Спосіб термовакуумної обробки кольорових електронно-променевих трубок
Номер патенту: 53029
Опубліковано: 15.01.2003
Автори: Будз Степан Федорович, Сосновий Юліан Романович, Терлецький Ростислав Федорович, Гачкевич Олександр Романович
Формула / Реферат
Спосіб термовакуумної обробки кольорових електровакуумних трубок, який полягає в тому, що відкачують та нагрівають скляну оболонку, прозору для електромагнітного випромінювання в діапазоні довжин хвиль 0-2,73 мкм, який відрізняється тим, що на внутрішню поверхню бортової частини екрана та конуса наносять покриття із колоїдно-графітового матеріалу товщиною 0,25-0,35 мкм, яке одночасно з початком відкачки газів нагрівають електромагнітним випромінюванням із спектром, який знаходиться в області прозорості скла оболонки.
Текст
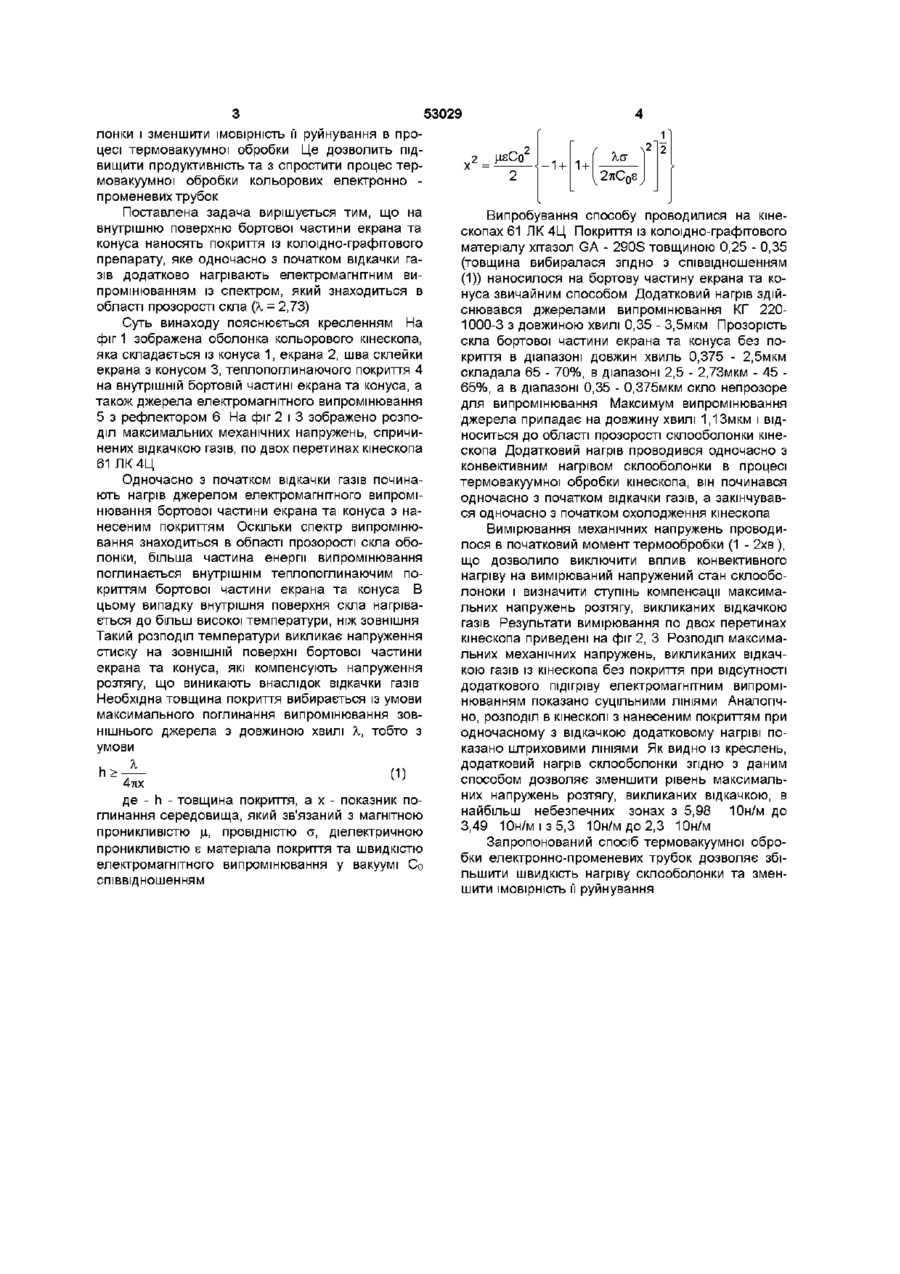
Спосіб термовакуумної обробки кольорових електровакуумних трубок, який полягає втому, що відкачують та нагрівають скляну оболонку, прозору для електромагнітного випромінювання в діапазоні довжин хвиль 0 - 2,73мкм, який відрізняється тим, що на внутрішню поверхню бортової частини екрана та конуса наносять покриття із колоіднографітового матеріалу товщиною 0,25 - 0,35мкм, яке одночасно з початком відкачки газів нагрівають електромагнітним випромінюванням із спектром, який знаходиться в області прозорості скла оболонки Винахід відноситься до області виробництва кольорових кінескопів, а саме до їх термовакуумної обробки, і може бути використаний в процесі виготовлення кольорових телевізорів При відкачці газів із кінескопа в його оболонці виникають механічні напруження, викликані дією на оболонку атмосферного тиску При цьому їх рівень може досягати значних величин в місцях із складною геометричною формою, а також в місцях неоднорідностей (зона склеювання екрана з конусом і т п ) При нагріванні оболонки в процесі відкачки газів в ній також виникають температурні напруження, величина яких залежить від швидкості нагрівання та розподілу температури по товщині оболонки При цьому максимальні сумарні напруження розтягу, викликані відкачкою газів та нагріванням можуть перевищити допустимі величини та спричинити руйнування склооболонки Однак, навіть при такому слабоградієнтному способі нагріву зберігається певний рівень температурних напружень, які разом з механічними напруженнями, викликаними відкачкою газів, обмежують швидкість нагріву до 8град /хв При подальшому збільшенні швидкості нагріву можливе руйнування оболонки Інтенсифікація нагріву можлива лише у випадку зниження рівня сумарних напружень в найбільш небезпечних місцях склооболонки Найбільш близьким до винаходу за технічною суттю є спосіб термовакуумної обробки електронно-променевих трубок (патент США, N 4 152 036, 01 05 1979), який полягає в тому, що максимальні напруження розтягу, які виникають в процесі відкачки газів, компенсують за допомогою механічного пристрою, який обтискує екран ззовні Це дозволяє знизити імовірність руйнування склооболонки в процесі термовакуумної обробки Недоліком даного способу є конструктивна складність пристрою, з допомогою якого реалізовують спосіб, а також недостатня компенсація напружень в зоні шва склейки екрана з конусом внаслідок конструктивних особливостей пристрою Крім того, реалізація даного