Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів
Формула / Реферат
Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів, який полягає в тому, що зважують свіжоопресовані незачищені електроди, зважують електродні стрижні і за отриманими даними визначають коефіцієнт маси покриття електродів з урахуванням поправки на втрату вологості обмазувальною масою покриття електродів під час їх термообробки, який відрізняється тим, що поправку на втрату вологості конкретною масою покриття вводять в першу чарунку пам'яті пристрою, якому заздалегідь задають алгоритм функціонування, що відповідає кількості та послідовності операцій даного способу, зважують задану кількість, але не менше десяти одиниць, електродних стрижнів і вводять їх масу в другу чарунку пам'яті пристрою, а після зважування ідентичної кількості свіжоопресованих електродів визначають автоматично обчислене, згідно із заданим алгоритмом, усереднене значення коефіцієнта маси покриття електрода шляхом зчитування його з індикаційного цифрового табло.
Текст
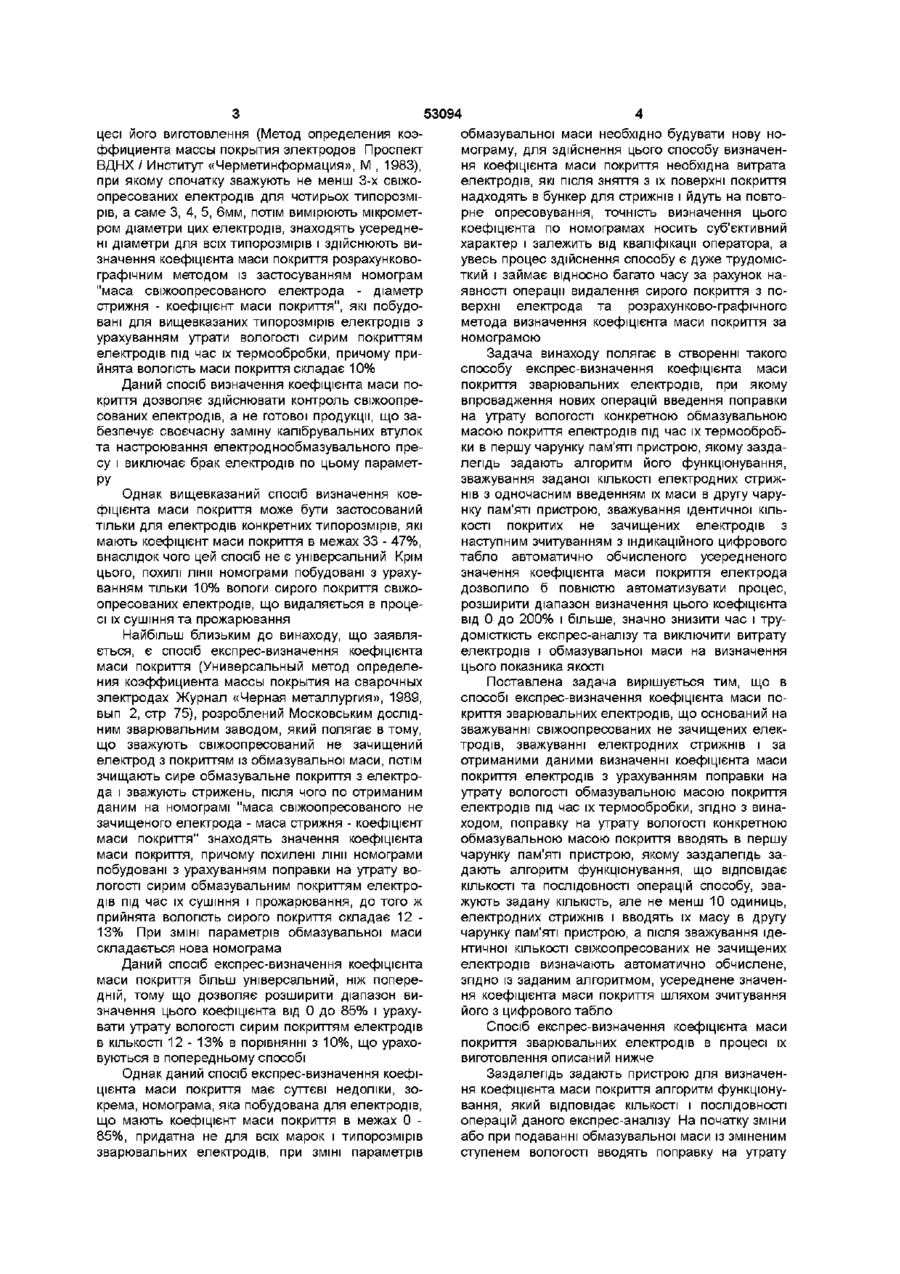
Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів, який полягає в тому, що зважують свіжоопресовані незачищені електроди, зважують електродні стрижні і за отриманими даними визначають коефіцієнт маси покриття електродів з урахуванням поправки на втрату вологості обмазувальною масою покриття електродів під час їх термообробки, який відріз Винахід належить до зварювального і електродного виробництва, зокрема, до оперативного контролю якості зварювальних електродів з покриттям та управління їх якістю в процесі виготовлення електродів і може використовуватись при виробництві покритих електродів для ручного електродугового зварювання, якість яких визначається низкою показників, в тому числі, і показником коефіцієнта маси покриття Коефіцієнт маси покриття представляє собою відношення маси покриття на електроді до маси покритої частини стрижня, що виражене у відсотках Необхідність визначення коефіцієнта маси покриття пов'язана з вимогою забезпечити точно заданий ХІМІЧНИЙ, фазовий, структурний склад, механічні властивості і твердість металу зварювального шва при ручному електродуговому зварюванні Це досягається тільки при дотримуванні виготовлювачами зварювальних електродів норм показників якості, в тому числі, і коефіцієнта маси їх покриття Відомий спосіб визначення коефіцієнта маси покриття зварювального електрода (ГОСТ 946675 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки Классификация и общие технические условия), який полягає в тому, що спочатку після термообробки зважують покритий обмазувальною масою електрод, потім няється тим, що поправку на втрату вологості конкретною масою покриття вводять в першу чарунку пам'яті пристрою, якому заздалегідь задають алгоритм функціонування, що відповідає КІЛЬКОСТІ та ПОСЛІДОВНОСТІ операцій даного способу, зважують задану КІЛЬКІСТЬ, але не менше десяти одиниць, електродних стрижнів і вводять їх масу в другу чарунку пам'яті пристрою, а після зважування ідентичної КІЛЬКОСТІ свіжоопресованих електродів визначають автоматично обчислене, згідно із заданим алгоритмом, усереднене значення коефіцієнта