Опорна штанга для обробки наскрізних отворів на токарних верстатах
Формула / Реферат
1. Штанга, виконана у вигляді циліндричного, металевого стрижня, що має інструментальний конус на одному кінці й центрувальний отвір на другому.
2. Штанга по п. 1, яка відрізняється тим, що додатково має закритий, наскрізний паз уздовж горизонтальної осі стрижня.
3. Штанга по п. 1, яка відрізняється тим, що додатково має закритий глухий паз і бічну лиску уздовж горизонтальної осі стрижня.
Текст
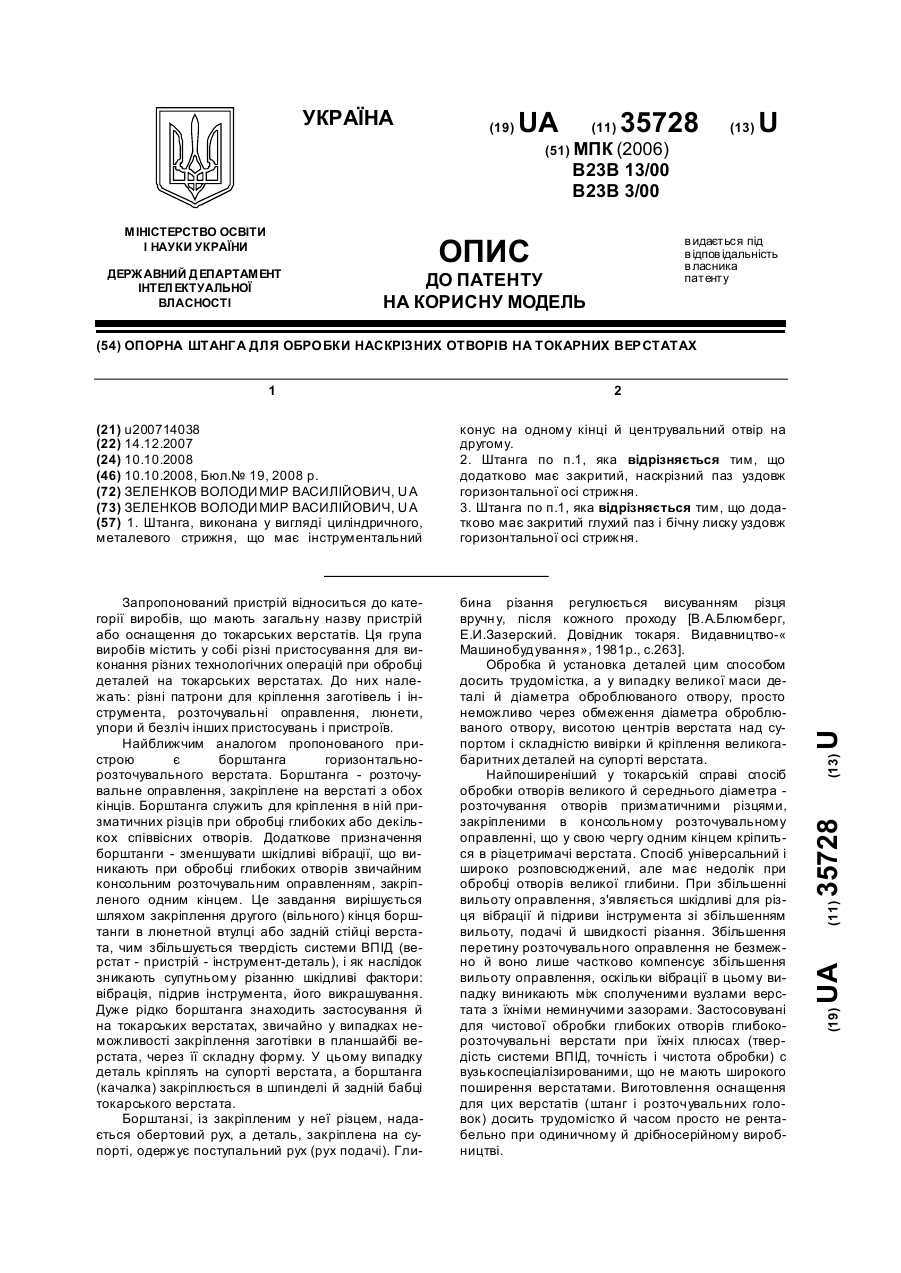
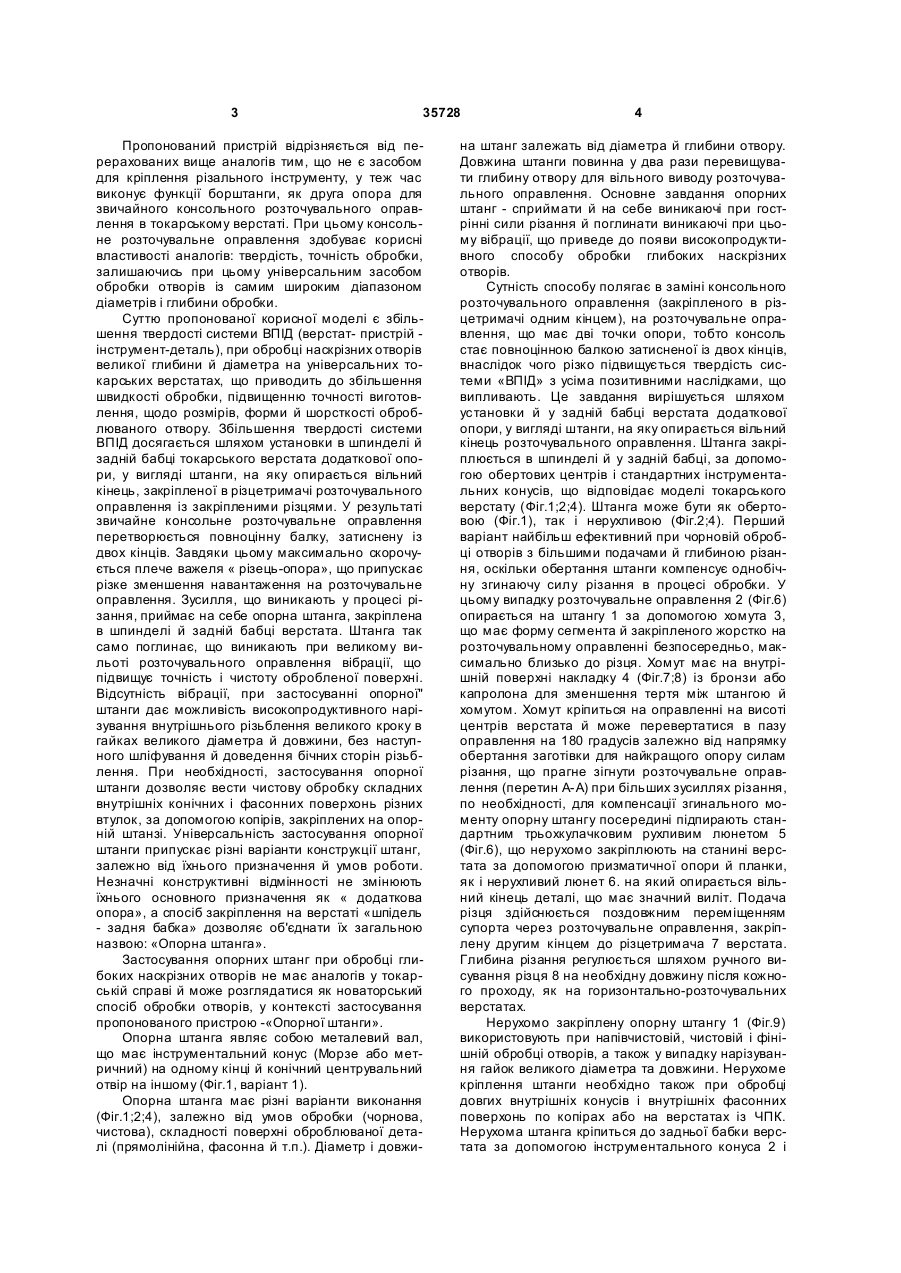
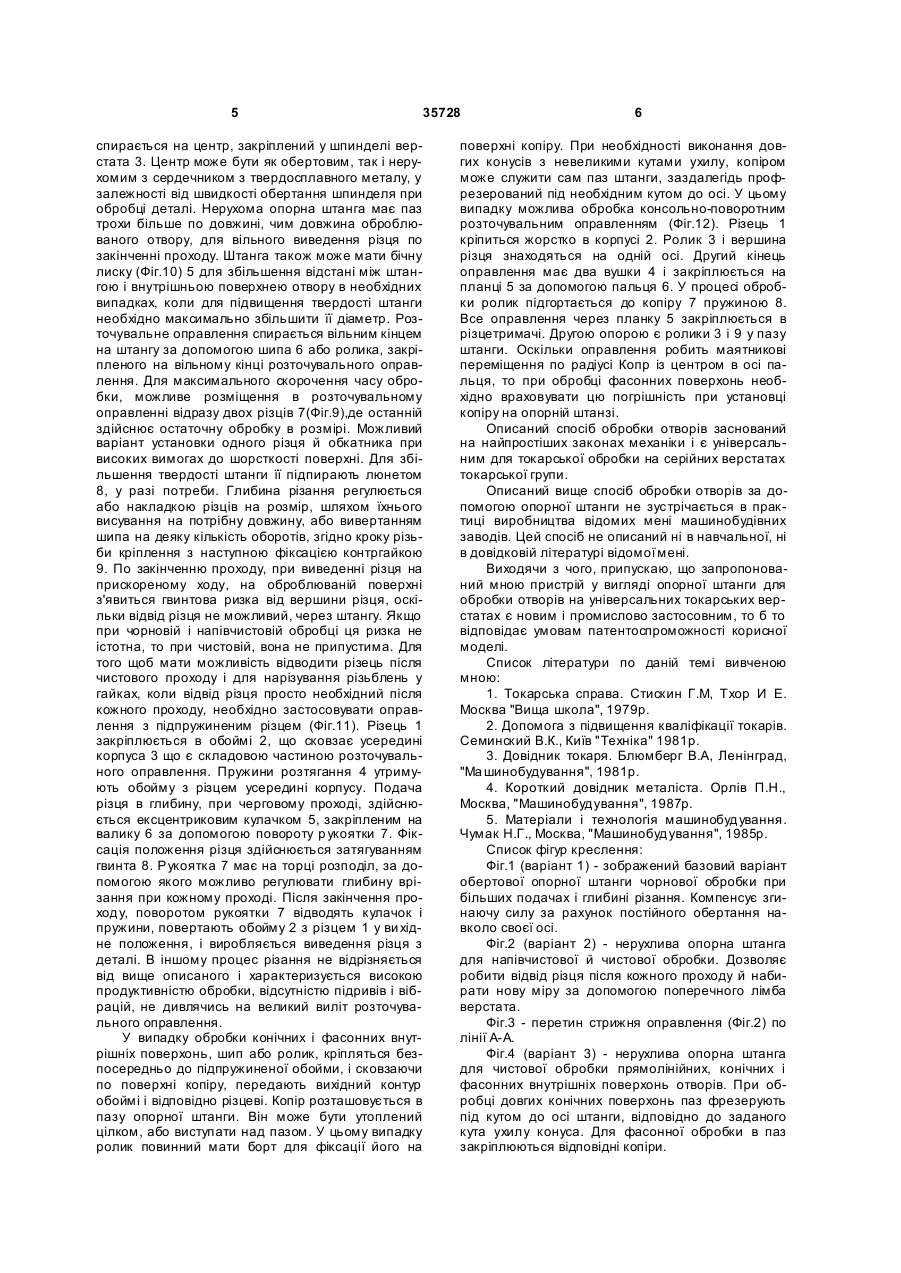
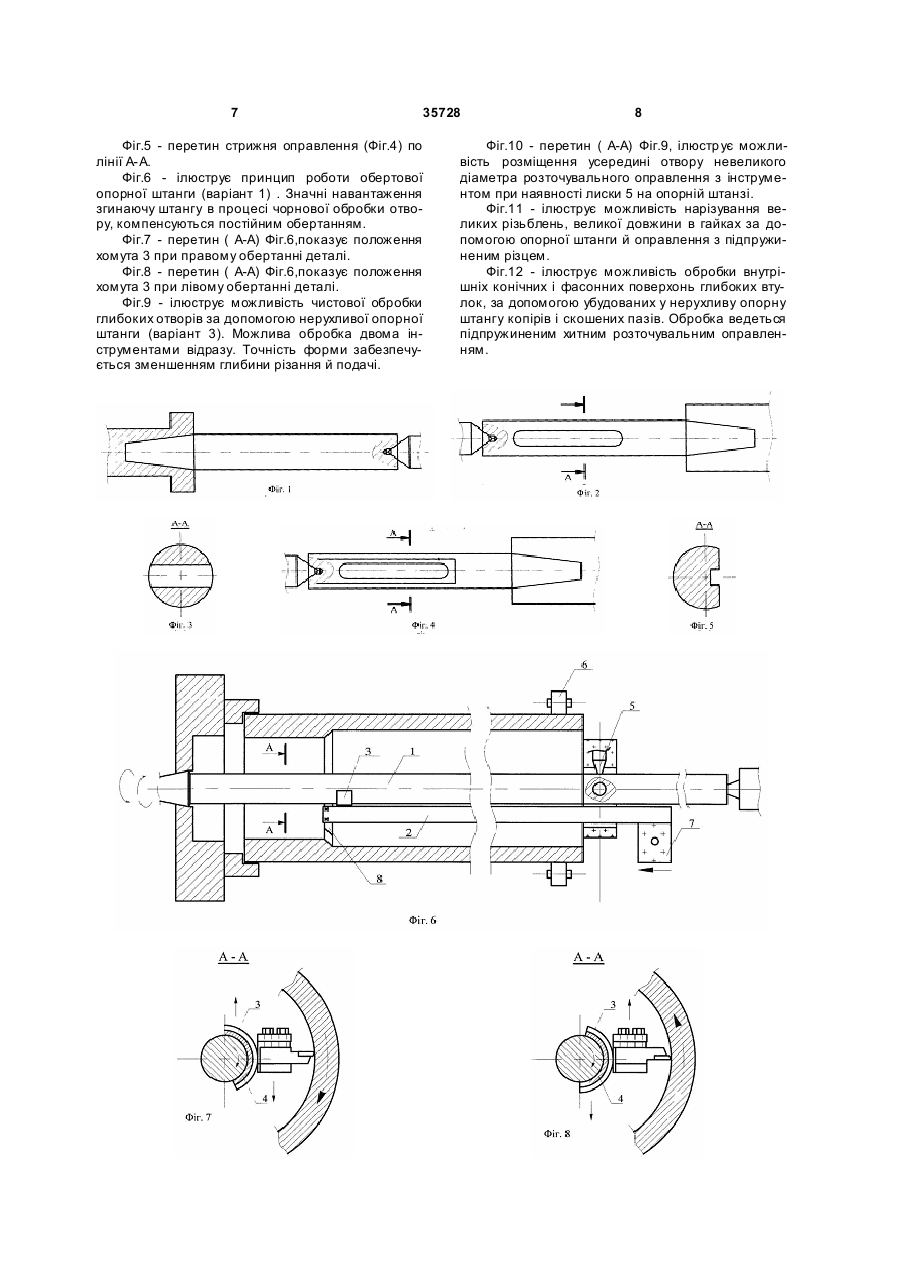
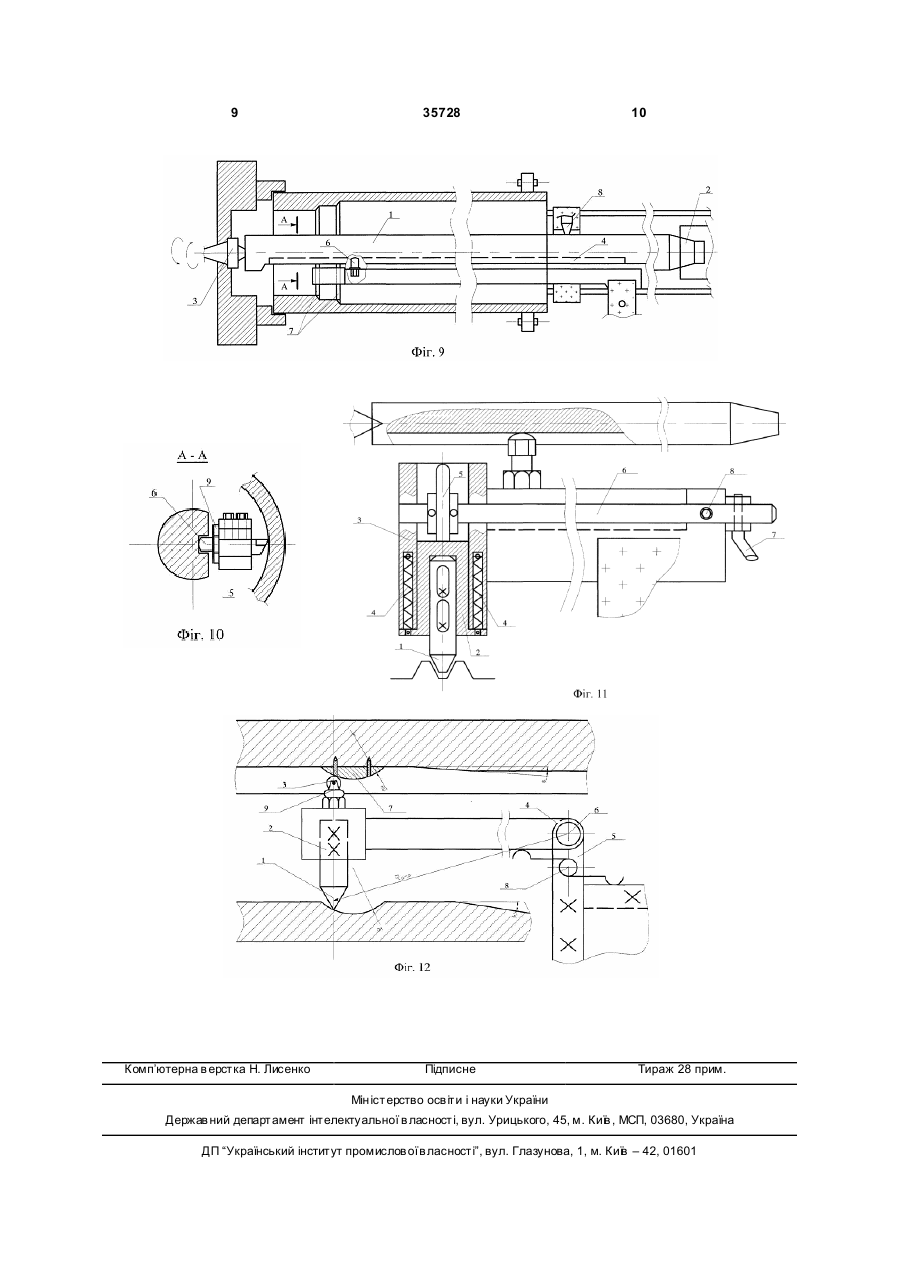
1. Штанга, виконана у вигляді циліндричного, металевого стрижня, що має інструментальний 3 35728 Пропонований пристрій відрізняється від перерахованих вище аналогів тим, що не є засобом для кріплення різального інструменту, у теж час виконує функції борштанги, як друга опора для звичайного консольного розточувального оправлення в токарському верстаті. При цьому консольне розточувальне оправлення здобуває корисні властивості аналогів: твердість, точність обробки, залишаючись при цьому універсальним засобом обробки отворів із самим широким діапазоном діаметрів і глибини обробки. Суттю пропонованої корисної моделі є збільшення твердості системи ВПІД (верстат- пристрій інструмент-деталь), при обробці наскрізних отворів великої глибини й діаметра на універсальних токарських верстатах, що приводить до збільшення швидкості обробки, підвищенню точності виготовлення, щодо розмірів, форми й шорсткості оброблюваного отвору. Збільшення твердості системи ВПІД досягається шляхом установки в шпинделі й задній бабці токарського верстата додаткової опори, у вигляді штанги, на яку опирається вільний кінець, закріпленої в різцетримачі розточувального оправлення із закріпленими різцями. У результаті звичайне консольне розточувальне оправлення перетворюється повноцінну балку, затиснену із двох кінців. Завдяки цьому максимально скорочується плече важеля « різець-опора», що припускає різке зменшення навантаження на розточувальне оправлення. Зусилля, що виникають у процесі різання, приймає на себе опорна штанга, закріплена в шпинделі й задній бабці верстата. Штанга так само поглинає, що виникають при великому вильоті