Спосіб електродугового зварювання стикових швів
Номер патенту: 54854
Опубліковано: 17.03.2003
Автори: Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Щетинін Сергій Вікторович, Кривоклуб Віктор Степанович, Білосточний Василь Володимирович

Формула / Реферат
Спосіб електродугового зварювання стикових швів із установленими на початку і кінці шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва відповідно до виразу:
R=(0,7-0,8)ВШ, мм,
де ВШ - ширина зварного шва, мм.
Текст
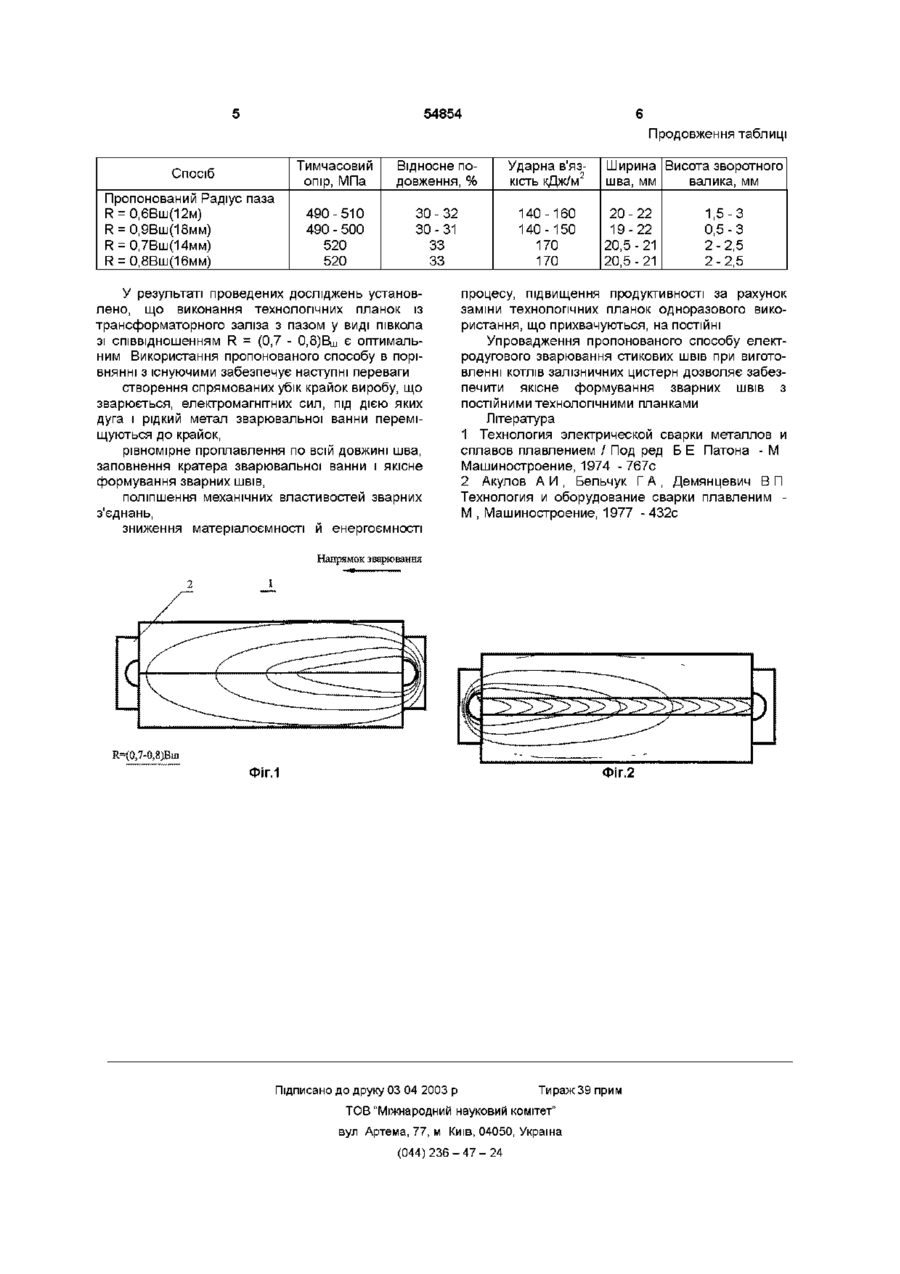
Спосіб електродугового зварювання стикових швів із установленими на початку і КІНЦІ шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва Винахід відноситься до області електродугового зварювання стикових швів і може бути використано при виготовленні котлів залізничних цистерн, прямошовних труб для нафто- і газопровідних магістралей, у нафтохімічному і важкому машинобудуванні При електродуговому зварюванні стикових швів на початку шва глибина проплавлення менше, а наприкінці шва утворюється незаповнений рідким металом кратер зварювальної ванни Всі існуючі способи забезпечення рівномірного проплавлення по всій довжині етика і якісного формування швів засновані на механічному чи електричному впливі Відомий спосіб електродугового зварювання стикових швів [1], при якому для рівномірного проплавлення і якісного формування швів по всій довжині змінюють електричну схему процесу На початку збуджується дуга при нерухомому автоматі Після занурення дуги починається рух автомата уздовж етика зі швидкістю зварювання Наприкінці шва на початку зупиняється автомат, а дуга продовжує горіти до повного заповнення кратера Однак зміна електричної схеми не забезпечує якісного формування швів, так як може привести до витікання рідкого металу із зварювальної ванни Відомий узятий за прототип спосіб електродугового зварювання стикових швів [2], при якому для забезпечення рівномірного проплавлення по всій довжині етика і якісного формування швів зварювання виробляється з технологічними план ками, установлюваними на початку і КІНЦІ шва Перед зварюванням технологічні планки прихвачують на початку і КІНЦІ стику Зварювання починають і закінчують на технологічних планках для виведення початку шва і кратера за межі виробу, що зварюється Після зварювання технологічні планки зрізують, і зачищають місця прихватки шлифмашинкой Однак це не забезпечує якісне формування швів і високі механічні властивості, збільшує витрати металу, підвищує енергоємність, матеріалоємність, трудомісткість і собівартість продукції В основу винаходу поставлена задача розробити спосіб електродугового зварювання стикових швів, у якому використання нових умов здійснення дій дозволить підвищити механічні властивості і якість формування зварних швів Поставлена задача зважується за рахунок того, що при електродуговому зварюванні стикових швів із установленими на початку і КІНЦІ шва в безпосередньому контакті технологічними планками ВІДПОВІДНО до винаходу технологічні планки не прихватують і виконують із трансформаторного заліза з пазом у виді півкола, а величину радіуса встановлюють у залежності від ширини шва ВІДПО ВІДПОВІДНО до виразу R=(0,7-0,8)Bm1 MM, де Вш - ширина зварного шва, мм ВІДНО до вираження R= (0,7-0,8)В ш , мм, де Вш - ширина зварного шва, мм Виконання технологічних планок із трансформаторного заліза з пазом у виді півкола в пропонованому співвідношенні з шириною зварного шва забезпечує створення спрямованих убік крайок ю 00 ю 54854 виробу, що зварюється, електромагнітних сил зварювального контуру і підвищення механічних властивостей і якості формування швів при електродуговому зварюванні стикових швів Це є результатом того, що нерівномірне по глибині проплавлення і неякісне формування при зварюванні стикових швів є результатом магнітного дуття При порушенні дуги на крайках силові лінії електромагнітного поля концентруються в області крайок, позад дуги, прагнучи