Електрод для зварювання чавуну
Номер патенту: 36251
Опубліковано: 27.10.2008
Автори: Гринь Олександр Григорович, Карпенко Володимир Михайлович, Макаренко Наталія Олексіївна, Грановський Олександр Вікторович

Формула / Реферат
Електрод для зварювання чавуну, що має мідно-нікелевий стрижень і покриття, яке містить графіт сріблистий, феросиліцій, стронцій щавлевокислий, борацид, який відрізняється тим, що додатково містить фосфат кальцію, оксид магнію, магній хлористий, цинк фтористий при наступному співвідношенні компонентів, мас. %:
графіт сріблистий
6...8
феросиліцій
6...8
стронцій щавлевокислий
12...20
борацид
38...52
фосфат кальцію
11...14
оксид магнію
5...8
магній хлористий
1...3
цинк фтористий
2...6.
Текст
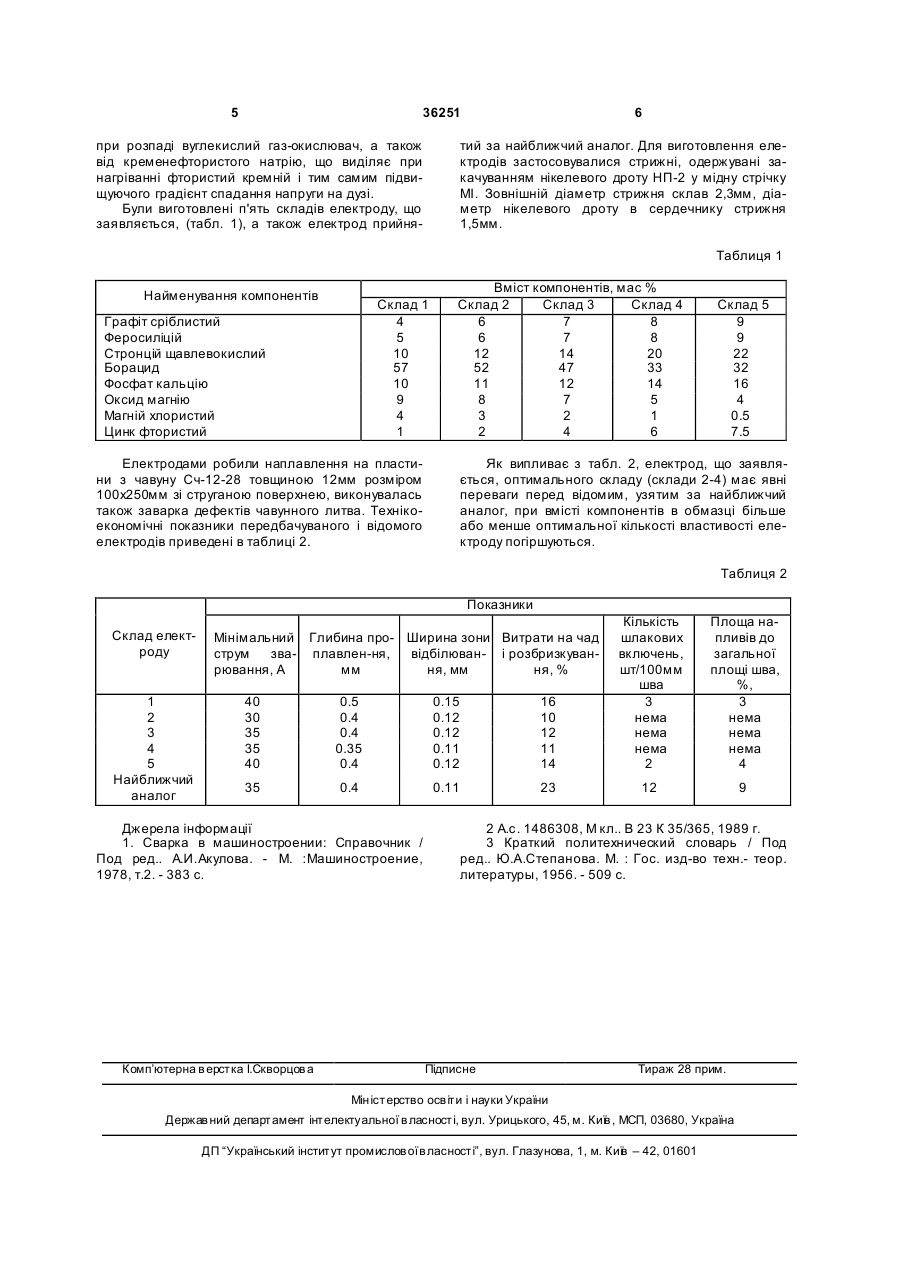
Електрод для зварювання чавуну, що має мідно-нікелевий стрижень і покриття, яке містить графіт сріблистий, феросиліцій, стронцій щавле 3 36251 ліквідації напливів, оксид магнію з метою зменшення неметалевих включень у металі шва. Застосування фтористого цинку заявникові невідомо, фтористий цинк випускається у виді реактиву для хімічних аналізаторів, у корисній моделі, що заявляється, фтористий цинк застосований з метою ліквідації напливів. Стрижень електроду виконаний з нікелевого дроту і має покриття з міді, такий стрижень легко одержувати на волочильному верстаті, призначеному для одержання порошкового дроту, закочуючи нікелевий дріт у мідну стрічку. При цьому мідь виявляється зверху, що забезпечує гарний контакт електроду з електродотримачем при зварюванні. Крім того, суцільний нікелевий дріт усередині міді також проводить струм значно краще навитої оболонки електроду прийнятого за прототип, це забезпечує рівномірне плавлення обох металевих фаз і зниження розбризкування. Графіт сріблистий сприяє ліквідації відбілюванню в зоні сплавлення. Графіт сріблистий є активним розкислювачем. При вмісту гра фіту сріблистого менш 6% його вплив недостатній, при вмісті графіту сріблистого більш 6% подальшого поліпшення властивостей електроду не відбувається. Феросиліцій разом із графітом сріблистим є розкислювачем, феросиліцій виконує функцію графітизатора, знижуючи Імовірність відбілювання чавун у в зоні сплавлення. Феросиліцій зміцнює зварний шов. При вмісті феросиліцію менше 6%, його вплив виявляється недостатнім, при вмісті феросиліцію більше 8% у металі шва з'являються неметалеві включення. Стронцій щавлевокислий створює відновлювальну захисну атмосферу в зоні горіння дуги, знижує градієнт зниження напруги на дузі, що дозволяє вести зварювання на малих стр умах. При вмісті стронцію щавлевокислого менше 12% його впливу недостатньо, при вмісті стронцію щавлевокислого більше 20% подальшого поліпшення властивостей електрода не відбувається. Борацит є шлакоутворюючим компонентом, сприяє видаленню оксидів з наплавленого металу шва. При вмісті борациту менше 38% його вплив недостатній, при вмісті борациту більше 52% подальшого поліпшення властивостей електрода не відбувається. Фосфат кальцію при нагріванні