маси покриття електрода шляхом зчитування його з індикаційного цифрового табло зчищають покриття з його поверхні і зважують ту частину стрижня, що була покрита обмазкою, після чого обчислюють з похибкою 0,1% коефіцієнт маси покриття Кнп по формулі К н п = 100 (mi - m 2 ) / m 2 , де іти - маса покритого електрода, г, гті2 - маса стрижня тієї ж частини електрода, г Недоліками цього способу визначення коефіцієнта маси покриття є висока трудомісткість процесу зняття покриття з термообробленого електрода і великі витрати часу на кожне визначення коефіцієнта маси покриття До того ж цей спосіб фіксує наявність браку всієї партії електродів, які вже не підлягають виправленню, тобто по цьому способу здійснюється контроль вже готової продукції А це призводить до зайвих витрат обмазувальної маси і стрижнів Величина коефіцієнта маси покриття електрода залежить від коефіцієнта товщини електрода, що дорівнює відношенню діаметрів електрода та стрижня, і ЩІЛЬНОСТІ його покриття при ПОСТІЙНІЙ ЩІЛЬНОСТІ матеріалу стрижня Ці параметри можна регулювати під час опресовування електродів на електроднообмазувальному пресі, а тому і контролювати коефіцієнт маси покриття доцільно саме на цій стадії, не допускаючи виходу його за межі, що нормуються Відомий спосіб експрес-визначення коефіцієнта маси покриття зварювального електрода в про о со Ю 53094 цесі його виготовлення (Метод определения коэффициента массы покрытия электродов Проспект ВДНХ/ Институт «Черметинформация», М , 1983), при якому спочатку зважують не менш 3-х свіжоопресованих електродів для чотирьох типорозмірів, а саме 3, 4, 5, 6мм, потім вимірюють мікрометром діаметри цих електродів, знаходять усереднені діаметри для всіх типорозмірів і здійснюють визначення коефіцієнта маси покриття розрахунковографічним методом із застосуванням номограм "маса свіжоопресованого електрода - діаметр стрижня - коефіцієнт маси покриття", які побудовані для вищевказаних типорозмірів електродів з урахуванням утрати вологості сирим покриттям електродів під час їх термообробки, причому прийнята вологість маси покриття складає 10% Даний спосіб визначення коефіцієнта маси покриття дозволяє здійснювати контроль свіжоопресованих електродів, а не готової продукції, що забезпечує своєчасну заміну калібрувальних втулок та настроювання електроднообмазувального пресу і виключає брак електродів по цьому параметРУ Однак вищевказаний спосіб визначення коефіцієнта маси покриття може бути застосований тільки для електродів конкретних типорозмірів, які мають коефіцієнт маси покриття в межах 33 - 47%, внаслідок чого цей спосіб не є універсальний Крім цього, похилі лінії номограми побудовані з урахуванням тільки 10% вологи сирого покриття свіжоопресованих електродів, що видаляється в процесі їх сушіння та прожарювання Найбільш близьким до винаходу, що заявляється, є спосіб експрес-визначення коефіцієнта маси покриття (Универсальный метод определения коэффициента массы покрытия на сварочных электродах Журнал «Черная металлургия», 1989, вып 2, стр 75), розроблений Московським дослідним зварювальним заводом, який полягає в тому, що зважують свіжоопресований не зачищений електрод з покриттям