розточувального оправлення вібрації, що підвищує точність і чистоту обробленої поверхні. Відсутність вібрації, при застосуванні опорної" штанги дає можливість високопродуктивного нарізування внутрішнього різьблення великого кроку в гайках великого діаметра й довжини, без наступного шліфування й доведення бічних сторін різьблення. При необхідності, застосування опорної штанги дозволяє вести чистову обробку складних внутрішніх конічних і фасонних поверхонь різних втулок, за допомогою копірів, закріплених на опорній штанзі. Універсальність застосування опорної штанги припускає різні варіанти конструкції штанг, залежно від їхнього призначення й умов роботи. Незначні конструктивні відмінності не змінюють їхнього основного призначення як « додаткова опора», а спосіб закріплення на верстаті «шпідель - задня бабка» дозволяє об'єднати їх загальною назвою: «Опорна штанга». Застосування опорних штанг при обробці глибоких наскрізних отворів не має аналогів у токарській справі й може розглядатися як новаторський спосіб обробки отворів, у контексті застосування пропонованого пристрою -«Опорної штанги». Опорна штанга являє собою металевий вал, що має інструментальний конус (Морзе або метричний) на одному кінці й конічний центрувальний отвір на іншому (Фіг.1, варіант 1). Опорна штанга має різні варіанти виконання (Фіг.1;2;4), залежно від умов обробки (чорнова, чистова), складності поверхні оброблюваної деталі (прямолінійна, фасонна й т.п.). Діаметр і довжи 4 на штанг залежать від діаметра й глибини отвору. Довжина штанги повинна у два рази перевищувати глибину отвору для вільного виводу розточувального оправлення. Основне завдання опорних штанг - сприймати й на себе виникаючі при гострінні сили різання й поглинати виникаючі при цьому вібрації, що приведе до появи високопродуктивного способу обробки глибоких наскрізних отворів. Сутність способу полягає в заміні консольного розточувального оправлення (закріпленого в різцетримачі одним кінцем), на розточувальне оправлення, що має дві точки опори, тобто консоль стає повноцінною балкою затисненої із двох кінців, внаслідок чого різко підвищується твердість системи «ВПІД» з усіма позитивними наслідками, що випливають. Це завдання вирішується шляхом установки й у задній бабці верстата додаткової опори, у вигляді штанги, на яку опирається