реагує з графітом чавун у і сріблистим графітом t0 C Ca3 (PO4 )2+8C Ca3 P2 + 8CO. Оксид вуглецю, що виділяється, разом з оксидом вуглецю, що виділяється при розпаді стронцію щавлевокислого створюють відновлювальну захисну атмосферу в зоні горіння дуги, видалення графіту чавуна при цій реакції сприяє поліпшенню змочування чавун у рідким електродним металом. Фосфід кальцію, що утворюється, реагує з фосфатом кальцію t0 C 3Ca(PO4 )2 + 5 Ca 3 P2 24CaO + 16P. 4 Оксид кальцію має лужний характер і разом з оксидом магнію зв'язує окисел кремнію в легкоплавке з'єднання СаО + SiO2 = CaSiO3, яке переходить у шлак, що також поліпшує змочування чавуна рідким металом і перешкоджає утворенню неметалевих включень у металі шва. Фосфор частково розчиняється в рідкому металі, додаючи йому властивості самофлюсування, поліпшуючи рідкотекучість, а частково розкислює оксиди, знижуючи тим самим імовірність утворення неметалевих включень 5МеО + 2Р = P2 O5 + 5Ме. Фосфорний ангідрит легко зв'язує оксид кремнію t0 C SiO2 +P2O 5 SiO2 . P2 O5 . Це з'єднання, що утворюється при високих температурах, дуже стійке, у такий спосіб з поверхні чавун у ефективно видаляється оксид кремнію. Так як Р2O5 газоподібний, то видалення оксиду кремнію починається ще до змочування його рідким шлаком. При вмісті фосфату кальцію менш 11% його вплив недостатній, при змісті фосфату кальцію більш 13% подальшого поліпшення властивостей електроду не відбувається. Оксид магнію разом із хлористим магнієм утворює магнезіальний цемент, тому немає потреби вводити до складу покриття рідке скло для зв'язування, це дозволяє уникнути введення додаткових силікатів в електрод, що поліпшує ефективність реакцій фосфіту кальцію із силікатами, що знаходяться в чавуні. Оксид магнію поліпшує здатність шлаку, що криє, зв'язує оксид кремнію, що перешкоджає виникненню неметалевих включень у металі шва. Оксид магнію при його вмісті менш 5% не робить потрібного впливу на властивості електроду, при його вмісті більш 8% у металі з'являються неметалеві включення. Магній хлористий додає шлакові рідкотекучість, підвищує його активність, дозволяє йому розчиняти в собі оксиди кремнію й інших металів. Магній хлористий разом з оксидом магнію утворює магнезіальний цемент, який зв'язує єднальне покриття. Магній хлористий поліпшує змочування чавуна шлаком і тим самим поліпшує текучість рідкого електродного металу по чавуну, сприяючи ліквідації напливів. При змісті хлористого магнію менш 15% його вплив недостатній. При вмісті хлористого магнію більш 3% збільшується гігроскопичність електродного покриття. Цинк фтористий служить джерелом фтору, разом із хлором хлористого магнію він сприяє зв'язуванню водню, руйнуванню оксидних плівок на поверхні чавун у, чим поліпшує змочування чавуна рідким металом. Температура плавлення фтористого цинку, менше температури плавлення плавикового шпату, що також поліпшує формування шва, сприяє ліквідації напливів І шлакових включень. При вмісті фтористого цинку менш 2% його вплив недостатній, при вмісті