Спосіб наплавлення деталей
Номер патенту: 39659
Опубліковано: 10.03.2009
Автори: Зареченський Деніс Олександрович, Воробйов Володимир Вікторович
Формула / Реферат
1. Спосіб наплавлення деталей, який включає установлення з зазором на тверду сталеву заготовку форми-контейнера, яку виконують з наплавною порожниною і здійснюють її герметизацію, який відрізняється тим, що герметизацію наплавної порожнини форми-контейнера, яку обладнують ввідною і вивідною трубками, виконують за допомогою аргону, який подають під тиском через ввідну трубку, яку після контролю герметизації глушать і обварюють по периметру.
2. Спосіб наплавлення деталей за п. 1, який відрізняється тим, що в зазор між формою-контейнером і заготовкою розміщують матеріал, що наплавляють, за який використовують реліт, а в наплавній порожнині розміщують сплав-зв'язку, за який використовують мельхіор.
3. Спосіб наплавлення деталей за п. 1, який відрізняється тим, що наплавну порожнину перед наплавленням продувають аргоном через ввідну трубку, при цьому отвір вивідної трубки залишають відкритим.
4. Спосіб наплавлення деталей за п. 1, який відрізняється тим, що наплавну порожнину перед наплавленням закачують аргоном через ввідну трубку, а отвір вивідної трубки глушать за допомогою заглушки, яку потім обварюють по периметру, після чого здійснюють контроль зварених швів форми-контейнера, а отвір ввідної трубки також глушать і обварюють по периметру.
Текст
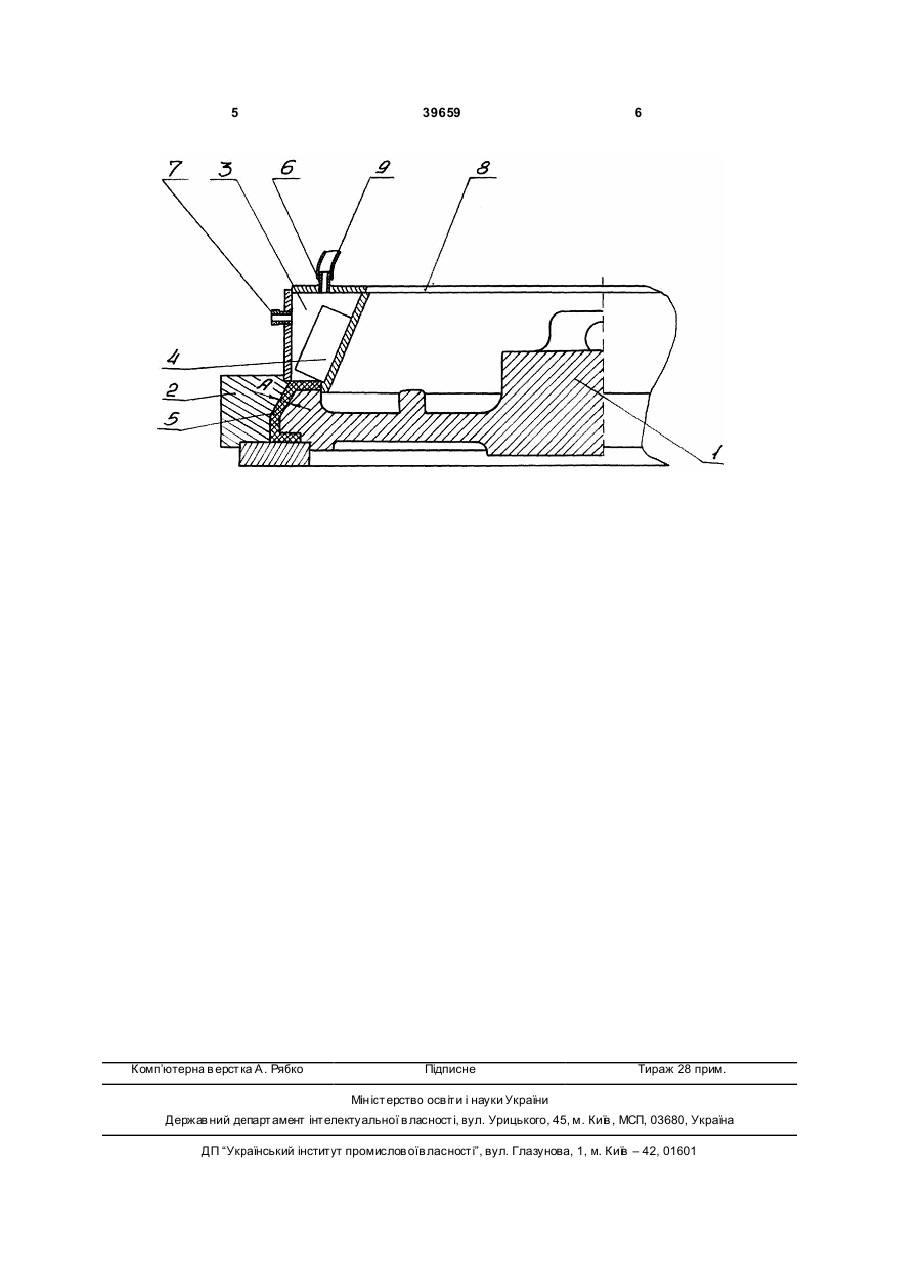
1. Спосіб наплавлення деталей, який включає установлення з зазором на тверду сталеву заготовку форми-контейнера, яку виконують з наплавною порожниною і здійснюють її герметизацію, який відрізняється тим, що герметизацію наплавної порожнини форми-контейнера, яку обладнують ввідною і вивідною трубками, виконують за допомогою аргону, який подають під тиском через ввідну тр убку, яку після контролю герметизації глушать і обварюють по периметру. 3 39659 ня, за рахунок створення нейтральної атмосфери в наплавній порожнині і виключення проникнення до неї газів із атмосфери печі, досягаються підвищення якості наплавленого шару і міцності його сплавлення з основним металом. Поставлена задача досягається тим, що в способі наплавлення деталей, який включає установлення з зазором на тверду сталеву заготовку форми-контейнера, яку виконують з наплавною порожниною і здійснюють її герметизацію, згідно з корисною моделлю герметизацію наплавної порожнини форми-контейнера, яку обладнують ввідною і вивідною трубками, виконують за допомогою аргону, який подають під тиском через ввідну трубку, яку після контролю герметизації глушать і обварюють по периметру. Причому в зазор, між формою-контейнером і заготовкою, розміщують матеріал, що наплавляють, в якості якого використовують реліт, а в наплавній порожнині розміщують сплав-зв'язку, в якості якого використовують мельхіор. Наплавну порожнину перед наплавленням продувають аргоном через ввідну тр убку, при цьому отвір вивідної тр убки залишають відкритим. Крім того наплавну порожнину перед наплавленням закачують аргоном через ввідну тр убку, а отвір вивідної трубки глушать за допомогою заглушки, яку потім обварюють по периметру, після чого здійснюють контроль зварених швів формиконтейнера, а отвір ввідної трубки також глушать і обварюють по периметру. Причинно-наслідковий зв'язок між сукупністю істотних ознак і результатом, що досягається, полягає у наступному. Завдяки тому, що у запропонованому способі наплавлення, герметизацію наплавної порожнини форми-контейнера здійснюють за допомогою аргону, який подають під