Штамп для виготовлення профільних спіралей шнеків
Номер патенту: 53986
Опубліковано: 17.02.2003
Автори: Радик Дмитро Леонидович, Гевко Іван Богданович, Васильків Василь Васильович, Пилипець Михайло Ількович
Формула / Реферат
Штамп для виготовлення профільних спіралей шнеків, який містить закріплений на верхній плиті пуансон, а також закріплені на нижній плиті рухомі ступеневі півматриці з приводом їх обертання, виконаним у вигляді зубчасто-рейкової передачі, який відрізняється тим, що пуансон виконаний у вигляді ступеневого валка, профіль виконання поверхні більшого ступеня якого відповідає профілю внутрішнього контуру профільної спіралі шнека, а інші ступені виконані призматичними у поперечному їх перерізі, а своїми меншими крайніми ступенями він встановлений в отворах двох траверс, які за допомогою утримуючої плити закріплені до верхньої плити, і виконані у вигляді призматичних брусів з призматичними виступами, які виконані на їх кінцях з боку протилежного до розміщення отворів кріплення ступеневиго валка, при цьому траверси встановлені з можливістю переміщення разом з утримуючою та верхньою плитами по циліндричних напрямних, закріплених на нижній плиті, та встановлених в наскрізних отворах, виконаних на призматичних виступах траверси, а твірні поверхонь більших ступенів півматриць виконані профільними, з розміщеними на них профільними гвинтовими канавками з кутом нахилу їх гвинтової лінії відповідним куту нахилу гвинтової лінії, виконуваної профільної спіралі шнека.
Текст
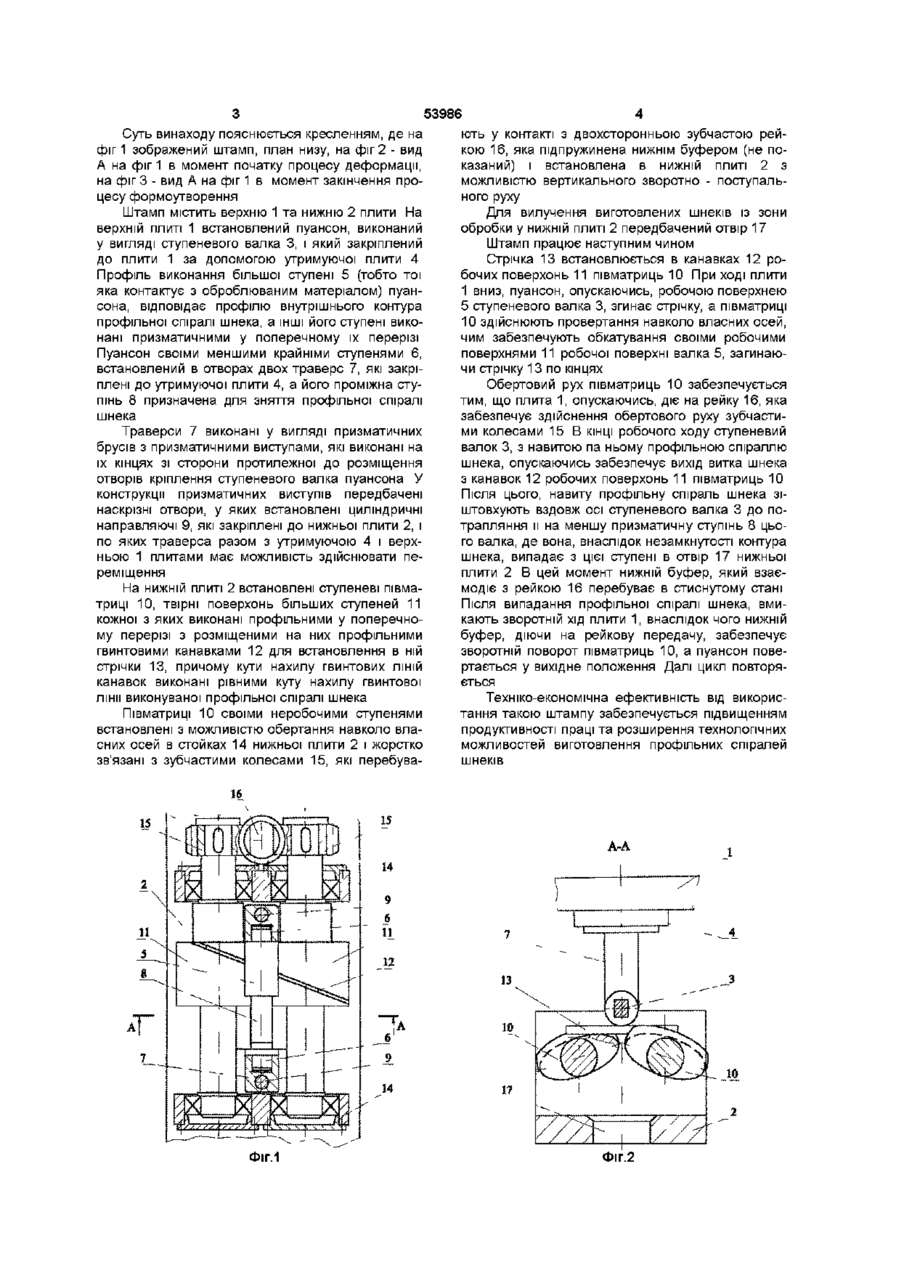
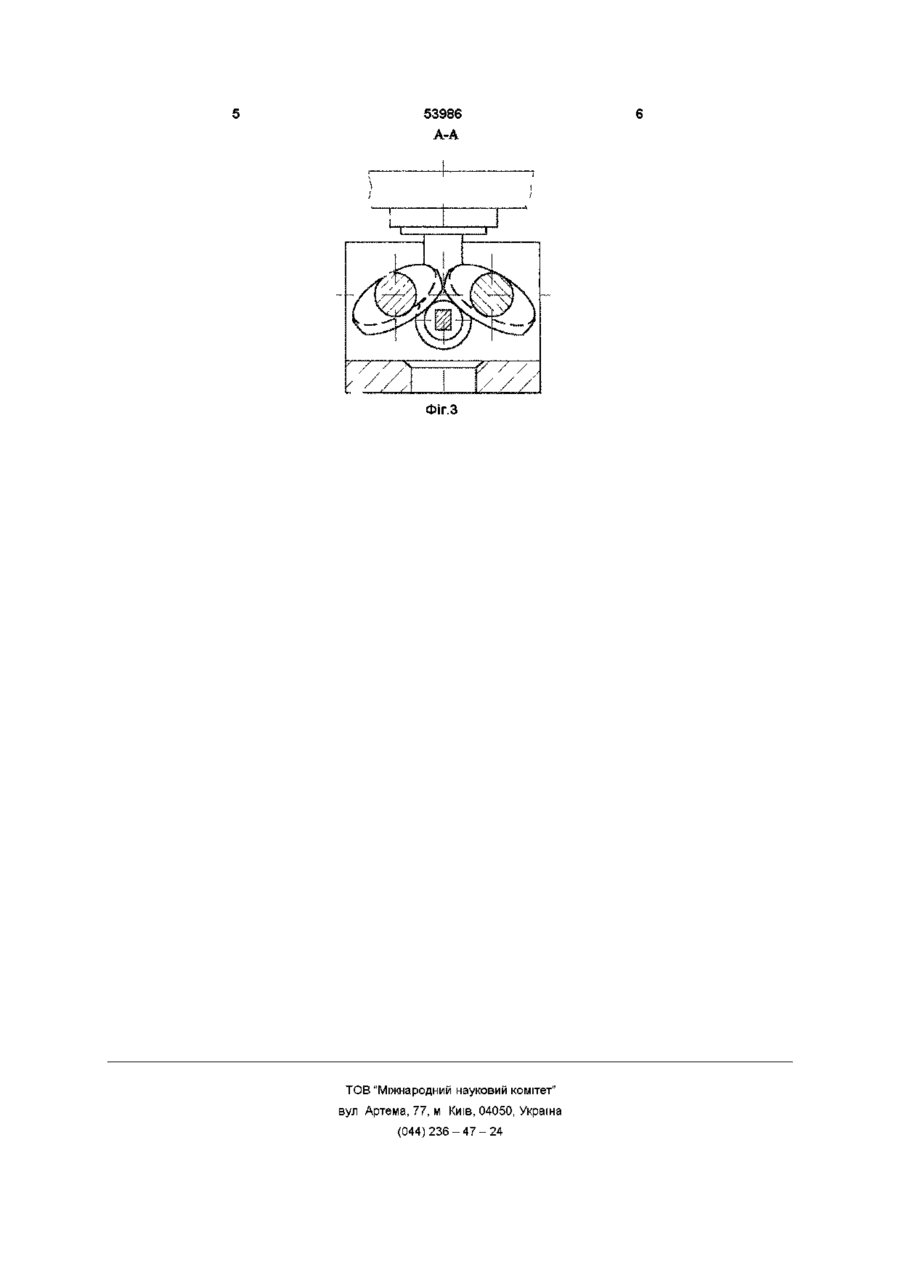
Штамп для виготовлення профільних спіралей шнеків, який містить закріплений на верхній плиті пуансон, а також закріплені на нижній плиті рухомі ступеневі півматриці з приводом їх обертання, виконаним у вигляді зубчасто-рейкової передачі, який відрізняється тим, що пуансон виконаний у вигляді ступеневого валка, профіль виконання поверхні більшого ступеня якого відповідає профілю внутрішнього контуру профільної спіралі шне ка, а ІНШІ ступені виконані призматичними у поперечному їх перерізі, а своїми меншими крайніми ступенями він встановлений в отворах двох траверс, які за допомогою утримуючої плити закріплені до верхньої плити, і виконані у вигляді призматичних брусів з призматичними виступами, які виконані на їх кінцях з боку протилежного до розміщення отворів кріплення ступеневиго валка, при цьому траверси встановлені з можливістю переміщення разом з утримуючою та верхньою плитами по циліндричних напрямних, закріплених на нижній плиті, та встановлених в наскрізних отворах, виконаних на призматичних виступах траверси, а твірні поверхонь