Спосіб виготовлення різнопрофільних спіралей шнеків
Номер патенту: 45677
Опубліковано: 15.04.2002
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
Формула / Реферат
1. Спосіб виготовлення різнопрофільних спіралей шнеків шляхом навивання стрічки на оправку формоутворюючим роликом, вісь якого розміщена перпендикулярно до осі оправки і якому надають переміщення паралельно та перпендикулярно до осі оправки та який здійснює обертання навколо власної осі, який відрізняється тим, що формоутворюючому ролику надають колове переміщення навколо центра, що лежить на осі, яка перпендикулярна до площини, утвореної осями обертання ролика та оправки.
2. Спосіб за п. 1, який відрізняється тим, що контур твірної оправки виконують певного радіуса кривизни, центр якого співпадає з віссю, відносно якої здійснює колове переміщення формоутворюючий ролик.
3. Спосіб за пп. 1, 2, який відрізняється тим, що торцева поверхня більшого ступеня оправки виконана радіально-направленою відносно центра колового переміщення ролика.
4. Спосіб за п. 1, який відрізняється тим, що торцеві поверхні ступенів формоутворюючого ролика виконані відповідно профілю робочої частини оправки.
5. Спосіб за п. 1, який відрізняється тим, що величина колової подачі ролика визначається товщиною спіралі по внутрішньому діаметру.
Текст
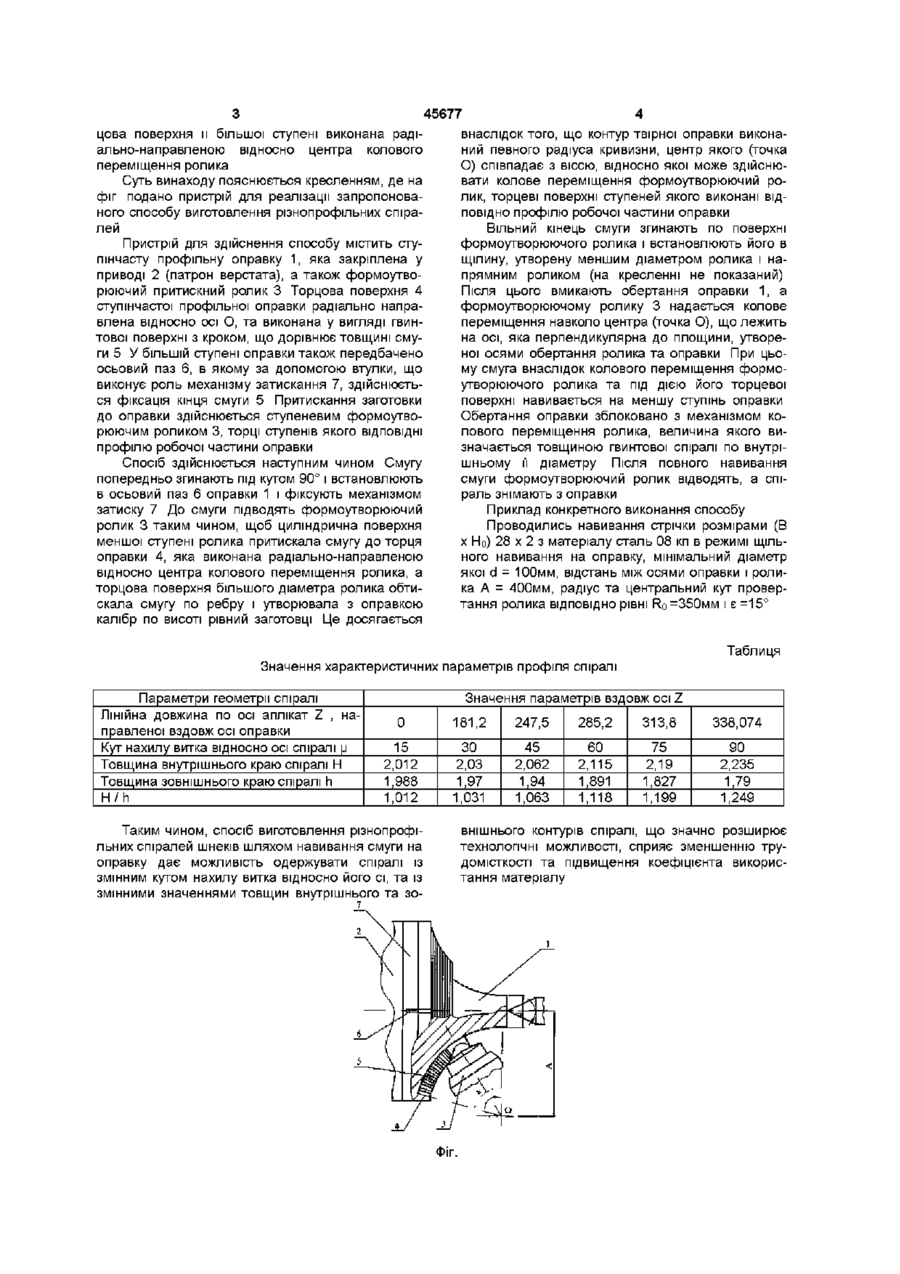
1 Спосіб виготовлення різнопрофільних спіралей шнеків шляхом навивання стрічки на оправку формоутворюючим роликом, вісь якого розміщена перпендикулярно до осі оправки і якому надають переміщення паралельно та перпендикулярно до осі оправки та який здійснює обертання навколо власної осі, який відрізняється тим, що формоутворюючому ролику надають колове переміщення навколо центра, що лежить на осі, яка перпендикулярна до площини, утвореної осями обертання ролика та оправки 2 Спосіб за п 1, який відрізняється тим, що контур твірної оправки виконують певного радіуса кривизни, центр якого співпадає з віссю, відносно якої здійснює колове переміщення формоутворюючий ролик 3 Спосіб за пп 1, 2, який відрізняється тим, що торцева поверхня більшого ступеня оправки виконана радіально-направленою відносно центра колового переміщення ролика 4 Спосіб за п 1, який відрізняється тим, що торцеві поверхні ступенів формоутворюючого ролика виконані ВІДПОВІДНО профілю робочої частини оправки 5 Спосіб за п 1, який відрізняється тим, що величина колової подачі ролика визначається товщиною спіралі по внутрішньому діаметру Винахід відноситься до обробки металів тиском і може використовуватись в машинобудівній і приладобудівній промисловості при виробництві різнопрофільних спіралей шнеків Відомий спосіб отримання спіралей (А С № 666220 кл B21D11/06 Бюл № 18, 1979), згідно якого на оправку щільно навивають стрічку з наступним сплющенням в контейнері і розтягуванням на крок Недоліком такого технічного рішення є неможливість виготовлення спіралей із змінним кутом нахилу витків