вільний кінець розточувального оправлення. Штанга закріплюється в шпинделі й у задній бабці, за допомогою обертових центрів і стандартних інструментальних конусів, що відповідає моделі токарського верстату (Фіг.1;2;4). Штанга може бути як обертовою (Фіг.1), так і нерухливою (Фіг.2;4). Перший варіант найбільш ефективний при чорновій обробці отворів з більшими подачами й глибиною різання, оскільки обертання штанги компенсує однобічну згинаючу силу різання в процесі обробки. У цьому випадку розточувальне оправлення 2 (Фіг.6) опирається на штангу 1 за допомогою хомута 3, що має форму сегмента й закріпленого жорстко на розточувальному оправленні безпосередньо, максимально близько до різця. Хомут має на внутрішній поверхні накладку 4 (Фіг.7;8) із бронзи або капролона для зменшення тертя між штангою й хомутом. Хомут кріпиться на оправленні на висоті центрів верстата й може перевертатися в пазу оправлення на 180 градусів залежно від напрямку обертання заготівки для найкращого опору силам різання, що прагне зігнути розточувальне оправлення (перетин А-А) при більших зусиллях різання, по необхідності, для компенсації згинального моменту опорну штангу посередині підпирають стандартним трьохкулачковим рухливим люнетом 5 (Фіг.6), що нерухомо закріплюють на станині верстата за допомогою призматичної опори й планки, як і нерухливий люнет 6. на який опирається вільний кінець деталі, що має значний виліт. Подача різця здійснюється поздовжним переміщенням супорта через розточувальне оправлення, закріплену другим кінцем до різцетримача 7 верстата. Глибина різання регулюється шляхом ручного висування різця 8 на необхідну довжину після кожного проходу, як на горизонтально-розточувальних верстатах. Нерухомо закріплену опорну штангу 1 (Фіг.9) використовують при напівчистовій, чистовій і фінішній обробці отворів, а також у випадку нарізування гайок великого діаметра та довжини. Нерухоме кріплення штанги необхідно також при обробці довгих внутрішніх конусів і внутрішніх фасонних поверхонь по копірах або на верстатах із ЧПК. Нерухома штанга кріпиться до задньої бабки верстата за допомогою інструментального конуса 2 і 5 35728 спирається на центр, закріплений у шпинделі верстата 3. Центр може бути як обертовим, так і нерухомим з сердечником з твердосплавного металу, у залежності від швидкості обертання