Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна, Шмельов Віталій Миколайович
Формула / Реферат
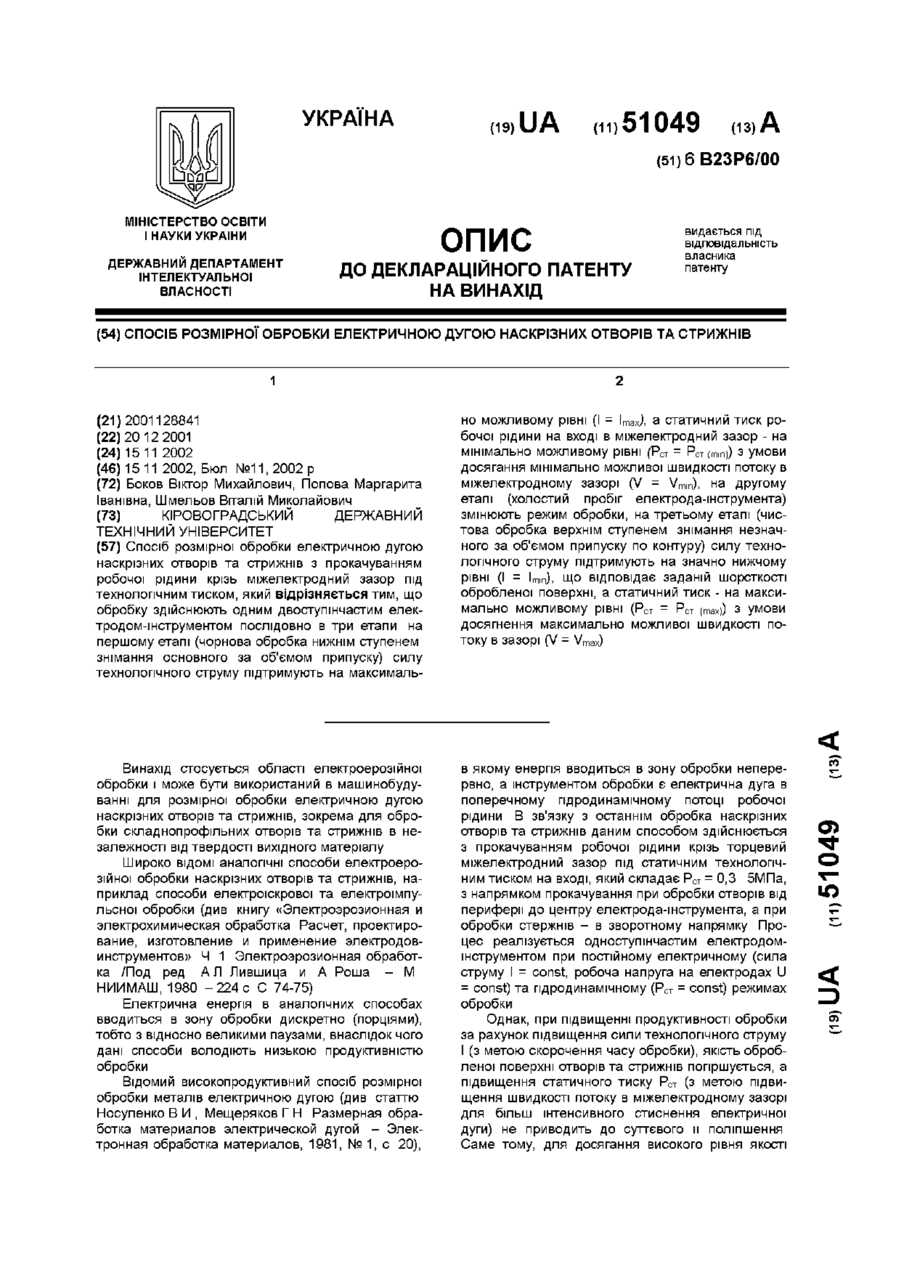
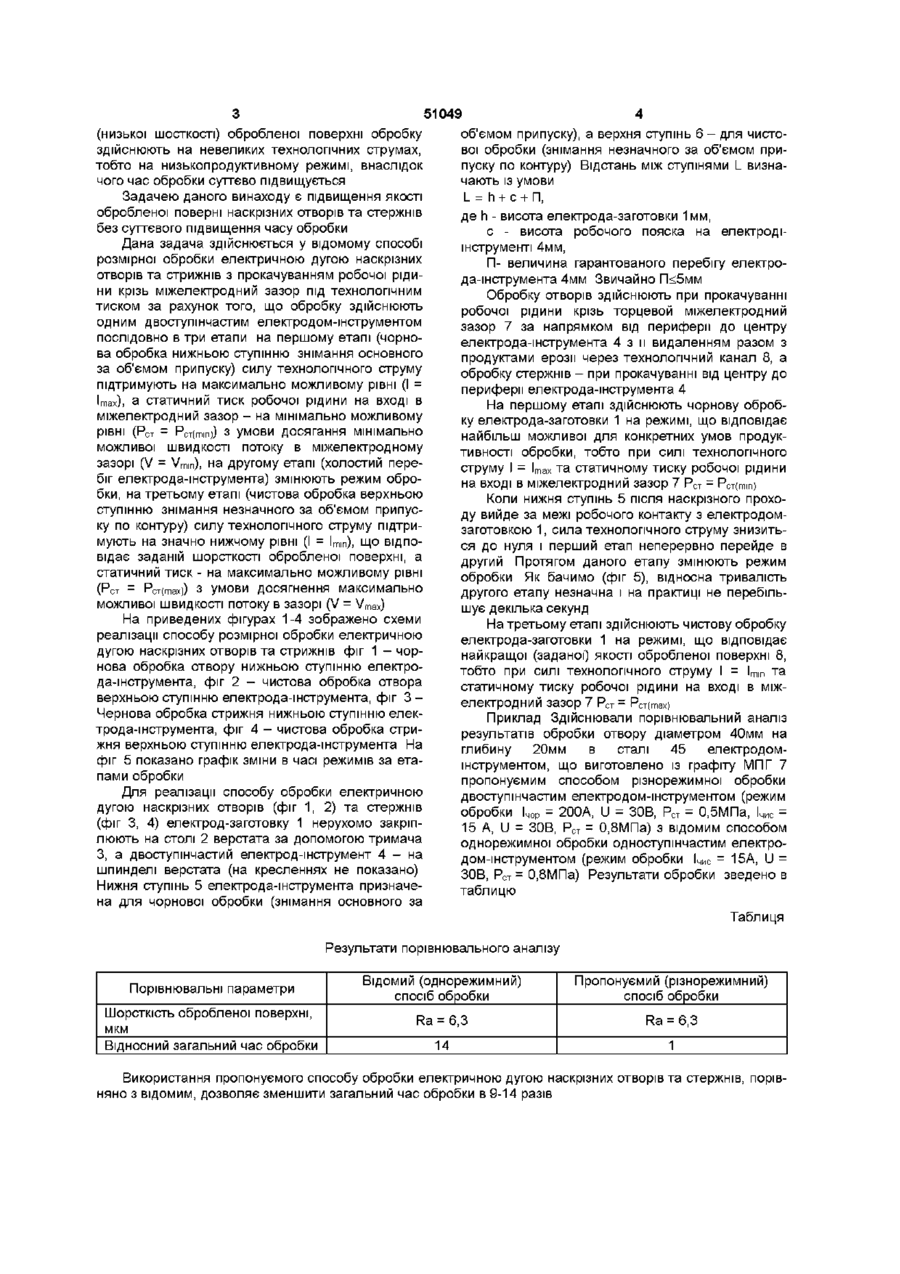
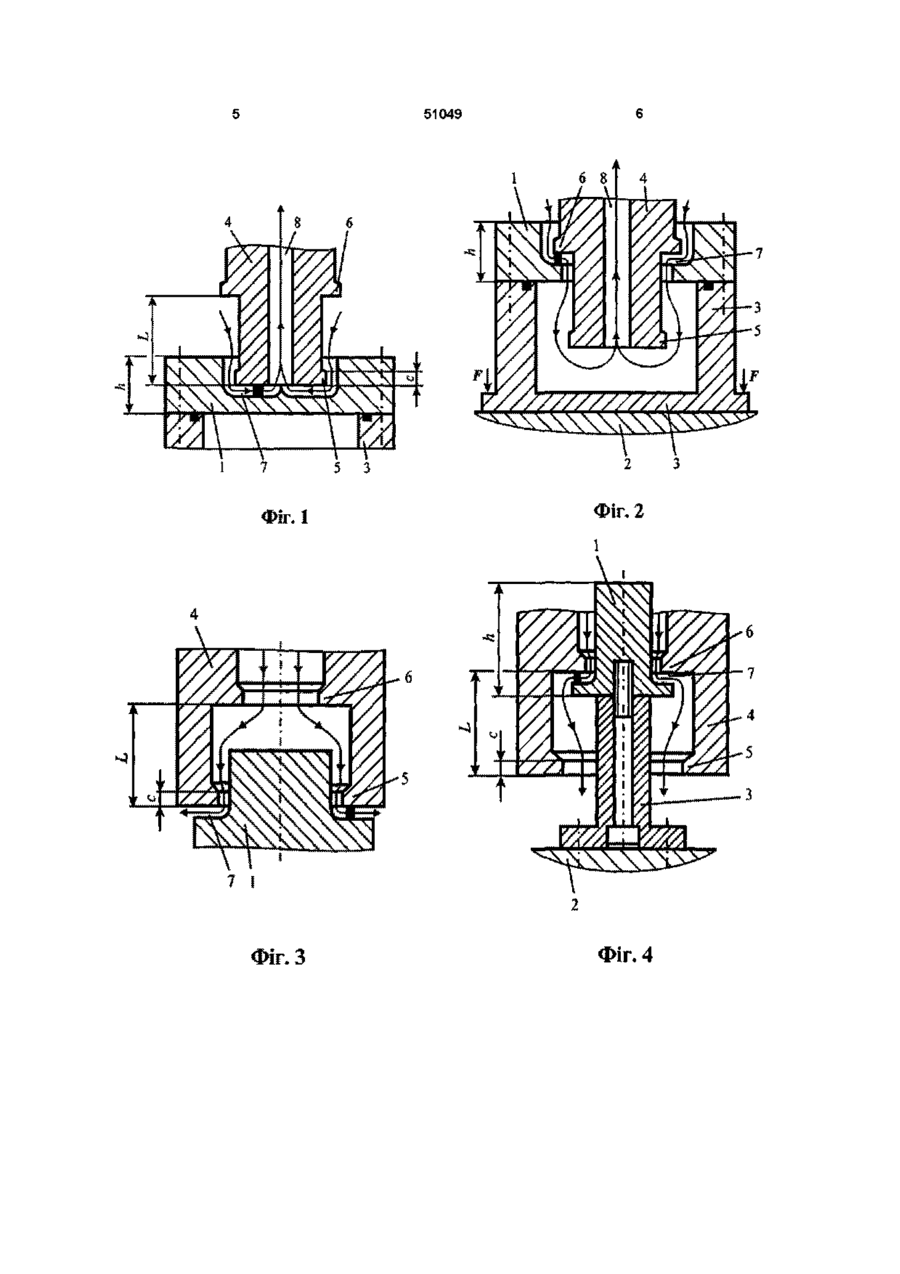
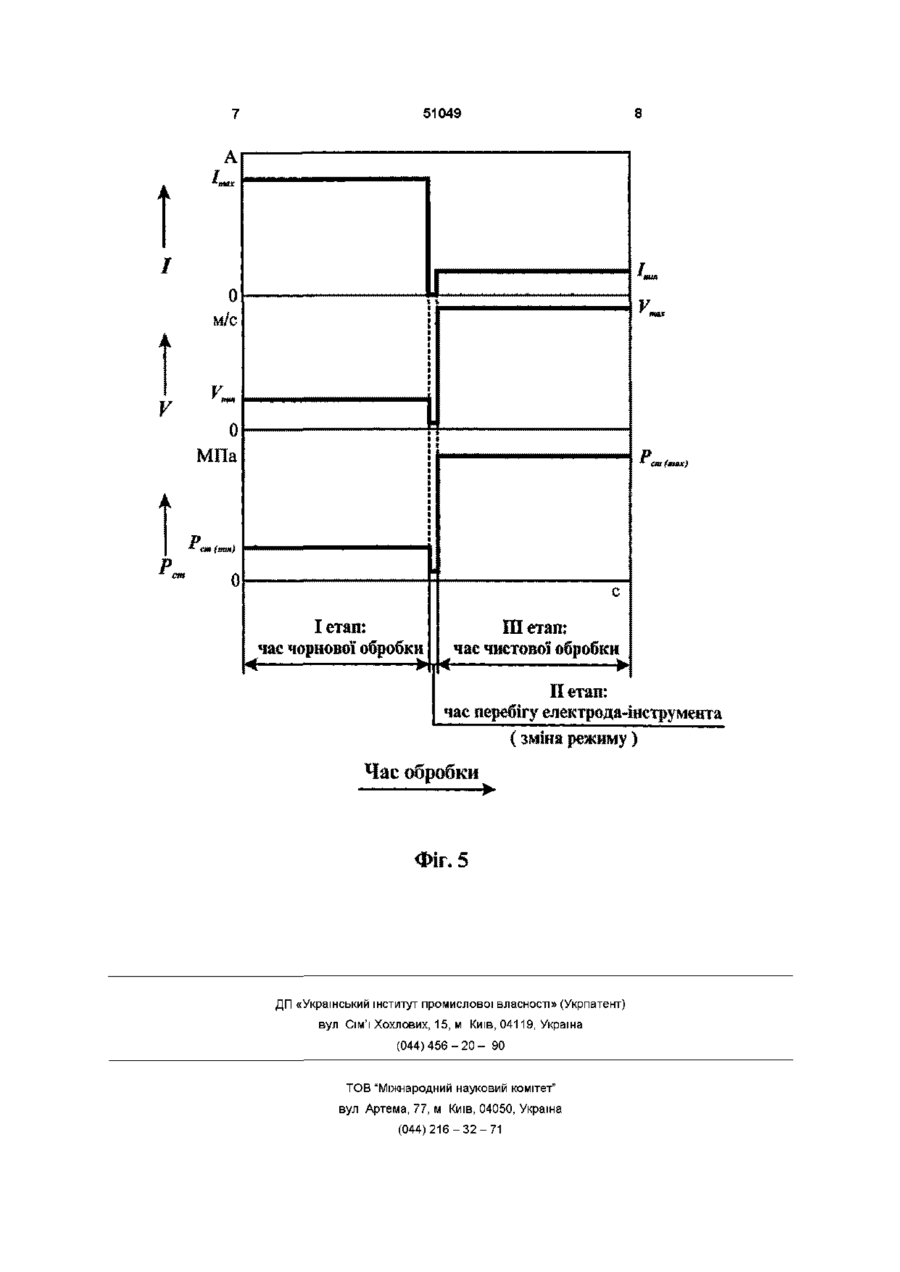
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I = Іmax), а статичний тиск робочої рідини на вході в міжелектродний зазор - на мінімально можливому рівні (Рст = Рст (min)) з умови досягання мінімально можливої швидкості потоку в міжелектродному зазорі (V = Vmin); на другому етапі (холостий пробіг електрода-інструмента) змінюють режим обробки; на третьому етапі (чистова обробка верхнім ступенем: знімання незначного за об'ємом припуску по контуру) силу технологічного струму підтримують на значно нижчому рівні (І = Іmin), що відповідає заданій шорсткості обробленої поверхні, а статичний тиск - на максимально можливому рівні (Рст = Рст (max)) з умови досягнення максимально можливої швидкості потоку в зазорі (V = Vmax).
Текст
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи на першому етапі (чорнова обробка нижнім ступенем знімання основного за об'ємом припуску) силу технологічного струму підтримують на максималь но можливому рівні (І = \ т з у ) , а статичний тиск робочої рідини на вході в міжелектродний зазор - на мінімально можливому рівні (РСТ = Рст (mm)) з умови досягання мінімально можливої швидкості потоку в міжелектродному зазорі (V = Vmm), на другому етапі (холостий пробіг електрод а-інструмента) змінюють режим обробки, на третьому етапі (чистова обробка верхнім ступенем знімання незначного за об'ємом припуску по контуру) силу технологічного струму підтримують на значно нижчому рівні (І = limn), що відповідає заданій шорсткості обробленої поверхні, а статичний тиск - на максимально МОЖЛИВОМУ ріВНІ (Рст = Рот (max)) З УМОВИ Винахід стосується області електроерозійної обробки і може бути використаний в машинобудуванні для розмірної обробки електричною дугою наскрізних отворів та стрижнів, зокрема для обробки складнопрофільних отворів та стрижнів в незалежності від твердості вихідного матеріалу Широко ВІДОМІ аналогічні способи електроерозійної обробки наскрізних отворів та стрижнів, наприклад способи електроіскрової та електроімпульсної обробки (див книгу «Электроэрозионная и электрохимическая обработка Расчет, проектирование, изготовление и применение электродовинструментов» Ч 1 Электроэрозионная обработка /Под ред А Л Лившица и А Роша - М НИИМАШ, 1980 - 2 2 4 с С 74-75) Електрична енергія в аналогічних способах вводиться в зону обробки дискретно (порціями), тобто з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю обробки Відомий високопродуктивний спосіб розмірної обробки металів електричною дугою (див статтю Носуленко В И , Мещеряков Г Н Размерная обработка материалов электрической дугой - Электронная обработка материалов, 1981, № 1, с 20), в якому енергія вводиться в зону обробки неперервно, а інструментом обробки є електрична дуга в поперечному гідродинамічному потоці робочої рідини В зв'язку з останнім обробка наскрізних отворів та стрижнів