відносно осі оправки Також відомий спосіб виготовлення різнопрофільних спіралей шнеків, який включає виготовлення кільцевих заготовок з наступною ВІДПОВІДНОЮ деформацією площини кільця до утворення певного профілю спіралі та зварювання и в суцільну спіраль (Григорьев А М Винтовые конвейеры - М "Машиностроение", 1972 -с 4) Недоліком цього способу є значна трудомісткість та низьке значення коефіцієнта використання матеріалу Найближчим до запропонованого є спосіб виготовлення спіралей шнеків, шляхом навивання стрічки на оправку формоутворюючим роликом, вісь якого розміщена перпендикулярно до сі оправки і якому надається переміщення паралельно та перпендикулярно відносно осі оправки, та здійснює обертання навколо власної осі (А С № 1611505 кл B21D11/06 Бюл №45,1990) Недоліком даного способу є неможливість виготовлення різнопрофільних спіралей шнеків В основу винаходу поставлено завдання зменшення трудомісткості, підвищення значення коефіцієнта використання матеріалу та розширення технологічних можливостей виготовлення різнопрофільних спіралей шнеків із змінними значеннями товщини внутрішнього та зовнішнього контурів спіралі та кута нахилу витка відносно його осі, шляхом надання формоутворюючому ролику колового переміщення навколо центру, що лежить на асі, яка перпендикулярна до площини, утвореної осями обертання ролика та оправки При цьому, величина колової подачі ролика визначається товщиною спіралі по внутрішньому діаметру, а торцеві поверхні його ступеней виконані ВІДПОВІДНО профілю робочої частини оправки Контур твірної оправки виконують певного радіуса кривизни, центр якого співпадає з віссю, відносно якої здійснює колове переміщення притискний ролик, а тор (О ю 45677 цова поверхня и більшої ступені виконана радіально-направленою відносно центра колового переміщення ролика Суть винаходу пояснюється кресленням, де на фіг подано пристрій для реалізації запропонованого способу виготовлення різнопрофільних спіралей Пристрій для здійснення способу містить ступінчасту профільну оправку 1, яка закріплена у приводі 2 (патрон верстата), а також формоутворюючий притискний ролик 3 Торцова поверхня 4 ступінчастої профільної оправки радіально направлена відносно осі О, та виконана у вигляді гвинтової поверхні з кроком, що дорівнює товщині смуги 5 У більшій ступені оправки також передбачено осьовий паз 6, в якому за допомогою втулки, що виконує роль механізму затискання 7, здійснюється фіксація кінця смуги 5 Притискання заготовки до оправки здійснюється ступеневим формоутворюючим роликом 3, торці ступенів якого ВІДПОВІДНІ профілю робочої частини оправки внаслідок того, що контур твірної оправки виконаний певного радіуса кривизни, центр якого (точка О) співпадає з віссю, відносно якої може здійснювати колове переміщення формоутворюючий ролик, торцеві поверхні ступеней якого виконані ВІДПОВІДНО профілю робочої частини оправки Вільний кінець смуги згинають по поверхні формоутворюючого