із обмазувальної маси, потім зчищають сире обмазувальне покриття з електрода і зважують стрижень, після чого по отриманим даним на номограмі "маса свіжоопресованого не зачищеного електрода - маса стрижня - коефіцієнт маси покриття" знаходять значення коефіцієнта маси покриття, причому похилені лінії номограми побудовані з урахуванням поправки на утрату вологості сирим обмазувальним покриттям електродів під час їх сушіння і прожарювання, до того ж прийнята вологість сирого покриття складає 12 13% При ЗМІНІ параметрів обмазувальної маси складається нова номограма Даний спосіб експрес-визначення коефіцієнта маси покриття більш універсальний, ніж попередній, тому що дозволяє розширити діапазон визначення цього коефіцієнта від 0 до 85% і урахувати утрату вологості сирим покриттям електродів в КІЛЬКОСТІ 12 - 13% в порівнянні з 10%, що ураховуються в попередньому способі Однак даний спосіб експрес-визначення коефіцієнта маси покриття має суттєві недоліки, зокрема, номограма, яка побудована для електродів, що мають коефіцієнт маси покриття в межах 0 85%, придатна не для всіх марок і типорозмірів зварювальних електродів, при ЗМІНІ параметрів обмазувальної маси необхідно будувати нову номограму, для здійснення цього способу визначення коефіцієнта маси покриття необхідна витрата електродів, які після зняття з їх поверхні покриття надходять в бункер для стрижнів і йдуть на повторне опресовування, точність визначення цього коефіцієнта по номограмах носить суб'єктивний характер і залежить від кваліфікації оператора, а увесь процес здійснення способу є дуже трудомісткий і займає відносно багато часу за рахунок наявності операції видалення сирого покриття з поверхні електрода та розрахунково-графічного метода визначення коефіцієнта маси покриття за номограмою Задача винаходу полягає в створенні такого способу експрес-визначення коефіцієнта маси покриття зварювальних електродів, при якому впровадження нових операцій введення поправки на утрату вологості конкретною обмазувальною масою покриття електродів під час їх термообробки в першу чарунку пам'яті пристрою, якому заздалегідь задають алгоритм його функціонування, зважування заданої КІЛЬКОСТІ електродних стрижнів з одночасним введенням їх маси в другу чарунку пам'яті пристрою, зважування ідентичної КІЛЬКОСТІ покритих не зачищених електродів з наступним зчитуванням з індикаційного цифрового табло автоматично обчисленого усередненого значення коефіцієнта маси покриття електрода дозволило б повністю автоматизувати процес, розширити діапазон визначення цього коефіцієнта від 0 до 200% і більше, значно знизити час і трудомісткість експрес-аналізу та виключити витрату електродів і обмазувальної маси на визначення цього показника якості Поставлена задача вирішується тим, що в способі експрес-визначення коефіцієнта маси покриття зварювальних електродів, що оснований на зважуванні свіжоопресованих не зачищених електродів, зважуванні електродних стрижнів і за отриманими даними визначенні коефіцієнта маси покриття електродів з урахуванням поправки на утрату вологості обмазувальною масою покриття електродів під час їх термообробки, згідно з винаходом, поправку