способу ускладнюється при використанні інших методів нагріву (напр , променевого нагріву) В основу винаходу поставлено задачу компенсації в процесі відкачки газів механічних напружень розтягу в зоні склейки екрана з конусом, що дозволить збільшити швидкість нагріву склообо Відомий спосіб термовакуумної обробки електронно-променевих трубок, який полягає в тому, що нагрівають склооболонку із покриттям (аквадаг, люмінофор) до температури 400°С джерелами електромагнітного випромінювання з одночасною відкачкою газів із приладу (Рябикова К Д , Штейнер А Н , Байєр А Н Сокращения длительности откачки цветного кинескопа на основе применения инфракраснрго нагрева "Электронная техника", серия 4, выпуск 1/70, 1979 - с 95 - 99) Даний спосіб нагріву забезпечує незначний перепад температур по товщині оболонки і, як наслідок, великі швидкості нагріву і скорочення часу термообробки о со ю 53029 лонки і зменшити імовірність її руйнування в процесі термовакуумної обробки Це дозволить підвищити продуктивність та з спростити процес термовакуумної обробки кольорових електронно променевих трубок Поставлена задача вирішується тим, що на внутрішню поверхню бортової частини екрана та конуса наносять покриття із колоідно-графітового препарату, яке одночасно з початком відкачки газів додатково нагрівають електромагнітним випромінюванням із спектром, який знаходиться в області прозорості скла (Я, = 2,73) Суть винаходу пояснюється кресленням На фіг 1 зображена оболонка кольорового кінескопа, яка складається із конуса 1, екрана 2, шва склейки екрана з конусом 3, теплопоглинаючого покриття 4 на внутрішній бортовій частині екрана та конуса, а також джерела електромагнітного випромінювання 5 з рефлектором 6 На фіг 2 і 3 зображено розподіл максимальних механічних напружень, спричинених відкачкою газів, по двох перетинах кінескопа 61 ЛК4Ц Одночасно з початком відкачки газів починають нагрів джерелом електромагнітного випромінювання бортової частини екрана та конуса з нанесеним покриттям Оскільки спектр випромінювання знаходиться в області прозорості скла оболонки, більша частина енергії випромінювання поглинається внутрішнім теплопоглинаючим покриттям бортової частини екрана та конуса В цьому випадку внутрішня поверхня скла нагрівається до більш високої температури, ніж зовнішня Такий розподіл температури викликає напруження стиску на ЗОВНІШНІЙ поверхні бортової частини екрана та конуса, які компенсують напруження розтягу, що виникають внаслідок відкачки газів Необхідна товщина покриття вибирається із умови максимального поглинання випромінювання зовнішнього джерела з довжиною хвилі X, тобто з умови п> 4тіх (1) де - h - товщина покриття, а х - показник поглинання середовища, який зв'язаний з магнітною проникливістю |і, провідністю а, діелектричною проникливістю s матеріале покриття та швидкістю електромагнітного випромінювання у вакуумі Co співвідношенням X— - 1 + 1+ 2TIC 0 S Випробування способу проводилися на кінескопах 61 ЛК 4Ц Покриття із колоїдно-графітового матеріалу хітазол GA - 290S товщиною 0,25 - 0,35 (товщина вибиралася згідно з співвідношенням (1)) наносилося на бортову частину екрана та конуса звичайним способом Додатковий нагрів здійснювався джерелами випромінювання КГ 2201000-3 з довжиною хвилі 0,35 - 3,5мкм