більших ступенів півматриць виконані профільними, з розміщеними на них профільними гвинтовими канавками з кутом нахилу їх гвинтової лінії ВІДПОВІДНИМ куту нахилу гвинтової лінії, виконуваної профільної спіралі шнека Винахід відноситься до обробки металів тиском і може використовуватись в машинобудівній і приладобудівній промисловості при виробництві профільних спіралей шнеків Відомий штамп для виготовлення витків шнеків, який містить СПІВВІСНІ матрицю та пуансон з гелікоїд ними робочими поверхнями (див а с СРСР №733784 кл В 21 D 11/06 Бюл №18,1980) Недоліком такого технічного рішення є неможливість виготовлення профільних спіралей шнеків, та низька продуктивність праці Найближчим до заявленого винаходу є штамп для однокутового гнуття, який містить закріплений на верхній плиті пуансон, а також закріплені на нижній плиті рухомі ступеневі півматриці з приводом їх обертання, виконаним у вигляді зубчасторейкової передачі (див а с СРСР №1708473 кл В 21 D 22/02 Бюл №4,1992) Недоліком такого штампа є неможливість виготовлення профільних спіралей шнеків В основу винаходу поставлено завдання розширення технологічних можливостей та підвищення продуктивності праці, внаслідок створення штампа для виготовлення профільних спіралей шнеків, шляхом того, що в штампі, який містить закріплений на верхній плиті пуансон, а також закріплені на нижній плиті рухомі ступеневі півматриці з приводом їх обертання, виконаним у вигляді зубчасто-рейкової передачі, пуансон виконаний у вигляді ступеневого валка, профіль виконання поверхні більшої ступені якого відповідає профілю внутрішнього контура профільної спіралі шнека, а ІНШІ ступені виконані призматичними у поперечному їх перерізі, а своїми меншими крайніми ступенями він встановлений в отворах двох траверс, які за допомогою утримуючої плити закріплені до верхньої плити, і виконані у вигляді призматичних брусів з призматичними виступами, які виконані на їх кінцях зі сторони протилежної до розміщення отворів кріплення ступеневого валка, при цьому траверси встановлені з можливістю переміщення разом з утримуючою та верхньою плитами по циліндричних направляючих, закріплених на нижній плиті, та встановлених в наскрізних отворах, виконаних на призматичних виступах траверси, а твірні поверхонь більших ступеней півматриць виконані профільними, з розміщеними на них профільними гвинтовими канавками з кутом нахилу їх гвинтової лінії ВІДПОВІДНИМ куту нахилу гвинтової лінії виконуваної профільної спіралі шнека (О 00 о> со ю 53986 Суть винаходу пояснюється кресленням, де на фіг 1 зображений штамп, план низу, на фіг 2 - вид А на фіг 1 в момент початку процесу деформації, на