тиском, в ній створюється нейтральна атмосфера, в зв'язку з тим, що аргон є нейтральним газом, нерозчинним у сталі і має велику молекулярну масу в порівнянні з повітрям. Крім того даний спосіб наплавлення виключає проникнення в наплавну порожнину газів із атмосфери печі, а також дозволяє здійснити 100%-й контроль зварених з'єднань форми-контейнера. А це, підвищує якість наплавленого шару і міцність його сплавлення з основним металом. Запропонований спосіб пояснюється кресленням. На сталеву заготовку 1 установлюють формуконтейнер 2 з зазором А, що дорівнює заданій товщині шар у, який наплавляють. В наплавній порожнині 3 форми-контейнера 2 розміщують сплавзв'язку 4, а в зазорі А матеріал 5, що наплавляють. Наплавну порожнину 3 обладнують ввідною трубкою 6 і вивідною трубкою 7. При цьому ввідну трубку 6 установлюють на кришці 8 формиконтейнера 2 і обладнують шлангом 9 підведення аргону, який подають в наплавну порожнину 3 під тиском, здійснюючи цим її герметизацію. Перед закачуванням наплавної порожнини 3 аргоном здійснюють її не менш трикратне продування че 4 рез ввідну трубку 6, при цьому отвір вивідної трубки 7 залишають відкритим. В процесі підготовки форми-контейнера 2 під наплавлення здійснюють контроль зварених з'єднань відомими методами, який також здійснюють після закладення сплавузв'язки 4 і матеріалу 5, що наплавляють, в наплавну порожнину 3 і після приварювання верхньої кришки 8. При цьому в наплавну порожнину 3 перед наплавленням закачують під тиском аргон через ввідну тр убку 6, а отвір вивідної тр убки 7 глушать за допомогою заглушки, яку потім обварюють по периметру, після чого здійснюють контроль зварених швів форми-контейнера 2 і отвір ввідної тр убки 6, також глушать і обварюють по периметру. Підготовлен у таким чином формуконтейнер 2, наплавна порожнина 3 якої заповнена під тиском нейтральним газом аргоном, поміщують у піч і нагрівають у ній до температури розплавлення сплаву-зв'язки 4. Приклад Запропонованим способом наплавляють сталеву заготовку, наприклад, таріль газоущільнювального клапана доменної печі. Для цього виконують збирання-зварювання форми-контейнера, яку установлюють з зазором на сталеву заготовку, і яка виконана з наплавною порожниною. Після чого здійснюють контроль зварених швів, наприклад, гасовою пробою. Далі засипають у зазор матеріал, що наплавляють, в якості якого використовують реліт і закладають у наплавну порожнину сплавзв'язку, в якості якого використовують мельхіор в вигляді брикетів, потім установлюють і приварюють верхню кришку з ввідною трубкою. Закачування аргону в наплавну порожнину здійснюють під тиском 1,5-2атм., при цьому з неї витісняється повітря через вивідну трубку. Після не менш трикратного повторення операції продування аргоном, отвір вивідної трубки глушать за допомогою заглушки, і обварюють по периметру. Через ввідну трубку здійснюють закачування аргону в наплавну порожнину до тиску в неї 1-1,5атм. і потім здійснюють контроль зварених швів приварки верхньої кришки і вивідної трубки з заглушкою, обмазуючи їх щіткою, яку змочують індикаторним розчином. Виявлені течі обробляють механічним шляхом. Після, чого підіймають тиск аргону до 2-3атм. і перевіряють щільність швів повторно. При позитивних результата х випробування знімають шланг підведення аргону з ввідної трубки і одразу проводять установлення заглушки і її приварку. Підготовлену таким чином форму-контейнер з заготовкою розташовують у печі і нагрівають в ній до температури, яка перевищує температуру наплавлення сплаву-зв'язки, мельхіору. В процесі нагрівання розплавлений мельхіор стікає, по зазору униз і просочує реліт, матеріал, що наплавляється. Після просочування форму-контейнер охолоджують до затвердіння мельхіору, зрізують кришку і витягують наплавлену заготовку, таріль газоущільнювального клапана доменної печі. 5 Комп’ютерна в ерстка А. Рябко 39659 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hard-facing of components