Прозорість скла бортової частини екрана та конуса без покриття в діапазоні довжин хвиль 0,375 - 2,5мкм складала 65 - 70%, в діапазоні 2,5 - 2,73мкм - 45 65%, а в діапазоні 0,35 - 0,375мкм скло непрозоре для випромінювання Максимум випромінювання джерела припадає на довжину хвилі 1,13мкм і відноситься до області прозорості скпооболонки кінескопа Додатковий нагрів проводився одночасно з конвективним нагрівом склооболонки в процесі термовакуумної обробки кінескопа, він починався одночасно з початком відкачки газів, а закінчувався одночасно з початком охолодження кінескопа Вимірювання механічних напружень проводилося в початковий момент термообробки (1 - 2хв), що дозволило виключити вплив конвективного нагріву на вимірюваний напружений стан склооболоноки і визначити ступінь компенсації максимальних напружень розтягу, викликаних відкачкою газів Результати вимірювання по двох перетинах кінескопа приведені на фіг 2, 3 Розподіл максимальних механічних напружень, викликаних відкачкою газів із кінескопа без покриття при відсутності додаткового підігріву електромагнітним випромінюванням показано суцільними ЛІНІЯМИ Аналогічно, розподіл в кінескопі з нанесеним покриттям при одночасному з відкачкою додатковому нагріві показано штриховими ЛІНІЯМИ Як видно із креслень, додатковий нагрів склооболонки згідно з даним способом дозволяє зменшити рівень максимальних напружень розтягу, викликаних відкачкою, в найбільш небезпечних зонах з 5,98 10н/м до 3,49 10н/міз5,3 10н/мдо2,3 Юн/м Запропонований спосіб термовакуумної обробки електронно-променевих трубок дозволяє збільшити швидкість нагріву склооболонки та зменшити імовірність її руйнування 53029 Фіг 2 Фіг З ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thermovacuum treatment of color electron-beam tubes
Автори англійськоюHachkevych Oleksandr Romanovych, Terletskyi Rostyslav Fedorovych, Sosnovyi Yulian Romanovych
Назва патенту російськоюСпособ термовакуумной обработки цветных электронно-лучевых трубок
Автори російськоюГачкевич Александр Романович, Терлецкий Ростислав Федорович, Сосновый Юлиан Романович
МПК / Мітки
МПК: H01J 9/38
Мітки: трубок, кольорових, спосіб, термовакуумної, електронно-променевих, обробки
Код посилання
<a href="https://ua.patents.su/3-53029-sposib-termovakuumno-obrobki-kolorovikh-elektronno-promenevikh-trubok.html" target="_blank" rel="follow" title="База патентів України">Спосіб термовакуумної обробки кольорових електронно-променевих трубок</a>
Електронно-оптична система для кольорових електронно-променевих трубок з планарним розміщенням прожекторів
Номер патенту: 15711
Опубліковано: 30.06.1997
Автори: Шумик Іван Йосипович, Андрієвич Ігор Володимирович
МПК: H01J 29/50
Мітки: електронно-променевих, кольорових, розміщенням, трубок, система, електронно-оптична, планарним, прожекторів
Текст:
...с я тем, что часть фокусирующего электрода, обращенная к аноду, и анод выполнены из четырех электрически соединенных между собой частей: первой чашки с тремя отбортованными отверстиями, имеющими плавный переход перзсекающихся частей отверстий, диафрагмы с тремя отверстиями, соединенной с первой чашкой по фланцу, второй чашки с тремя отверстиями, соединенной дном с диафрагмой, и вставки, выполненной в виде пластины с тремя отбортованными...