шпинделя при обробці деталі. Нерухома опорна штанга має паз трохи більше по довжині, чим довжина оброблюваного отвору, для вільного виведення різця по закінченні проходу. Штанга також може мати бічну лиску (Фіг.10) 5 для збільшення відстані між штангою і внутрішньою поверхнею отвору в необхідних випадках, коли для підвищення твердості штанги необхідно максимально збільшити її діаметр. Розточувальне оправлення спирається вільним кінцем на штангу за допомогою шипа 6 або ролика, закріпленого на вільному кінці розточувального оправлення. Для максимального скорочення часу обробки, можливе розміщення в розточувальному оправленні відразу двох різців 7(Фіг.9),де останній здійснює остаточну обробку в розмірі. Можливий варіант установки одного різця й обкатника при високих вимогах до шорсткості поверхні. Для збільшення твердості штанги її підпирають люнетом 8, у разі потреби. Глибина різання регулюється або накладкою різців на розмір, шляхом їхнього висування на потрібну довжину, або вивертанням шипа на деяку кількість оборотів, згідно кроку різьби кріплення з наступною фіксацією контргайкою 9. По закінченню проходу, при виведенні різця на прискореному ходу, на оброблюваній поверхні з'явиться гвинтова ризка від вершини різця, оскільки відвід різця не можливий, через штангу. Якщо при чорновій і напівчистовій обробці ця ризка не істотна, то при чистовій, вона не припустима. Для того щоб мати можливість відводити різець після чистового проходу і для нарізування різьблень у гайках, коли відвід різця просто необхідний після кожного проходу, необхідно застосовувати оправлення з підпружиненим різцем (Фіг.11). Різець 1 закріплюється в обоймі 2, що сковзає усередині корпуса 3 що є складовою частиною розточувального оправлення. Пружини розтягання 4 утримують обойму з різцем усередині корпусу. Подача різця в глибину, при черговому проході, здійснюється ексцентриковим кулачком 5, закріпленим на валику 6 за допомогою повороту р укоятки 7. Фіксація положення різця здійснюється затягуванням гвинта 8. Рукоятка 7 має на торці розподіл, за допомогою якого можливо регулювати глибину врізання при кожному проході. Після закінчення проходу, поворотом рукоятки 7 відводять кулачок і пружини, повертають обойму 2 з різцем 1 у ви хідне положення, і виробляється виведення різця з деталі. В іншому процес