ролика і встановлюють його в щілину, утворену меншим діаметром ролика і напрямним роликом (на кресленні не показаний) Після ЦЬОГО вмикають обертання оправки 1, а формоутворюючому ролику 3 надається колове переміщення навколо центра (точка О), що лежить на осі, яка перпендикулярна до площини, утвореної осями обертання ролика та оправки При цьому смуга внаслідок колового переміщення формоутворюючого ролика та під дією його торцевої поверхні навивається на меншу ступінь оправки Обертання оправки зблоковано з механізмом колового переміщення ролика, величина якого визначається товщиною гвинтової спіралі по внутрішньому її діаметру Після ПОВНОГО навивання смуги формоутворюючий ролик відводять, а спіраль знімають з оправки Спосіб здійснюється наступним чином Смугу попередньо згинають під кутом 90° і встановлюють в осьовий паз 6 оправки 1 і фіксують механізмом затиску 7 До смуги підводять формоутворюючий ролик 3 таким чином, щоб циліндрична поверхня меншої ступені ролика притискала смугу до торця оправки 4, яка виконана радіально-направленою відносно центра колового переміщення ролика, а торцова поверхня більшого діаметра ролика обтискала смугу по ребру і утворювала з оправкою калібр по висоті рівний заготовці Це досягається Приклад конкретного виконання способу Проводились навивання стрічки розмірами (В х Но) 28 х 2 з матеріалу сталь 08 кп в режимі щільного навивання на оправку, мінімальний діаметр якої d = 100мм, відстань між осями оправки і ролика А = 400мм, радіус та центральний кут провертання ролика ВІДПОВІДНО рівні Ro =350мм і є =15° Таблиця Значення характеристичних параметрів профіля спіралі Параметри геометрії спіралі Лінійна довжина по осі аплікат Z , направленої вздовж осі оправки Кут нахилу витка відносно осі спіралі [J Товщина внутрішнього краю спіралі Н Товщина зовнішнього краю спіралі h H/h Значення параметрів вздовж осі Z 0 181,2 247,5 285,2 313,8 338,074 15 ЗО 45 60 75 90 2,012 1,988 1,012 2,03 1,97 1,031 2,062 1,94 1,063 2,115 1,891 1,118 2,19 1,827 1,199 2,235 1,79 1,249 Таким чином, спосіб виготовлення різнопрофільних спіралей шнеків шляхом навивання смуги на оправку дає можливість одержувати спіралі із змінним кутом нахилу витка відносно його сі, та із змінними значеннями товщин внутрішнього та зо внішнього контурів спіралі, що значно розширює технологічні можливості, сприяє зменшенню трудомісткості та підвищення коефіцієнта використання матеріалу 7 Фіг. 45677 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, спіралей, шнеків, спосіб, різнопрофільних
Код посилання
<a href="https://ua.patents.su/3-45677-sposib-vigotovlennya-riznoprofilnikh-spiralejj-shnekiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення різнопрофільних спіралей шнеків</a>
Пристрій для виготовлення спіралей шнеків
Номер патенту: 38108
Опубліковано: 15.05.2001
Автори: Комар Роман Васильович, Пилипець Михайло Ількович, Гевко Ігор Богданович, Геник Ігор Степанович
МПК: B21D 11/06