Коректуюча лінза для фотоекспонування екранів кольорових електронно-променевих трубок з планарним розташуванням прожекторів
Номер патенту: 9063
Опубліковано: 30.09.1996
Автори: Кірлан Валерій Микитович, Альберт Ізраіль Павлович, Мартинова Віра Петрівна
МПК: H01J 9/20
Мітки: коректуюча, розташуванням, трубок, лінза, прожекторів, екранів, фотоекспонування, кольорових, планарним, електронно-променевих
Формула / Реферат:
Корректирующая линза для фотоэкспонирования экранов цветных электронно-лучевых трубок с планарным расположением прожекторов, выполненная в виде диска, одна из торцовых поверхностей которого выполнена плоской, а другая - гладкой криволинейной, отличающаяся тем, что, с целью повышения технологичности изготовления, криволинейная торцовая поверхность диска выполнена симметричной относительно центральной оси и двух взаимно перпендикулярных...
Склад для виготовлення внутрішнього електропровідного покриття електронно-променевих трубок
Номер патенту: 45184
Опубліковано: 15.03.2002
Автори: Морару Василь Нисторович, Кобилінська Людмила Іванівна
МПК: C09D 5/24, C09D 5/00, H01J 29/88
Мітки: трубок, внутрішнього, склад, електронно-променевих, електропровідного, виготовлення, покриття
Формула / Реферат:
Склад для виготовлення внутрішнього електропровідного покриття електронно-променевих трубок на основі графіту, карбонату металу, силікату калію і води, який відрізняється тим, що він додатково містить діоксид кремнію, співполімер метакрилової кислоти і метакриламіду, та як карбонат металу містить карбонат лужноземельного металу при такому співвідношенні компонентів, мас. %: Графіт 8.0-25.0 ...
Спосіб термовакуумної обробки електровакуумних приладів
Номер патенту: 45183
Опубліковано: 15.03.2002
Автори: Сосновий Юліан Романович, Терлецький Ростислав Федорович, Гачкевич Олександр Романович, Будз Степан Федорович
МПК: H01J 9/38
Мітки: електровакуумних, приладів, спосіб, обробки, термовакуумної
Формула / Реферат:
Спосіб термовакуумної обробки електровакуумних приладів, який полягає в тому, що проводять термообробку скляної герметизуючої оболонки електромагнітним випромінюванням, нагрівання склооболонки і внутрішніх елементів до температур їх дегазації з одночасною дегазацією електровакуумного приладу, який відрізняється тим, що нагрівання склооболонки та елементів, які знаходяться всередині електровакуумного приладу, до температур дегазації здійснюють...
Електронно-оптична система для приймальних електронно-променевих трубок високої чіткості з електромагнітним фокусуванням
Номер патенту: 21276
Опубліковано: 04.11.1997
Автори: Пігрух Володимир Володимирович, Циганенко Вячеслав Володимирович
МПК: H01J 29/46
Мітки: електромагнітним, високої, система, трубок, електронно-оптична, приймальних, фокусуванням, чіткості, електронно-променевих
Формула / Реферат:
Електронно-оптична система для приймальних електронно-променевих трубок високої чіткості з електромагнітним фокусуванням, що містить катод, модулятор, триелектродну лінзу підфокусування, чотири діафрагми, з яких друга й третя електрично з'єднані з першим електродом лінзи підфокусування, анод з вирізуючою діафрагмою й магнітну фокусуючу систему, яка відрізняється тим. що в простір між четвертою діафрагмою та анодом вводяться електрично...
Попередній патент: Пускова муфта
Наступний патент: Риштування для будівельно-монтажних робіт
Випадковий патент: Спосіб обробки грени шовкопрядів