пройти через метал виробу, що володіє великою магнітною проникністю Тому на початку зварювання шва дуга під дією електромагнітного поля зварювального контуру відхиляється вперед, убік меншого магнітного поля і феромагнітної маси, тому глибина проплавлення зменшується Аналогічно наприкінці шва силові лінії електромагнітного поля зварювального струму, прагнучи пройти через метал виробу, що володіє великою магнітною проникністю, концентруються перед дуги, в області крайок металу Під дією електромагнітного поля зварювального струму наприкінці шва дуга відхиляється назад убік меншого магнітного поля і феромагнітної маси до обриву, і рідкий метал відкидається з крайок виробу, що приводить до утворення незаповненого рідким металом кратера зварювальної ванни Тому для забезпечення якісного формування зварних швів при електродуговому зварюванні необхідно регулювати електромагнітне поле зварювального струму При розташуванні на початку і КІНЦІ шва феромагнітних планок, виконаних із трансформаторного заліза з пазом у заявленому співвідношенні, силові лінії електромагнітного поля зварювального струму замикаються в обпадаючому великою магнітною проникністю трансформаторному залізі У пазу електромагнітне поле зменшується до нуля, і дуга відхиляється убік меншого поля до крайок, що забезпечує збільшення часу існування дуги в області крайок виробу, аналогічний ЗМІНІ електричної схеми процесу зварювання, рівномірне проплавлення, заповнення кратера зварювальної ванни і якісне формування швів Пропонований винахід заснований на ефективному способі впливу на дугу і рідкий метал зварювальної ванни за рахунок зміни напрямку електромагнітних сил і електромагнітного тиску поля зварювального струму шляхом розташування на початку і КІНЦІ шва без прихватки виконаних із трансформаторного заліза технологічних планок з пазом в області шва Отже, даний спосіб виявляє свої особливості створення спрямованих убік крайок електромагнітних сил і електромагнітного тиску тільки за певних умов, а саме, при виконанні технологічних планок із трансформаторного заліза з пазом у виді півкола, радіус якого встановлюють у залежності від ширини шва R= (0,7-0,8)В ш , мм, Виходить, ці умови є істотними А розташування на початку і КІНЦІ шва технологічних планок із трансформаторного заліза з пазом у заявленій закономірності, забезпечує рівномірне проплавлення по всій довжині етика і якісне формування зварних швів при електродуговому зварюванні стикових швів При виконанні технологічних планок із трансформаторного заліза з пазом менше 0,7Вш ширини шва силові лінії електромагнітного поля концентруються у феромагнетике, і дуга відхиляється в сторону крайок Однак можливе приварювання планок до металу, що зварюється Це приводить до необхідності заміни технологічних планок і збільшенню витрати металу При виконанні технологічних планок із трансформаторного заліза з пазом більше 0,8Вш ширини шва ні всі силові лінії концентруються у феромагнетике, тому дуга менше відхиляється убік крайок виробу У результаті зменшується час існування дуги в області крайок виробу і глибина проплавлення При зварюванні наприкінці шва внаслідок недостатнього часу існування дуги в області крайок виробу не забезпечується повне заповнення кратера зварювальної ванни і якісне формування стикових швів Спосіб електродугового зварювання стикових швів пояснюється фіг 1 і фіг 2, де представлена схема здійснення способу Зібране полотнище (1) задають на зварювальний стенд На початку і КІНЦІ стику в безпосередньому контакті, без прихватки, установлюють технологічні планки (2) (див фиг 1), виконані з трансформаторного заліза з пазом у заявленому співвідношенні від ширини шва R= (0,7-0,8)В ш , мм, Електрод закорочують на крайці виробу, що зварюється, засинають флюсом, і починають процес електродугового зварювання Наприкінці шва процес зварювання закінчується на крайці виробу (див фіг 2) Приклад Вироблялося електродугове, одностороннє