відрізняється тим, що напрямну втулку спочатку встановлюють на супутник і базують по отвору, а потім супутник встановлюють і закріплюють у шпинделі з базуванням по отвору шпинделя, після чого за допомогою шпинделя супутник підводять до заготівки, де фіксують напрямну втулку, після чого...
Попередній патент: Автоматична побутова пральна машина з умивальником
Наступний патент: Фармацевтична композиція з модифікованим вивільненням триметазидину дигідрохлориду
Випадковий патент: Джерело стабільного магнітного поля