Спосіб оптимізації процесу різання
Номер патенту: 52846
Опубліковано: 15.01.2003
Формула / Реферат
Способ оптимизации процесса резания, заключающийся в установлении значений критериев оптимальности производительности и себестоимости путем измерения в процессе обработки сил резания, температуры и вибраций, определения степени износа, отличающийся тем, что, с целью повышения точности и производительности процесса резания, формируют временной интервал, в котором определяют приращение критериев оптимальности, вычисляют их относительные значения, сравнивают их с ранее полученными текущими величинами и производят коррекцию управляющих сигналов, при этом поддерживают равенство критериев оптимальности в области допустимых значений параметров процесса резания.
Текст
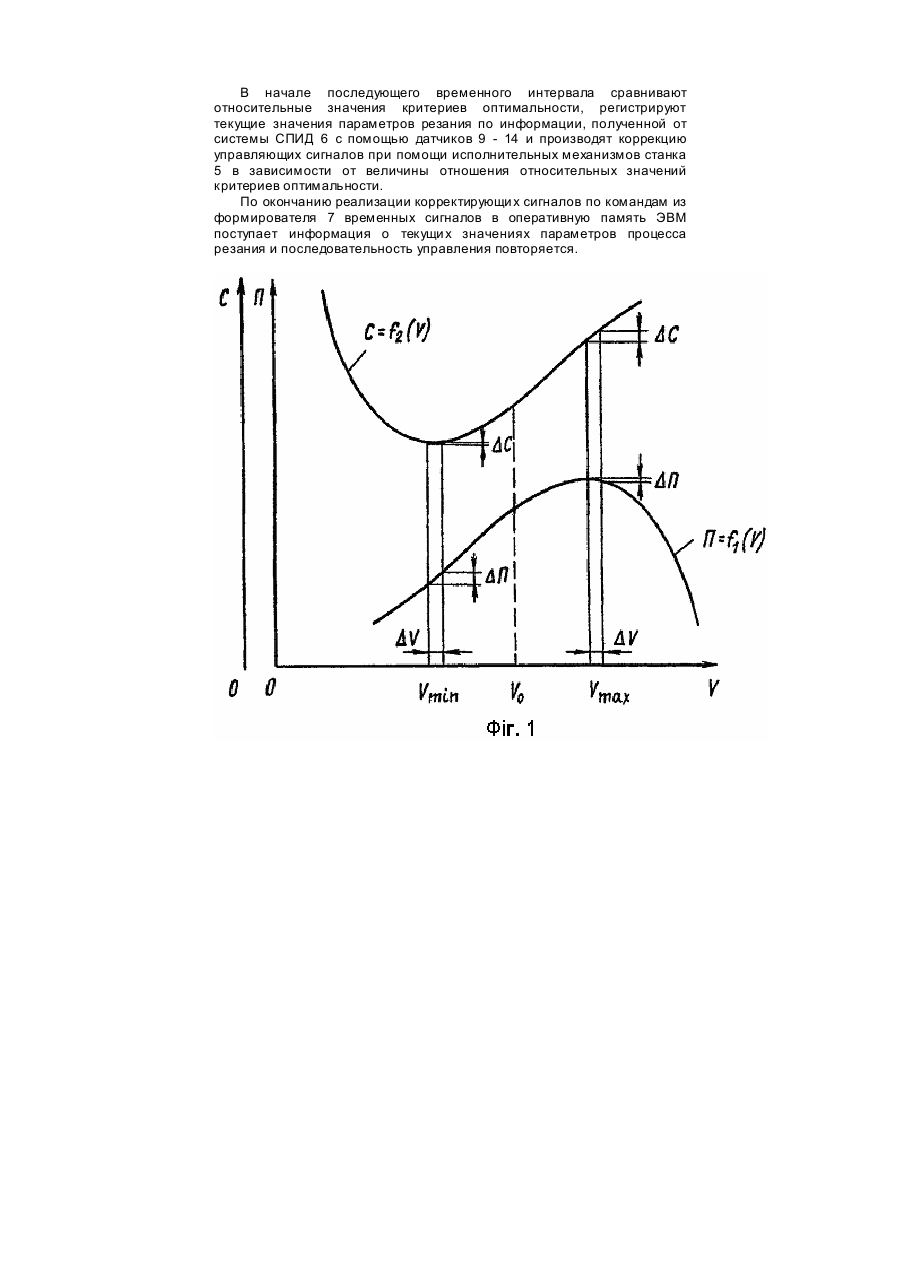
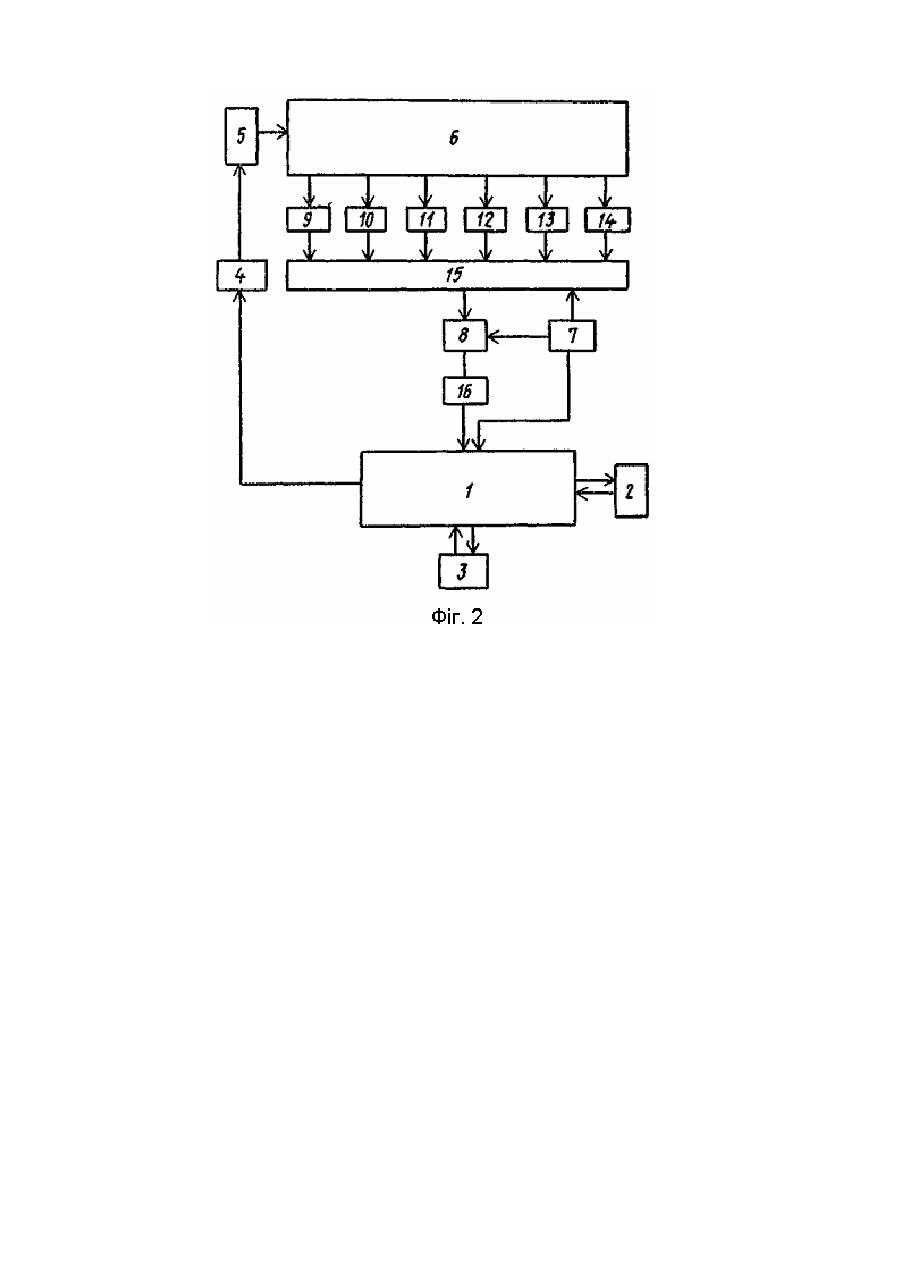
Изобретение относится к металлообработке и может служить для выбора оптимальных режимов резания. Цель изобретения - повышение точности и производительности путем выбора оптимальных параметров процесса резания. На фиг.1 показаны функции производительности и себестоимости (критерия оптимальности) процесса обработки в зависимости от скорости резания; на фиг.2 - принципиальная схема, реализующая способ. Анализ функций производительности П = f1(V) и себестоимости G = f2(V) процесса обработки металлов показывает, что одинаковому приращению аргумента ΔV соответствуют также приращения критериев оптимальности ΔП и ΔG. Относительные значения производительности и себестоимости определяются по формулам DП dп = = [f1( V + D V ) - f1( V )] : f1 (V ); П DC dc = = [f 2 ( V + DV ) - f 2 ( V )]: f2 ( V ). C Отношение δп/δс > 1 для скоростей, лежащих левее V0, и меньше 1 правее V0. Функциональные зависимости Π = f1(V) и G = f 2(V) непрерывные, поэтому отношение δп/δс также непрерывно во всем диапазоне приращения. При этом существуе т оптимальная скорость резания V0, в которой отношение относительных значений δп и δс равно 1. Способ позволяет в каждом временном интервале определить значение отношения δп ≠ δс, указывающее на степень соответствия режимов обработки их оптимальным значениям. Так, если это отношение больше 1, необходимо изменить режимы обработки (например, скорость резания или подачу) в сторону его уменьшения до значения, равного 1. В то же время, если отношение δп/δс меньше 1, необходимо осуществить корректировку управляющих сигналов для приближения его к 1. Отсюда оптимальные режимы обработки соответствуют сочетанию себестоимости и производительности, при которых lim dn / dc = 1. DV ®0 Способ осуществляется следующим образом. Перед началом обработки детали в оперативное запоминающее устройство процессора 1 управляющей ЭВМ из внешнего запоминающего устройства 2 предлагается с помощью терминала технолога 3 вид обработки, требуемые показатели обработка детали, заготовки инструмента и станка, на котором производится обработка, необходимые технико-экономические показатели. В соответствии с программой (стратегией) поиска вектора оптимизирующи х переменных определяют по априорным данным о процессе резания исходные управляющие, параметры (скорость резания, подачу, сечение среза), которые через цифроаналоговый преобразователь 4 и исполнительные механизмы станка 5 реализуются в системе СПИД 6. В процессе обработки детали по командам, поступающим из формирователя 7 временных интервалов, например таймера, на вход блока 8 нормализации, в качестве которого используют преобразователь сигналов, снимаемых с датчиков, преобразуемых в напряжение, сигналы от датчиков температуры 9, например искусственной термопары, сил резания 10, представляющих собой измерительные преобразователи 11 усилий вибраций, например акселерометры подачи 12 и скорости резания 13, в качестве которых используют та хометры и датчики 14 сечения среза, например датчик контроля получаемого диаметра, через коммутатор 1,5 и аналого-цифровой преобразователь 16 поступают в вычислительное устройство. В течение данного временного интервала по текущей информации о процессе резания определяют величину текущего износа инструмента, а также состояние системы СПИД и уточняют область допустимых значений параметров процесса резания, заданную ограничениями по точности обработки, параметрам качества поверхностного слоя детали, прочности режущей части инструмента, устойчивости процесса резания и возможностям, металлорежущего станка и по окончанию временного интервала определяют