Спосіб різання високонапірним струменем рідини
Номер патенту: 18098
Опубліковано: 17.06.1997
Автори: Кошелева Любов Михайлівна, Жилін Анатолій Микитович, Жиліна Олена Анатоліївна
Формула / Реферат
Способ резки высоконапорной струей жидкости, при котором производят цикличное прерывание струи при ее подаче на обрабатываемый материал, отличающий-с я тем, что прерывание струи производят принудительно прекращением подачи жидкости, при этом длительность фаз подачи t1 и t2 прерывания струи жидкости за один цикл определяют по соотношениям
где tcр - прочность на срез обрабатываемого материала;
h - глубина реза за один цикл;
V - скорость истечения струи;
r - плотность жидкости;
Ρ - давление струи.
Текст
Изобретение относится к технологии обработки и резки материалов струей жидкости и может быть использовано в различных областях промышленности при резке, раскрое и изготовлении деталей различных конфигураций, очистке и доводке поверхностей изделий. Установлено, что при обработке высоконапорной струей жидкости в ней возникает противодавление от отраженной от поверхности материала струи. На нейтрализацию противодавления расходуется кинетическая энергия рабочей струи, что резко снижает ее режущие свойства, в частности скорость резания, и в целом отрицательно сказывается на производительности обработки. Поэтому снижение величины противодавления в рабочей струе или его полная нейтрализация является актуальной технической проблемой. Известен способ резки гидроабразивной струей, при котором процесс осуществляют за счет кинетической энергии высоконапорной гидроабразив струи {авт. св. СССР №1459908, кл. В 24 С 1/00 от 06.07.87). Формирование рабочей струи происходит в калиброванном канале сопла и разгонной трубке, расположенной соосно каналу сопла, выходной срез которой располагают на фиксированном расстоянии от обрабатываемой поверхности. В процессе резки осуществляют непрерывную генерацию и подачу струи в зону обработки. Поскольку обработку ведут непрерывной струей жидкости, в ней, как указано выше, возникает противодавление от отраженной струи, что снижает ее режущие свойства. Известен также выбранный в качестве прототипа способ резки высоконапорной струей жидкости (авт.св. СССР №1377172, кл. В 23 31/00). По этому способу, как и по заявленному, производят цикличное прерывание струи при ее подаче на обрабатываемый материал. В отличие от заявленного способа, частота t прерывания струи определяется по формуле Где I - расстояние от среза сопла (разгонной трубки), формирующего струю, до поверхности обрабатываемого материала. V - скорость истечения струи из сопла (разгонной трубки). Для прерывания струи в жидкость вводят вещества проводящие электрический ток, а прерывание осуществляют воздействием импульсов электрического тока на жидкость. Прерывание струи жидкости частично устраняет противодавление в рабочей струе от отраженной струи, которое гасится в промежутках между подачами жидкости в зону обработки. Однако выбранная частота прерывания не обеспечивает полного устранения противодавления отраженной струи, поскольку приведенная зависимость не учитывает длительность прерывания подачи жидкости, величина которой влияет на эффективность нейтрализации противодавления. Кроме этого, приведенная зависимость не учитывает таких параметров струи, как плотность, давление, а также свойств обрабатываемого материала, от которых зависит величина противодавления, что снижает эффективность его нейтрализации. Этот недостаток усугубляется тем, что при воздействии электрического тока на жидкость с то ко про водящим веществом происходит изменение агрегатного состояния вследствие локального электролиза жидкости, что приводит к изменению давления в струе и снижению ее режущих свойств. В основу изобретения поставлена задача в способе резки высоконапорной струей жидкости путем изменения параметров рабочей струи исключить влияние противодавления от отраженной струи и тем самым повысить скорость резки струей различных материалов. Поставленная задача решается тем, что в способе резки высоконапорной струей жидкости, при котором производят цикличное прерывание струи при ее подаче на обрабатываемый материал, согласно изобретению, прерывание струи производят принудительно прекращением подачи жидкости, при этом длительность фаз подачи ti, прерывания t2 струи жидкости за один цикл определяют по соотношениям где tcр - прочность на срез обрабатываемого материала; h - глубина реза за один цикл; V - скорость истечения струи; r- плотность