різання не відрізняється від вище описаного і характеризується високою продуктивністю обробки, відсутністю підривів і вібрацій, не дивлячись на великий виліт розточувального оправлення. У випадку обробки конічних і фасонних внутрішніх поверхонь, шип або ролик, кріпляться безпосередньо до підпружиненої обойми, і сковзаючи по поверхні копіру, передають вихідний контур обоймі і відповідно різцеві. Копір розташовується в пазу опорної штанги. Він може бути утоплений цілком, або виступати над пазом. У цьому випадку ролик повинний мати борт для фіксації його на 6 поверхні копіру. При необхідності виконання довгих конусів з невеликими кутами ухилу, копіром може служити сам паз штанги, заздалегідь профрезерований під необхідним кутом до осі. У цьому випадку можлива обробка консольно-поворотним розточувальним оправленням (Фіг.12). Різець 1 кріпиться жорстко в корпусі 2. Ролик 3 і вершина різця знаходяться на одній осі. Другий кінець оправлення має два вушки 4 і закріплюється на планці 5 за допомогою пальця 6. У процесі обробки ролик підгортається до копіру 7 пружиною 8. Все оправлення через планку 5 закріплюється в різцетримачі. Другою опорою є ролики 3 і 9 у пазу штанги. Оскільки оправлення робить маятникові переміщення по радіусі Копр із центром в осі пальця, то при обробці фасонних поверхонь необхідно враховувати цю погрішність при установці копіру на опорній штанзі. Описаний спосіб обробки отворів заснований на найпростіших законах механіки і є універсальним для токарської обробки на серійних верстатах токарської групи. Описаний вище спосіб обробки отворів за допомогою опорної штанги не зустрічається в практиці виробництва відомих мені машинобудівних заводів. Цей спосіб не описаний ні в навчальної, ні в довідковій літературі відомої мені. Виходячи з чого, припускаю, що запропонований мною пристрій у вигляді опорної штанги для обробки отворів на універсальних токарських верстатах є новим і промислово застосовним, то б то відповідає умовам патентоспроможності корисної моделі. Список літератури по даній темі вивченою мною: 1. Токарська справа. Стискин Г.М, Тхор И Е. Москва "Вища школа", 1979р. 2. Допомога з підвищення кваліфікації токарів. Семинский В.К., Київ "Техніка" 1981р. 3. Довідник токаря. Блюмберг В.А, Ленінград, "Ма шинобудування", 1981р. 4. Короткий довідник металіста. Орлів П.