в соответствии с предлагаемой стратегией (программой) поиска (фиг.1) вектор управляющи х переменных (скорость резания, подачу и сечение среза), обеспечивающий в данный момент времени оптимальные значения выбранным критериям оптимальности в допустимой области. В начале последующего временного интервала сравнивают относительные значения критериев оптимальности, регистрируют текущие значения параметров резания по информации, полученной от системы СПИД 6 с помощью датчиков 9 - 14 и производят коррекцию управляющих сигналов при помощи исполнительных механизмов станка 5 в зависимости от величины отношения относительных значений критериев оптимальности. По окончанию реализации корректирующи х сигналов по командам из формирователя 7 временных сигналов в оперативную память ЭВМ поступает информация о текущи х значениях параметров процесса резания и последовательность управления повторяется.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of optimization of cutting process
Автори англійськоюAntoniuk Viktor Stepanovych, Vysloukh Serhii Petrovych
Назва патенту російськоюСпособ оптимизации процесса резания
Автори російськоюАнтонюк Виктор Степанович, Вислоух Сергей Петрович
МПК / Мітки
МПК: B23Q 15/00
Мітки: різання, оптимізації, спосіб, процесу
Код посилання
<a href="https://ua.patents.su/3-52846-sposib-optimizaci-procesu-rizannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб оптимізації процесу різання</a>
Спосіб контролю стану електроерозійного процесу різання
Номер патенту: 40075
Опубліковано: 16.07.2001
Автори: Небилиця Юрій Миколайович, Поляков Святослав Петрович, Калєйніков Геннадій Євгенійович
МПК: B23H 1/00
Мітки: спосіб, різання, процесу, стану, контролю, електроерозійного
Формула / Реферат:
Спосіб контролю стану електроерозійного процесу різання, що включає реєстрацію та аналіз сигналів, характеризуючих процес, який відрізняється тим, що в якості сигналу використовують флуктуації енергії, яка виділяється в міжелектродному проміжку.
Спосіб визначення оптимальних швидкостей різання
Номер патенту: 15391
Опубліковано: 30.06.1997
Автор: Литвиненко Володимир Петрович
МПК: B23B 1/00
Мітки: швидкостей, оптимальних, визначення, спосіб, різання
Формула / Реферат:
Способ определения оптимальных скоростей резания по критерию наибольшего пути резания до затупления инструмента, включающий выбор исходного параметра процесса резания, проведение кратковременных экспериментальных исследований с фиксацией дискретных значений параметра, скорости резания и пути резания до затупления инструмента, определение по графикам двух зависимостей текущее значение параметра - скорости резания и путь резания до затупления...
Спосіб різання високонапірним струменем рідини
Номер патенту: 18098
Опубліковано: 17.06.1997
Автори: Кошелева Любов Михайлівна, Жиліна Олена Анатоліївна, Жилін Анатолій Микитович
МПК: B23D 31/00, B24C 1/00
Мітки: різання, струменем, рідини, високонапірним, спосіб
Формула / Реферат:
Способ резки высоконапорной струей жидкости, при котором производят цикличное прерывание струи при ее подаче на обрабатываемый материал, отличающий-с я тем, что прерывание струи производят принудительно прекращением подачи жидкости, при этом длительность фаз подачи t1 и t2 прерывания струи жидкости за один цикл определяют по соотношениямгде tcр - прочность на срез обрабатываемого материала;h - глубина реза за один...
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: різання, заточки, спосіб, одностороннього, свердла
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Спосіб оптимізації роботи судового плавцевого рушія
Номер патенту: 14941
Опубліковано: 04.03.1997
Автори: Шеховцов Олександр Володимирович, Довгий Станіслав Олексійович
МПК: B63H 1/36
Мітки: оптимізації, роботи, судового, спосіб, рушія, плавцевого
Формула / Реферат:
Способ оптимизации работы судового плавникового движителя, основанный на изменении угловой амплитуды колебаний крыла в зависимости от относительной скорости крыла, отличающийся тем, что величину линейной амплитуды колебаний крыла задают по крайней мере больше длины хорды крыла, а угловую амплитуду задают в соответствии с зависимостьюпри величине относительной скорости, находящейся в интервале от до и в...
Попередній патент: Спосіб лікування гіпертонічної хвороби у хворих на ішемічну хворобу серця з супутнім аліментарним ожирінням
Наступний патент: Спосіб профілактики і лікування цукрового діабету
Випадковий патент: Лопать вітроколеса