Автори англійськоюZarechenskyi Denys Oleksandrovych, Vorobiov Volodymyr Viktorovych
Назва патенту російськоюСпособ наплавки деталей
Автори російськоюЗареченский Денис Александрович, Воробьев Владимир Викторович
МПК / Мітки
МПК: B22D 19/08
Мітки: спосіб, деталей, наплавлення
Код посилання
<a href="https://ua.patents.su/3-39659-sposib-naplavlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення деталей</a>
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми

Номер патенту: 66116
Опубліковано: 15.04.2004
Автори: Лашко Анатолій Дмитрович, Сосюра Олег Миколайович, Войтенко Володимир Федорович, Мархай Володимир Вікторович, Ліпісій Віталій Іванович, Максименко Анатолій Вікторович
МПК: B23K 31/00, B23K 9/04
Мітки: форми, плоскою, спосіб, деталей, наплавлення, кільцевої, поверхнею, круглої
Формула / Реферат:
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальній площині, при якому здійснюють відносне обертання деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, який відрізняється тим, що наплавлення здійснюється у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, при цьому кутову...
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей
Номер патенту: 34440
Опубліковано: 11.08.2008
Автори: Жулай Олександр Юрійович, Бобрицький Віталій Миколайович, Лисенко Сергій Володимирович, Кузик Олександр Володимирович, Молчан Ігор Павлович, Аулін Віктор Васильович
МПК: B23K 9/04
Мітки: порожнистих, спосіб, небазових, наплавлення, деталей, чавунних, циліндричних, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей, при якому спрацьовані поверхні поетапно наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траєкторії із частковим переплавленням суміжних валиків, причому зону наплавлення захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи його під гострим кутом до електрода, який відрізняється тим, що потік кисню...
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B23K 9/04, B22D 19/00
Мітки: деталей, електродом, спосіб, сталей, плавким, наплавлення, вуглецевих
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Фастовець Павло Миколайович, Тивончук Петро Опанасович
МПК: B23K 9/04
Мітки: деталей, сталей, наплавлення, вуглецевих, спосіб
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Пристрій для наплавлення деталей
Номер патенту: 4839
Опубліковано: 15.02.2005
Автори: Грибачов Михайло Васильович, Яблоков Володимир Васильович, Фетісов Сергій Валерійович
Мітки: пристрій, наплавлення, деталей
Формула / Реферат:
Пристрій для наплавлення деталей, що містить привід, два додаткових вали, виконаних ідентично валу, що наплавляється, і ланцюгову передачу з передаточним числом 1, що зв'язує вали між собою і з приводом, який відрізняється тим, що оснащений механізмом фіксації вала, що наплавляється, відносно додаткових валів, привід з'єднаний з додатковими валами незалежно від вала, що наплавляється, з'єднання якого з ланцюговою передачею виконано з...
Попередній патент: Відкритий безпечний розбірний плаваючий басейн з пляжем на воді
Наступний патент: Спосіб бальзамування анатомічних препаратів
Випадковий патент: Спосіб регенерації відпрацьованого каталізатора конверсії оксиду вуглецю або синтезу метанолу