Н., Москва, "Машинобудування", 1987р. 5. Матеріали і технологія машинобудування. Чумак Н.Г., Москва, "Машинобудування", 1985р. Список фігур креслення: Фіг.1 (варіант 1) - зображений базовий варіант обертової опорної штанги чорнової обробки при більших подачах і глибині різання. Компенсує згинаючу силу за рахунок постійного обертання навколо своєї осі. Фіг.2 (варіант 2) - нерухлива опорна штанга для напівчистової й чистової обробки. Дозволяє робити відвід різця після кожного проходу й набирати нову міру за допомогою поперечного лімба верстата. Фіг.3 - перетин стрижня оправлення (Фіг.2) по лінії А-А. Фіг.4 (варіант 3) - нерухлива опорна штанга для чистової обробки прямолінійних, конічних і фасонних внутрішніх поверхонь отворів. При обробці довгих конічних поверхонь паз фрезерують під кутом до осі штанги, відповідно до заданого кута ухилу конуса. Для фасонної обробки в паз закріплюються відповідні копіри. 7 35728 Фіг.5 - перетин стрижня оправлення (Фіг.4) по лінії А-А. Фіг.6 - ілюструє принцип роботи обертової опорної штанги (варіант 1) . Значні навантаження згинаючу штангу в процесі чорнової обробки отвору, компенсуються постійним обертанням. Фіг.7 - перетин ( А-А) Фіг.6,показує положення хомута 3 при правому обертанні деталі. Фіг.8 - перетин ( А-А) Фіг.6,показує положення хомута 3 при лівому обертанні деталі. Фіг.9 - ілюструє можливість чистової обробки глибоких отворів за допомогою нерухливої опорної штанги (варіант 3). Можлива обробка двома інструментами відразу. Точність форми забезпечується зменшенням глибини різання й подачі. 8 Фіг.10 - перетин ( А-А) Фіг.9, ілюстр ує можливість розміщення усередині отвору невеликого діаметра розточувального оправлення з інструментом при наявності лиски 5 на опорній штанзі. Фіг.11 - ілюструє можливість нарізування великих різьблень, великої довжини в гайках за допомогою опорної штанги й оправлення з підпружиненим різцем. Фіг.12 - ілюструє можливість обробки внутрішніх конічних і фасонних поверхонь глибоких втулок, за допомогою убудованих у нерухливу опорну штангу копірів і скошених пазів. Обробка ведеться підпружиненим хитним розточувальним оправленням. 9 Комп’ютерна в ерстка Н. Лисенко 35728 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSupporting rod for working open-end holes on lathes