на утрату вологості конкретною обмазувальною масою покриття вводять в першу чарунку пам'яті пристрою, якому заздалегідь задають алгоритм функціонування, що відповідає КІЛЬКОСТІ та ПОСЛІДОВНОСТІ операцій способу, зва жують задану КІЛЬКІСТЬ, але не менш 10 одиниць, електродних стрижнів і вводять їх масу в другу чарунку пам'яті пристрою, а після зважування ідентичної КІЛЬКОСТІ свіжоопресованих не зачищених електродів визначають автоматично обчислене, згідно із заданим алгоритмом, усереднене значення коефіцієнта маси покриття шляхом зчитування його з цифрового табло Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів в процесі їх виготовлення описаний нижче Заздалегідь задають пристрою для визначення коефіцієнта маси покриття алгоритм функціонування, який відповідає КІЛЬКОСТІ І ПОСЛІДОВНОСТІ операцій даного експрес-аналізу На початку зміни або при подаванні обмазувальної маси із зміненим ступенем вологості вводять поправку на утрату 53094 вологості конкретною масою покриття електрода під час його термообробки в першу чарунку пам'яті цього пристрою На початку зміни або при заміні бункера з електродними стрижнями зважують 10 стрижнів, перетворюють їх силу важкості в частотний сигнал, пропорційний їх масі, який після обробки перетворюється в цифрове значення, яке вводять та зберігають в другій чарунці пам'яті пристрою На початку кожного циклу опресовування зважують 10 свіжоопресованих не зачищених електродів і зчитують з індикаційного цифрового табло автоматично обчислене усереднене значення коефіцієнта маси покриття електрода При невідповідності його значення величині, що вказана у нормативній документації, замінюють формуючу втулку електроднообмазувального преса Час визначення коефіцієнта маси покриття -10 секунд Спосіб експрес-визначення коефіцієнта маси покриття на зварювальних електродах реалізують за допомогою автоматичного визначника коефіцієнта маси покриття БІАП-100 Схематично автовизначник коефіцієнта маси покриття БІАП-100 зображений на фіг Він складається з віброчастотного перетворювача сили тяжіння 1 з робочою платформою 2, електронного блоку пам'яті 3, блоку прийому та обробки інформації 4 і блоку управління системою 5, в який закладено алгоритм визначення коефіцієнта маси покриття, панелі управління 6 з клавіатурою 7, індикаційної панелі 8 з цифровими табло Принцип роботи автоматичного визначника коефіцієнта маси покриття зварювальних електродів полягає в наступному з панелі управління системою 5 в одну чарунку пам'яті 3 вводять поправку на вологість конкретної обмазувальної маси, на робочій платформі 2 віброчастотного перетворювача 1 розташовують десять стрижнів із робочого бункера, при цьому їх маса перетворюється в частотний сигнал, який поступає в блок прийому та переробки інформації 4, а після натиску на відповідну клавішу клавіатури 7 панелі управління 6 автоматично залишається в другій чарунці пам'яті З і висвітлюється на відповідному табло індикаційної панелі 8, потім стрижні повертають в бункер, а на робочій платформі розміщують ідентичну КІЛЬКІСТЬ свіжоопресованих електродів, маса яких перетворюється в частотний сигнал, що поступає в блок прийому та переробки інформації 