жидкости; Ρ - давление в струе. При использовании заявленного способа полностью нейтрализуется противодавление отраженной струи вследствие выбранных соотношений, что положительно сказывается на режущих свойствах струи и, тем самым, на скорость резания. Это обеспечивается тем, что в соотношениях учтены, как параметры струи, так и свойств а материала, вследствие чего за время прерывания происходит полное удаление из зоны резания отраженной струи, При этом выбранное время подачи рабочей струи определяет минимальный уровень противодавления от отраженной струи, что обеспечивает повышение эффективности процесса резания. Заявленный способ реализуется следующим образом. Формируют высоконапорную струю жидкости с использованием для этого известных устройств и оборудования, описанных, например, в авт. св. СССР №1690445, кл. 15 В 3/00. Для повышения эффективности процесса резки в жидкость добавляют абразивный материал, при выборе которого руководствуются его прочностными характеристиками, формой и размерами зерна и т.д. При подаче струи в зону резания производят ее цикличное прерывание. Длительность фазы подачи t1 и прерывания t2 определяют по соотношениям где tcр - прочность на срез обрабатываемого материала; h - глубина резака один цикл; r - плотность жидкости; Ρ - давление в струе. В этих зависимостях величина h составляет (0,05 - 0,5)*10-3 м, определяется экспериментально и зависит от прочности обрабатываемого материала. Прерывание струи жидкости обеспечивают прекращением ее подачи при помощи известных средств, например, электромагнитного клапана с командным блоком управления, длительности исполнительных команд t1 и t2 выбраны по приведенным соотношениям. В течение времени t1 осуществляют подачу струи в зону обработки, при этом происходит резка металла на заданную величину глубины h. После прекращения подачи рабочей жидкости в течение времени t2 из зоны резания удаляется отработанная жидкость, вынося с собой абразивные частицы и частицы обрабатываемого материала. При этом устраняется образование отраженной струи при резке и противодавление в рабочей струе. Затем циклы повторяют. Таким образом, при реализации заявленного способа, вследствие изменения характера прерывания струи жидкости и изменения длительности фаз подачи и прерывания, обеспечивается в каждом цикле беспрепятственное воздействие струи жидкости на обрабатываемый материал, что положительно сказывается на скорости резания и производительности.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting by high pressure liquid jet
Автори англійськоюZhylin Anatolii Mykytovych, Kosheleva Liubov Mykhailivna, Zhylina Olena Anatoliivna
Назва патенту російськоюСпособ резки высоконапорной струей жидкости
Автори російськоюЖилин Анатолий Никитович, Кошелева Любовь Михайловна, Жилина Елена Анатольевна
МПК / Мітки
МПК: B24C 1/00, B23D 31/00
Мітки: високонапірним, струменем, різання, спосіб, рідини
Код посилання
<a href="https://ua.patents.su/2-18098-sposib-rizannya-visokonapirnim-strumenem-ridini.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання високонапірним струменем рідини</a>
Мультиплікатор для різання струменем рідини
Номер патенту: 6996
Опубліковано: 31.03.1995
Автори: Жилін Анатолій Микитович, Жиліна Олена Анатолійовна
МПК: F15B 3/00
Мітки: рідини, струменем, мультиплікатор, різання
Формула / Реферат:
Мультипликатор для резки струей жидкости, содержащий гидроцилиндр с основной камерой низкого давления, сообщенной через гидрораспределитель с источником питания и сливом, расположенные соосно основной две дополнительные камеры низкого давления, установленный в основной камере поршень со штоками - плунжерами, размещенными в камерах высокого давления, выполненных в дополнительных поршнях, установленных в дополнительных камерах, при этом камеры...
Сопло для утворення високонапорного струмення рідини
Номер патенту: 6912
Опубліковано: 31.03.1995
Автори: Жиліна Олена Анатолійовна, Жилін Анатолій Микитович
МПК: B08B 1/00
Мітки: струмення, високонапорного, рідини, утворення, сопло
Формула / Реферат:
Сопло для создания высоконапорной струи жидкости, содержащее зафиксированные друг относительно друга и снабженные соосными каналами подводной штуцер и калибродержатель, несущий калибр, на котором размещена уплотнительная втулка из упругого материала, отличающееся тем, что калибродержатель имеет со стороны подводного штуцера цилиндрический выступ, а калибр установлен на торце этого выступа, при этом втулка охватывает и калибр, и цилиндрический...