Автори англійськоюZelenkov Volodymyr Vasyliiovych
Назва патенту російськоюОпорная штанга для обработки сквозных отверстий на токарных станках
Автори російськоюЗеленков Владимир Васильевич
МПК / Мітки
МПК: B23B 13/00, B23B 3/00
Мітки: наскрізних, верстатах, опорна, обробки, штанга, отворів, токарних
Код посилання
<a href="https://ua.patents.su/5-35728-oporna-shtanga-dlya-obrobki-naskriznikh-otvoriv-na-tokarnikh-verstatakh.html" target="_blank" rel="follow" title="База патентів України">Опорна штанга для обробки наскрізних отворів на токарних верстатах</a>
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка
Номер патенту: 5691
Опубліковано: 15.03.2005
Автори: Мірошниченко Олександр Володимирович, Малишко Іван Олександрович
МПК: B23D 77/00
Мітки: інструментом, обробки, наскрізних, отворів, зенкер-розвертка, спосіб, типу
Формула / Реферат:
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка, що включає одночасний обертальний рух і подачу інструмента, який відрізняється тим, що стружку, яку знімають зубами зенкера, направляють на оброблювану поверхню під кутом сходу стружки, значення якого визначається залежністю:, (1)де
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Шмельов Віталій Миколайович, Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: спосіб, електричною, дугою, наскрізних, розмірної, отворів, стрижнів, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Інструмент для обробки отворів
Номер патенту: 7153
Опубліковано: 15.06.2005
Автори: Вовк Юрій Ярославович, Мартиненко Володимир Якимович, Луців Ігор Володимирович
МПК: B23B 51/10
Мітки: обробки, інструмент, отворів
Формула / Реферат:
Інструмент для оброки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, з'єднаний з С-подібною пружиною, який відрізняється тим, що на вільних кінцях С-подібної пружини встановлені опорні гвинти.
Інструмент для обробки отворів
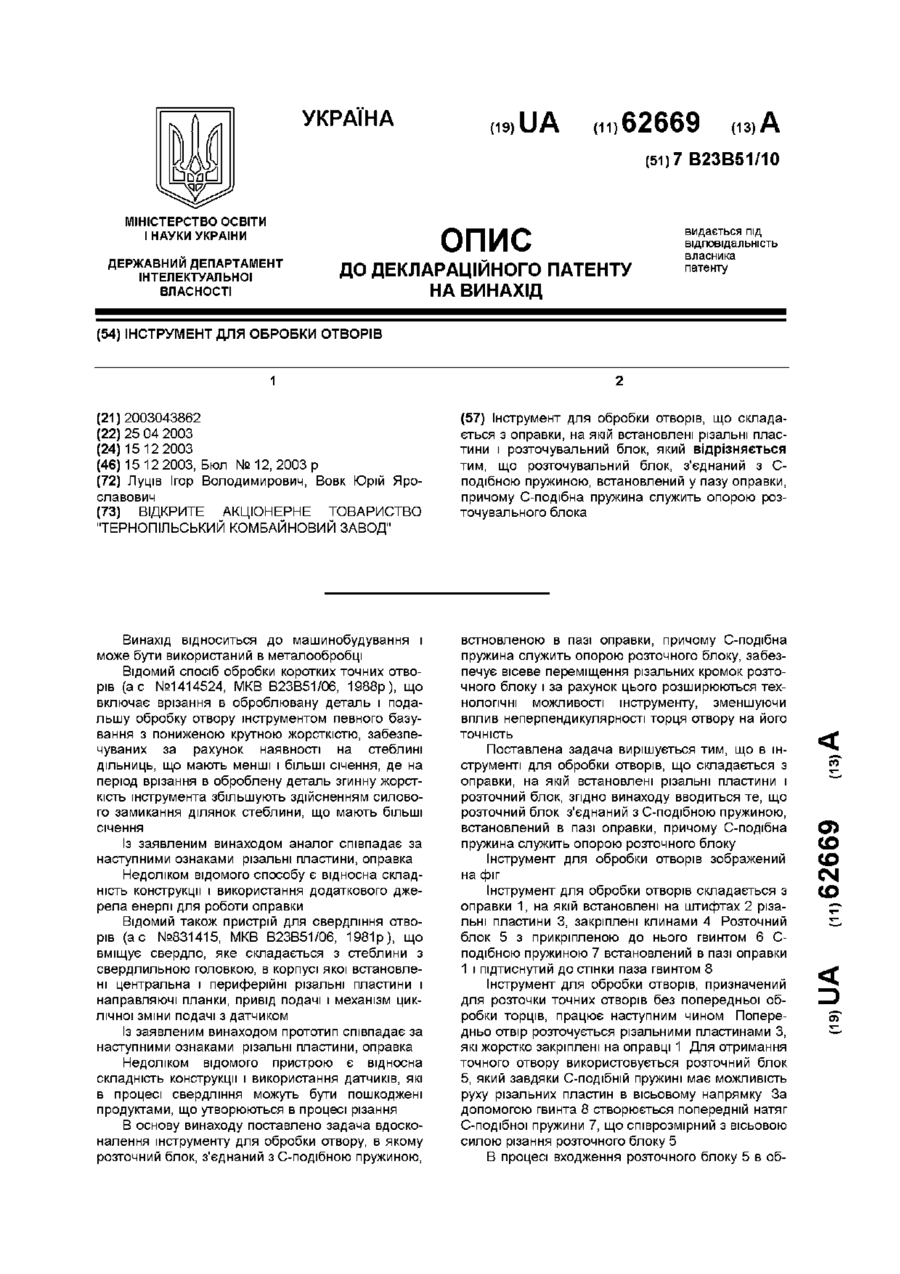
Номер патенту: 62669
Опубліковано: 15.12.2003
Автори: Луців Ігор Володимирович, Вовк Юрій Ярославович
МПК: B23B 51/10
Мітки: інструмент, обробки, отворів
Формула / Реферат:
Інструмент для обробки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, який відрізняється тим, що розточувальний блок, з'єднаний з С-подібною пружиною, встановлений у пазу оправки, причому С-подібна пружина служить опорою розточувального блока.