фтористого цинку більш 6% подальшого поліпшення властивостей електроду на відбувається. Обраний склад електродної шихти дозволив відмовитися від соди кальцинованої, що виділяє 5 36251 при розпаді вуглекислий газ-окислювач, а також від кременефтористого натрію, що виділяє при нагріванні фтористий кремній і тим самим підвищуючого градієнт спадання напруги на дузі. Були виготовлені п'ять складів електроду, що заявляється, (табл. 1), а також електрод прийня 6 тий за найближчий аналог. Для виготовлення електродів застосовувалися стрижні, одержувані закачуванням нікелевого дроту НП-2 у мідну стрічку МІ. Зовнішній діаметр стрижня склав 2,3мм, діаметр нікелевого дроту в сердечнику стрижня 1,5мм. Таблиця 1 Найменування компонентів Склад 1 4 5 10 57 10 9 4 1 Графіт сріблистий Феросиліцій Стронцій щавлевокислий Борацид Фосфат кальцію Оксид магнію Магній хлористий Цинк фтористий Вміст компонентів, мас % Склад 2 Склад 3 Склад 4 6 7 8 6 7 8 12 14 20 52 47 33 11 12 14 8 7 5 3 2 1 2 4 6 Електродами робили наплавлення на пластини з чавуну Сч-12-28 товщиною 12мм розміром 100х250мм зі струганою поверхнею, виконувалась також заварка дефектів чавунного литва. Технікоекономічні показники передбачуваного і відомого електродів приведені в таблиці 2. Склад 5 9 9 22 32 16 4 0.5 7.5 Як випливає з табл. 2, електрод, що заявляється, оптимального складу (склади 2-4) має явні переваги перед відомим, узятим за найближчий аналог, при вмісті компонентів в обмазці більше або менше оптимальної кількості властивості електроду погіршуються. Таблиця 2 Показники Склад електроду 1 2 3 4 5 Найближчий аналог 40 30 35 35 40 0.5 0.4 0.4 0.35 0.4 0.15 0.12 0.12 0.11 0.12 16 10 12 11 14 Кількість шлакових включень, шт/100мм шва 3 нема нема нема 2 35 0.4 0.11 23 12 Мінімальний Глибина про- Ширина зони Витрати на чад струм зва- плавлен-ня, відбілюван- і розбризкуванрювання, А мм ня, мм ня, % Джерела інформації 1. Сварка в машиностроении: Справочник / Под ред.. А.И.Акулова. - М. :Машиностроение, 1978, т.2. - 383 с. Комп’ютерна в ерстка І.Скворцов а Площа напливів до загальної площі шва, %, 3 нема нема нема 4 9 2 А.с. 1486308, М кл.. В 23 К 35/365, 1989 г. 3 Краткий политехнический словарь / Под ред.. Ю.А.Степанова. М. : Гос. изд-во техн.- теор. литературы, 1956. - 509 с. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode for welding of cast iron
Автори англійськоюKarpenko Volodymyr Mykhailovych, Hranovskyi Oleksandr Viktorovych, Hryn Oleksandr Hryhorovych, Makarenko Natalia Oleksiivna
Назва патенту російськоюЭлектрод для сварки чугуна
Автори російськоюКарпенко Владимир Михайлович, Грановский Александр Викторович, Гринь Александр Григорьевич, Макаренко Наталья Алексеевна
МПК / Мітки
МПК: B23K 35/00
Мітки: зварювання, чавуну, електрод
Код посилання
<a href="https://ua.patents.su/3-36251-elektrod-dlya-zvaryuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Електрод для зварювання чавуну</a>