Дільниця різання листового металу
Номер патенту: 13086
Опубліковано: 28.02.1997
Автори: Макаренко Світлана Симонівна, Павлов Віктор Олексійович, Сусь Юрій Васильович
МПК: B23D 15/00, B21C 51/00
Мітки: металу, листового, дільниця, різання
Формула / Реферат:
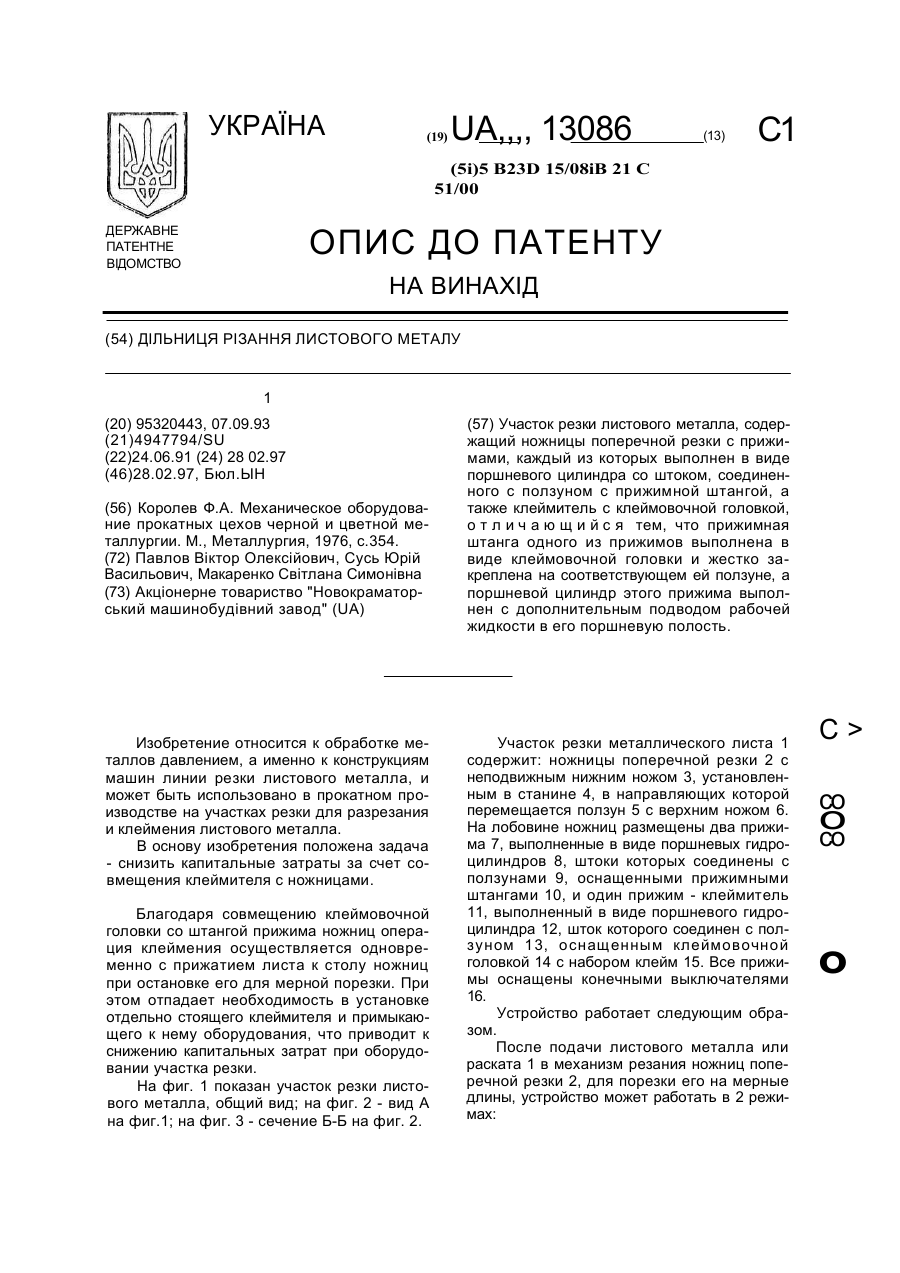
(57) Участок резки листового металла, содержащий ножницы поперечной резки с прижимами, каждый из которых выполнен в виде поршневого цилиндра со штоком, соединенного с ползуном с прижимной штангой, а также клеймитель с клеймовочной головкой, отличающийся тем, что прижимная штанга одного из прижимов выполнена в виде клеймовочной головки и жестко закреплена на соответствующем ей ползуне, а поршневой цилиндр этого прижима выполнен с...