Мітки: спіралей, виготовлення, шнеків, пристрій
Текст:
...в одній площині перпендикулярно осі, з величиною вільного заходу і пе реміщення нижніх поличок Г-подібного профілю, причому висота кільцевої канавки більша ширини смуги. Для полегшення цієї операції напрямний ролик 18 знімається, а після встановлення монтується на місце. Формуючий ролик 7 підводиться таким чином, щоб його поверхня 8 притискувала заготовку 4 до торцевої поверхні 2 оправки 1. Після цього вмикається привід обертання, і в...
Пристрій для калібрування спіралей шнеків по кроку
Номер патенту: 32017
Опубліковано: 15.12.2000
Автор: Геник Ігор Степанович
МПК: B21D 11/06
Мітки: спіралей, калібрування, пристрій, шнеків, кроку
Текст:
...пристрою для калібрування спіралей шнеків по кроку, шляхом здійснення регулювання кроку спіралі, що забезпечує зменшення часу на переналадку пристрою і підвищує продуктивність праці. , ' Покладене завдання досягається за рахунок того, що в пристрої для калібрування спіралей шнеків по кроку, що містить нерухомий корпус в шліцевій втулці якого розміщений шліцевий вал з нерухомим клином, згідно винаходу вводиться те, що на основі...
Пристрій для навивання каліброваних спіралей шнеків
Номер патенту: 30625
Опубліковано: 15.12.2000
Автор: Данильченко Лариса Миколаївна
МПК: B21D 11/06
Мітки: пристрій, шнеків, навивання, каліброваних, спіралей
Формула / Реферат:
1. Пристрій для навивання каліброваних спіралей шнеків, що містить привідний механізм, зв'язаний з формоутворювальною оправкою, вузол подання та направлення смуги, який відрізняється тим, що формоутворювальна оправка встановлена з можливістю осьового переміщення на напрямному привідному валу і з протилежної сторони від привідного механізму формоутворювальна оправка розташована в опорі, а на формоутворювальній оправці встановлений механізм...
Пристрій для виготовлення шнеків
Номер патенту: 43098
Опубліковано: 15.11.2001
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Копак Мирослав Петрович, Комар Роман Васильович
МПК: B21D 11/06
Мітки: виготовлення, шнеків, пристрій
Формула / Реферат:
Пристрій для виготовлення шнеків, який виконаний у вигляді, щонайменше, двох формоутворюючих роликів із вхідною та вихідною частинами, який відрізняється тим, що формоутворюючі ролики виконані конічними, причому по всій довжині кожного ролика нарізано гвинтову формуючу канавку із змінним кроком, що поступово збільшується від мінімального вхідного до потрібного максимального, який одночасно є калібруючим (t1<t2<t3<t4<t5), ширина...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: навивання, спіралей, пристрій, гвинтових, неперервного, профільних
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Попередній патент: Обладнання для фракційного аналізу подрібнених волокнистих матеріалів рослинного походження
Наступний патент: Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Випадковий патент: Спосіб підготовки та відпрацювання шахтного поля