фіг 3 - вид А на фіг 1 в момент закінчення процесу формоутворення Штамп містить верхню 1 та нижню 2 плити На верхній плиті 1 встановлений пуансон, виконаний у вигляді ступеневого валка 3, і який закріплений до плити 1 за допомогою утримуючої плити 4 Профіль виконання більшої ступені 5 (тобто тої яка контактує з оброблюваним матеріалом) пуансона, відповідає профілю внутрішнього контура профільної спіралі шнека, а ІНШІ ЙОГО ступені виконані призматичними у поперечному їх перерізі Пуансон своїми меншими крайніми ступенями 6, встановлений в отворах двох траверс 7, які закріплені до утримуючої плити 4, а його проміжна ступінь 8 призначена для зняття профільної спіралі шнека Траверси 7 виконані у вигляді призматичних брусів з призматичними виступами, які виконані на їх кінцях зі сторони протилежної до розміщення отворів кріплення ступеневого валка пуансона У конструкції призматичних виступів передбачені наскрізні отвори, у яких встановлені циліндричні направляючі 9, які закріплені до нижньої плити 2, і по яких траверса разом з утримуючою 4 і верхньою 1 плитами має можливість здійснювати переміщення На нижній плиті 2 встановлені ступеневі півматриці 10, твірні поверхонь більших ступеней 11 кожної з яких виконані профільними у поперечному перерізі з розміщеними на них профільними гвинтовими канавками 12 для встановлення в ній стрічки 13, причому кути нахилу гвинтових ЛІНІЙ канавок виконані рівними куту нахилу гвинтової лінії виконуваної профільної спіралі шнека Півматриці 10 своїми неробочими ступенями встановлені з можливістю обертання навколо власних осей в стойках 14 нижньої плити 2 і жорстко зв'язані з зубчастими колесами 15, які перебува 15 ють у контакті з двохсторонньою зубчастою рейкою 16, яка підпружинена нижнім буфером (не показаний) і встановлена в нижній плиті 2 з можливістю вертикального зворотно - поступального руху Для вилучення виготовлених шнеків із зони обробки у нижній плиті 2 передбачений отвір 17 Штамп працює наступним чином Стрічка 13 встановлюється в канавках 12 робочих поверхонь 11 півматриць 10 При ході плити 1 вниз, пуансон, опускаючись, робочою поверхнею 5 ступеневого валка 3, згинає стрічку, а півматриці 10 здійснюють провертання навколо власних осей, чим забезпечують обкатування своїми робочими поверхнями 11 робочої поверхні валка 5, загинаючи стрічку 13 по кінцях Обертовий рух півматриць 10 забезпечується тим, що плита 1, опускаючись, діє на рейку 16, яка забезпечує здійснення обертового руху зубчастими колесами 15 В КІНЦІ робочого ходу ступеневий валок 3, з навитою па ньому профільною спіраллю шнека, опускаючись забезпечує вихід витка шнека з канавок 12 робочих