4, і, згідно з алгоритмом, закладеним в блок управління 5, автоматично обчислене значення коефіцієнта маси покриття, що визначене з урахуванням поправки на вологість, виводиться на відповідне індикаційне табло, з якого його і зчитують Запропонований автовизначник на відміну від інструментарію, що застосовується в прототипі, а саме, аналітичні лабораторні ваги, мікрометр і набір номограм, простий в експлуатації, малогабаритний і легкий установлюється на робочому МІСЦІ пресувальника, а, головне, дозволяє автоматизувати процес визначення коефіцієнта маси покриття, через що виключається наявність суб'єктивних помилок оператора, а також швидкодіючий, бо забезпечує визначення цього коефіцієнта за лічені секунди, і економічний, бо дозволяє економити обмазувальну масу та електроди Таким чином, перевага запропонованого способу експрес-визначення коефіцієнта маси покриття за допомогою автоматичного визначника БІАП-100 в порівнянні з відомим розрахунковографічним способом визначення цього показника по номограмі полягає в повністю автоматизованому процесі визначенні величини коефіцієнта маси покриття, що не тільки підвищує швидкість контролю, але й робить його універсальним, бо розширює інтервал визначення коефіцієнта маси покриття настільки, що він може використовуватися для зварювальних електродів будь-яких розмірів і марок При цьому підвищення швидкості визначення коефіцієнта маси покриття призводить до покращення якості електродів, тому що подається своєчасний сигнал про необхідність заміни втулки, яка формує покриття на електроді Крім цього, даний спосіб забезпечує економію по обмазувальній масі, що, в свою чергу, призводить до зниження собівартості електродів На основі вищевикладеного можна зробити висновок про те, що запропонований спосіб універсальний, експресний і економічний Фіг ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of express definition of weight factor of coating of welding electrodes
Назва патенту російськоюСпособ экспресс-определения коэффициента массы покрытия сварочных электродов
МПК / Мітки
МПК: B23K 35/40
Мітки: експрес-визначення, електродів, зварювальних, покриття, маси, спосіб, коефіцієнта
Код посилання
<a href="https://ua.patents.su/3-53094-sposib-ekspres-viznachennya-koeficiehnta-masi-pokrittya-zvaryuvalnikh-elektrodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів</a>
Потокова лінія для виготовлення зварювальних електродів
Номер патенту: 25031
Опубліковано: 25.12.1998
Автори: Ворошило Володимир Степанович, Ємцов Євген Викторович, Сучьок Олександр Дмитрович, Лаптєв Олександр Аркадійович, Гнатенко Михайло Федорович
МПК: B23K 35/40
Мітки: електродів, виготовлення, потокова, зварювальних, лінія
Формула / Реферат:
Поточная линия для изготовления сварочных электродов, содержащая механизм подачи электродных стержней с магазином стержней, захватывающими и подающими роликами, и направляющими втулками, электродообмазочный пресс и зачистную машину с отражателем электродов, включающим отражательный диск, корпус, штангу и соединенным с приводом вращения, отличающаяся тем, что захватывающие и подающие ролики установлены с возможностью изменения расстояния между...