даним способом здійснюється з прокачуванням робочої рідини крізь торцевий міжелектродний зазор під статичним технологічним тиском на вході, який складає Рст = 0,3 5МПа, з напрямком прокачування при обробки отворів від периферії до центру електрода-інструмента, а при обробки стержнів - в зворотному напрямку Процес реалізується одноступінчастим електродомінструментом при постійному електричному (сила струму І = const, робоча напруга на електродах U = const) та гідродинамічному (Р ст = const) режимах обробки досягнення максимально можливої швидкості потоку В Зазорі (V = Vmax) Однак, при підвищенні продуктивності обробки за рахунок підвищення сили технологічного струму І (з метою скорочення часу обробки), якість обробленої поверхні отворів та стрижнів погіршується, а підвищення статичного тиску Рст (з метою підвищення швидкості потоку в міжелектродному зазорі для більш інтенсивного стиснення електричної дуги) не приводить до суттєвого и поліпшення Саме тому, для досягання високого рівня якості ^ о ю 51049 (низької шосткості) обробленої поверхні обробку здійснюють на невеликих технологічних струмах, тобто на низькопродуктивному режимі, внаслідок чого час обробки суттєво підвищується Задачею даного винаходу є підвищення якості обробленої поверні наскрізних отворів та стержнів без суттєвого підвищення часу обробки Дана задача здійснюється у відомому способі розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском за рахунок того, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи на першому етапі (чорнова обробка