поверхонь 11 півматриць 10 Після ЦЬОГО, навиту профільну спіраль шнека зіштовхують вздовж осі ступеневого валка 3 до потрапляння м на меншу призматичну ступінь 8 цього валка, де вона, внаслідок незамкнутості контура шнека, випадає з цієї ступені в отвір 17 нижньої плити 2 В цей момент нижній буфер, який взаємодіє з рейкою 16 перебуває в стиснутому стані Після випадання профільної спіралі шнека, вмикають зворотній хід плити 1, внаслідок чого нижній буфер, діючи на рейкову передачу, забезпечує зворотній поворот півматриць 10, а пуансон повертається у вихідне положення Далі цикл повторяється Техніко-економічна ефективність від використання такою штампу забезпечується підвищенням продуктивності праці та розширення технологічних можливостей виготовлення профільних спіралей шнеків 15 Фіг.2 53986 A-A Фіг.З TOB "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюStamp for manufacturing of profile spirals of screws
Автори англійськоюVasylkiv Vasyl Vasyliovych, Hevko Ivan Bohdanovych, Radyk Dmytro Leonidovych, Pylypets Mykhailo Ilkovych
Назва патенту російськоюШтамп для изготовления профильных спиралей шнеков
Автори російськоюВасилькив Василий Васильевич, Гевко Иван Богданович, Радик Дмитрий Леонидович, Пилипец Михаил Илькович
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, спіралей, шнеків, профільних, штамп
Код посилання
<a href="https://ua.patents.su/3-53986-shtamp-dlya-vigotovlennya-profilnikh-spiralejj-shnekiv.html" target="_blank" rel="follow" title="База патентів України">Штамп для виготовлення профільних спіралей шнеків</a>
Пристрій для навивання профільних спіралей шнеків
Номер патенту: 54056
Опубліковано: 17.02.2003
Автори: Гурик Олег Ярославович, Драган Андрій Петрович, Васильків Василь Васильович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: шнеків, профільних, спіралей, навивання, пристрій
Формула / Реферат:
1. Пристрій для навивання профільних спіралей шнеків, який виконано у вигляді оправки, корпусу з подавальними і змінними роликами, які кінематично зв'язані з приводом оправки, механізмів приводу і подачі смуги, який відрізняється тим, що пристрій оснащений механізмом подачі і видавлювання гофр по внутрішньому діаметру спіралі, що виконаний у вигляді обкатних - подавальних роликів, які розміщені вертикально з паралельними осями між двома...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 50280
Опубліковано: 15.10.2002
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: пристрій, виготовлення, шнеків, спіралей
Формула / Реферат:
1. Пристрій для виготовлення спіралей шнеків, який складається з механізму формоутворення спіралі, механізмів подачі та відгинання, який відрізняється тим, що механізм формоутворення спіралі виконаний у вигляді пристрою для торцевого розкатування коченням, який містить розміщений в корпусі валок та закріплений на його торці обкатний пуансон, а також плиту, на якій розміщені нерухомий упор, з можливістю здійснення обкатного руху пуансона, і...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 38108
Опубліковано: 15.05.2001
Автори: Геник Ігор Степанович, Гевко Ігор Богданович, Комар Роман Васильович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: пристрій, шнеків, спіралей, виготовлення
Текст:
...в одній площині перпендикулярно осі, з величиною вільного заходу і пе реміщення нижніх поличок Г-подібного профілю, причому висота кільцевої канавки більша ширини смуги. Для полегшення цієї операції напрямний ролик 18 знімається, а після встановлення монтується на місце. Формуючий ролик 7 підводиться таким чином, щоб його поверхня 8 притискувала заготовку 4 до торцевої поверхні 2 оправки 1. Після цього вмикається привід обертання, і в...
Спосіб виготовлення різнопрофільних спіралей шнеків
Номер патенту: 45677
Опубліковано: 15.04.2002
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: шнеків, спосіб, виготовлення, спіралей, різнопрофільних
Формула / Реферат:
1. Спосіб виготовлення різнопрофільних спіралей шнеків шляхом навивання стрічки на оправку формоутворюючим роликом, вісь якого розміщена перпендикулярно до осі оправки і якому надають переміщення паралельно та перпендикулярно до осі оправки та який здійснює обертання навколо власної осі, який відрізняється тим, що формоутворюючому ролику надають колове переміщення навколо центра, що лежить на осі, яка перпендикулярна до площини, утвореної...
Пристрій для закріплення спіралей шнеків
Номер патенту: 50281
Опубліковано: 15.10.2002
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Пилипець Михайло Ількович, Назар Іван Йосипович, Геник Ігор Степанович
МПК: B21D 11/06
Мітки: закріплення, шнеків, пристрій, спіралей
Формула / Реферат:
1. Пристрій для закріплення спіралей шнеків, який виконаний у вигляді встановленого на планшайбі циліндричного корпуса, до якого прикріплена кришка і який містить конічну шестірню, зубчастий диск з конічною зубчастою поверхнею та затискні гвинтові спіралі, який відрізняється тим, що в пристрій додатково встановлено зубчастий диск з можливістю взаємодії з конічною шестірнею, причому обидва зубчасті диски виконані додатково з циліндричними...
Попередній патент: Горизонтальний біофільтр для очищення стічних вод
Наступний патент: Полімеркомпозитне зносостійке покриття
Випадковий патент: Спосіб отримання азотно-фосфорно-калійного добрива