Спосіб визначення положення робочого кінця електрода для витратних електродів в електроплавильних печах
Номер патенту: 46152
Опубліковано: 15.05.2002
Автори: Тронстад Рагнар, Кальграф Хелль, Меркесдаль Гуннар
МПК: F27B 3/28
Мітки: витратних, положення, спосіб, печах, визначення, кінця, електродів, електрода, робочого, електроплавильних
Формула / Реферат:
1. Спосіб визначення положення робочого кінця електрода для витратних електродів в електроплавильних печах, який включає вимір напруги і струму для визначення положення електродів, занурених у завантаження печі, який відрізняється тим, що під час роботи печі одночасно вимірюють напругу між двома геометрично зміщеними точками на зовнішній поверхні сталевої стінки резервуара печі і струм, подаваний на електрод, для якого здійснюють визначення...
Спосіб виробництва вуглецевої маси для самовипалювальних електродів
Номер патенту: 6638
Опубліковано: 29.12.1994
Автори: Ісаченко Олексій Костянтинович, Кашкуль Володимир Вікторович, Люборець Ігор Іванович, Гріншпунт Олександр Григорович, Дунаєв Георгій Олександрович
МПК: C01B 31/02
Мітки: виробництва, самовипалювальних, електродів, маси, вуглецевої, спосіб
Формула / Реферат:
(57) Способ производства углеродной массы для самообжигающихся электродов, включающий предварительное прокаливание антрацита, последующее его охлаждение, совместное измельчение с коксом, дозирование, смешение со связующим и формование полученной электродной массы, отличающийся тем, что охлаждение прокаленного антрацита в интервале температур от 1700°С до 600°С ведут со скоростью 50-150°С/мин.
Спосіб одержання пластифікуючої добавки для обмазувальної маси електродів
Номер патенту: 7791
Опубліковано: 26.12.1995
Автори: Світельський Василь Петрович, Циркаль Світлана Дмитрівна, Ковба Василь Ананійович, Явдощин Ігор Романович, Ковтун Ольга Іванівна, Юрлов Борис Володимирович, Самборський Микола Васильович
МПК: B23K 35/40
Мітки: спосіб, одержання, добавки, обмазувальної, маси, пластифікуючої, електродів
Формула / Реферат:
Способ получения пластифицирующей добавки для обмазочной массы электродов из осадка сточных вод целлюлозно-бумажного производства, при котором осадок сгущают, очищают, обезвоживают, гранулируют с последующей сушкой гранул, измельчают фракцию размером частиц не превышающим 355 мкм, которую используют для приготовления обмазочной массы, отличающийся тем, что, с целью повышения пластичности обмазочной массы, перед обезвоживанием из осадка...
Спосіб визначення коефіцієнта постелі ґрунтової основи
Номер патенту: 52548
Опубліковано: 16.12.2002
Автори: Білеуш Анатолій Іванович, Серд Янжив, Березівський Микола Васильович
МПК: E02D 1/00
Мітки: спосіб, постелі, основі, визначення, ґрунтової, коефіцієнта
Формула / Реферат:
Спосіб визначення коефіцієнта постелі ґрунтової основи, полягає в тому, що досліджують зразки ґрунту однорідного масиву, який відрізняється тим, що знаходять його основні фізико-механічні характеристики і визначають величину коефіцієнта постелі по формулі:де Кs - коефіцієнт пропорційності (коефіцієнт постелі) ґрунтової основи, кН/м3;
Попередній патент: Антимікробний засіб “септонс”
Наступний патент: Спосіб внесення хімічних, біологічних та стимулюючих ріст рослин речовин
Випадковий патент: Механотерапевтичний апарат