нижньою ступінню знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (І = Lax), а статичний тиск робочої рідини на вході в міжелектродний зазор - на мінімально можливому рівні (Рст = Рст(тіп)) з умови досягання мінімально можливої швидкості потоку в міжелектродному зазорі (V = Vmm), на другому етапі (холостий перебіг електрода-інструмента) змінюють режим обробки, на третьому етапі (чистова обробка верхньою ступінню знімання незначного за об'ємом припуску по контуру) силу технологічного струму підтримують на значно нижчому рівні (І = Ітщ), що відповідає заданій шорсткості обробленої поверхні, а статичний тиск - на максимально можливому рівні (Рст = Рст(іпах)) З УМОВИ ДОСЯГНЄННЯ об'ємом припуску), а верхня ступінь 6 - для чистовоі обробки (знімання незначного за об'ємом припуску по контуру) Відстань між ступінями L визначають із умови L = п + с + П, де h - висота електрода-заготовки 1мм, с - висота робочого пояска на електродіінструменті 4мм, П- величина гарантованого перебігу електрода-інструмента 4мм Звичайно П
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dimensional processing by electric arc of through openings and rods
Автори англійськоюBokov Viktor Myhailovych, Popova Marharyta Ivanivna, Shmeliov Vitalii Mykolaiovych
Назва патенту російськоюСпособ размерной обработки электрической дугой сквозных отверстий и стержней
Автори російськоюБоков Виктор Михайлович, Попова Маргарита Ивановна, Шмелев Виталий Николаевич
МПК / Мітки
МПК: B23P 6/00
Мітки: обробки, розмірної, спосіб, отворів, наскрізних, дугою, стрижнів, електричною
Код посилання
<a href="https://ua.patents.su/4-51049-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-naskriznikh-otvoriv-ta-strizhniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів</a>
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: обробки, дугою, електричною, розмірної, стрижнів, спосіб
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб розмірної обробки стрижнів та порожнин електричною дугою

Номер патенту: 50415
Опубліковано: 15.10.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23P 6/00
Мітки: порожнин, стрижнів, дугою, електричною, розмірної, обробки, спосіб
Формула / Реферат:
Спосіб розмірної обробки стрижнів та порожнин електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що статичні тиски робочої рідини на входах в міжелектродні зазори Рст1, Рст2 регулюють із умови досягання рівності середніх швидкостей потоків V в них, тобто пропорційно гідравлічним опорам течії потоків на даних...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: електричною, дугою, розмірної, обробки, спосіб, порожнин, отворів
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, обробки, електричною, спосіб, дугою, поверхневої
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, електричною, розмірної, конічних, спосіб, поверхонь, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Попередній патент: Спосіб зберігання свіжозібраних бульб до літнього садіння
Наступний патент: Батон з молочною сироваткою
Випадковий патент: Пальник для дугового зварювання електродом, що не плавиться