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Марченко Станіслав Вікторович, Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: дріт, порошковий, чавуну, наплавлення, високоміцного, зварювання
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Електрод для підводного зварювання
Номер патенту: 81057
Опубліковано: 26.11.2007
Автори: Ляхова Інна Василівна, Педько Борис Іванович, Дрогомирецький Михайло Миколайович, Оверко Олександр Федорович, Бут Віктор Степанович, Максимов Сергій Юрійович, Радзієвська Ала Адонівна
МПК: B23K 35/36, B23K 35/365
Мітки: електрод, зварювання, підводного
Формула / Реферат:
Електрод для підводного зварювання, який складається зі стрижня із сталі Св-08 та покриття, що містить рутиловий концентрат, польовий шпат та феросиліцій, який відрізняється тим, що покриття додатково містить флюорит, окис заліза, магнезит металургійний, марганець металічний, нікелевий порошок та карбоксиметилцелюлозу при такому співвідношенні компонентів (мас.%): флюорит 19,5-28,0 рутиловий...
Електрод для підводного зварювання
Номер патенту: 81058
Опубліковано: 26.11.2007
Автори: Оверко Олександр Федорович, Радзієвська Ала Адонівна, Педько Борис Іванович, Ляхова Інна Василівна, Максимов Сергій Юрійович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович
МПК: B23K 35/365, B23K 35/36
Мітки: підводного, електрод, зварювання
Формула / Реферат:
Електрод для підводного зварювання, який складається зі стрижня із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту обмежені такими величинами, мас.%: Niекв. 19...32% Сrекв. 21...33%, а в...
Електрод для підводного зварювання

Номер патенту: 17107
Опубліковано: 15.09.2006
Автори: Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Ляхова Інна Василівна, Максимов Сергій Юрійович, Бут Віктор Степанович, Оверко Олександр Федорович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: електрод, підводного, зварювання
Формула / Реферат:
Електрод для підводного зварювання, який містить стрижень із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту обмежені такими величинами, мас. %: Niекв. 19... 32 Сrекв. 21... 33, а в...
Електрод для підводного зварювання

Номер патенту: 17108
Опубліковано: 15.09.2006
Автори: Оверко Олександр Федорович, Ляхова Інна Василівна, Максимов Сергій Юрійович, Педько Борис Іванович, Дрогомирецький Михайло Миколайович, Радзієвська Ала Адонівна, Бут Віктор Степанович
МПК: B23K 35/365
Мітки: зварювання, електрод, підводного
Формула / Реферат:
Електрод для підводного зварювання, який містить стрижень із сталі Св.-08 та покриття, що включає рутиловий концентрат, польовий шпат та феросиліцій, який відрізняється тим, що покриття додатково включає флюорит, окис заліза, магнезит металургійний, марганець металічний, нікелевий порошок та карбоксиметилцелюлозу при такому співвідношенні компонентів, мас. %: флюорит 19,5-28,0 рутиловий ...
Попередній патент: Спосіб визначення ртуті у розчинах
Наступний патент: Спосіб прогнозування ступеня ризику виникнення цереброваскулярних захворювань
Випадковий патент: (цис)-1,2-біс(трифторометил)циклопропан як інгаляційний анестетик