Спосіб різання холодних сталевих заготовок
Номер патенту: 6140
Опубліковано: 29.12.1994
Автори: Шатерніков Олександр Семенович, Савченко Едуард Вікторович, Сизий Юрій Анатолійович, Босий Володимир Миколайович
МПК: B23D 45/00
Мітки: заготовок, холодних, сталевих, різання, спосіб
Формула / Реферат:
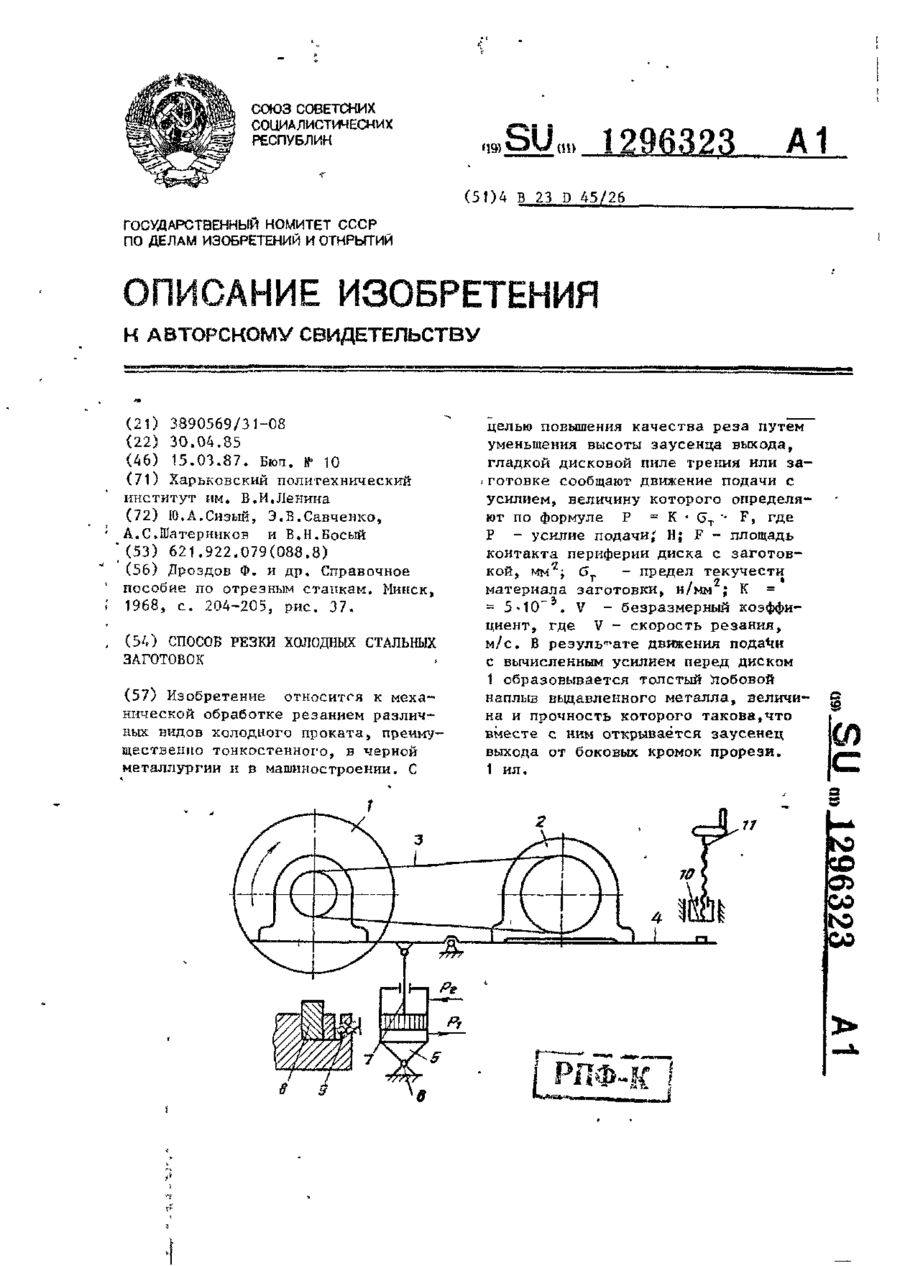
Способ резки холодных стальных заготовок, преимущественно тонкостенных, включающий сообщение движения подачи вращающейся гладкой дисковой пиле трения относительно заготовки при скоростях резания, обеспечивающих самоохлаждение диска, отличающийся тем, что, с целью повышения качества реза путем уменьшения высоты заусенца выхода, гладкой дисковой пиле трения или заготовке сообщают движение подачи с усилием, величину которого определяют по...
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: свердла, різання, спосіб, заточки, одностороннього
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Попередній патент: Сировинна суміш для виготування силікатної цегли
Наступний патент: Установка для мікроплазменої обробки прокатних валків
Випадковий патент: Спосіб збільшення потужності і зменшення втрат електродвигунів змінного струму