Спосіб обробки високоточних деталей на верстатах з чпк
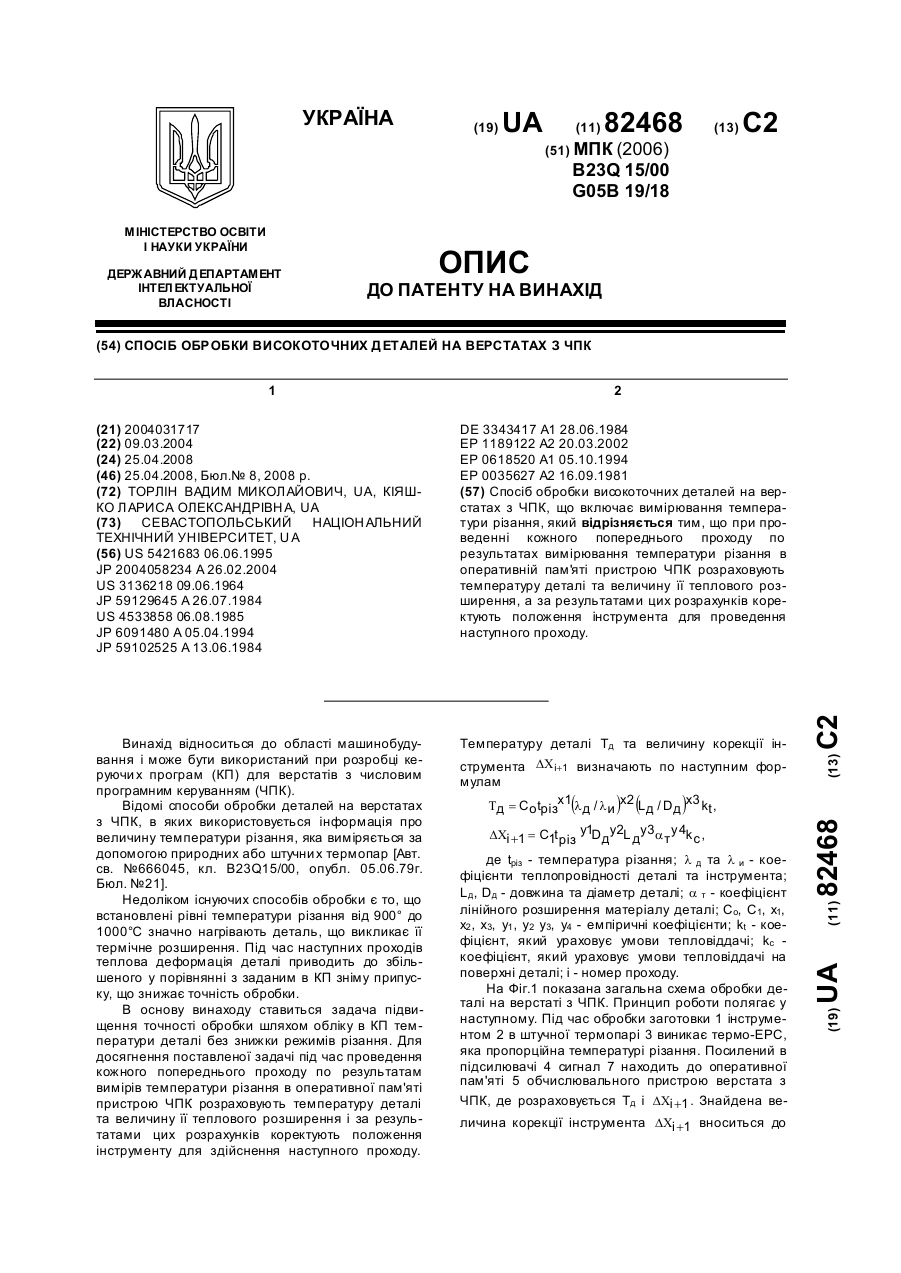
Номер патенту: 82468
Опубліковано: 25.04.2008
Автори: Торлін Вадім Миколайович, Кіяшко Лариса Олександрівна
МПК: B23Q 15/00, G05B 19/18
Мітки: деталей, спосіб, верстатах, чпк, обробки, високоточних
Формула / Реферат:
Спосіб обробки високоточних деталей на верстатах з ЧПК, що включає вимірювання температури різання, який відрізняється тим, що при проведенні кожного попереднього проходу по результатах вимірювання температури різання в оперативній пам'яті пристрою ЧПК розраховують температуру деталі та величину її теплового розширення, а за результатами цих розрахунків коректують положення інструмента для проведення наступного проходу.
Попередній патент: Спосіб лікування епілепсії у дітей і підлітків
Наступний патент: Плоский дилатометр
Випадковий патент: Виливниця для відливання металів, металевий зливок та спосіб виготовлення металевих зливків