зварювання котлів залізничної цистерни зі сталі 09Г2С із товщиною стінки 9мм На початку і КІНЦІ стику в безпосередньому контакті з виробом, без прихватки, розташовували технологічні планки з трансформаторного заліза з пазом у виді півкола різних радіусів Як джерело живлення використовували випрямляч ВМГ 5000 Автоматичне зварювання вироблялося електродом, що складається з двох дротових СвО8Г2С діаметром 4мм і стрічкового СтО8Кп перетином 0,5 х 45мм, на режимі величина струму 2000 - 2100А, напруга на дузі 27 29В, швидкість зварювання 75м/ч Зварювання вироблялося під склоподібним флюсом АН348АМ, що використовували і у флюсовій подушці Результати проведених досліджень впливу радіуса паза на якість формування зварних швів представлені в таблиці Таблиця Спосіб Тимчасовий опір, МПа Відносне подовження, % Ударна в'язкість кДж/м2 Відомий з технологічними планками, що прихвачують 480 - 500 29-30 120-140 Ширина Висота зворотного шва, мм валика, мм 17-22 0-4 54854 Продовження таблиці Тимчасовий опір, МПа Відносне подовження, % Ударна в'язкість кДж/м2 490-510 490 - 500 520 520 30-32 30-31 33 33 140-160 140-150 170 170 Ширина Висота зворотного шва, мм валика, мм Пропонований Радіус паза R = 0,6BLU(12M) R = 0,9Вш(18мм) R = 0,7Вш(14мм) R = 0,8Вш(16мм) У результаті проведених досліджень установлено, що виконання технологічних планок із трансформаторного заліза з пазом у виді півкола зі співвідношенням R = (0,7 - 0,8)Вш є оптимальним Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги створення спрямованих убік крайок виробу, що зварюється, електромагнітних сил, під дією яких дуга і рідкий метал зварювальної ванни переміщуються до крайок, рівномірне проплавлення по всій довжині шва, заповнення кратера зварювальної ванни і якісне формування зварних швів, поліпшення механічних властивостей зварних з'єднань, зниження матеріалоємності й енергоємності 20-22 19-22 20,5 - 21 20,5 - 21 1,5-3 0,5-3 2-2,5 2-2,5 процесу, підвищення продуктивності за рахунок заміни технологічних планок одноразового використання, що прихвачуються, на ПОСТІЙНІ Упровадження пропонованого способу електродугового зварювання стикових швів при виготовленні котлів залізничних цистерн дозволяє забезпечити якісне формування зварних швів з постійними технологічними планками Література 1 Технология электрической сварки металлов и сплавов плавлением / Под ред Б Е Патона - М Машиностроение, 1974 -767с 2 Акулов А И , Бельчук Г А , Демянцевич В П Технология и оборудование сварки плавленим М , Машиностроение, 1977 - 432с И=(0,7-0,8)Вш ФІГ.1 Фіг.2 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electric arc welding of weld joints
Автори англійськоюSchetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Shebanyts Eduard Mykolaiovych, Bilostochnyi Vasyl Volodymyrovych
Назва патенту російськоюСпособ электродуговой сварки стыковых швов
Автори російськоюЩетинин Сергей Викторович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Белосточный Василий Владимирович
МПК / Мітки
МПК: B23K 9/18
Мітки: стикових, електродугового, швів, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/3-54854-sposib-elektrodugovogo-zvaryuvannya-stikovikh-shviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового зварювання стикових швів</a>
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Білосточний Василь Володимирович, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Кривоклуб Віктор Степанович, Шебаніц Едуард Миколайович
МПК: B23K 9/18
Мітки: зварювання, електродугового, одностороннього, труб, спосіб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: електродугового, спосіб, зварювання
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Стержень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 16.12.2002
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: зварювання, електрода, електродугового, стержень
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Стенд для автоматичного зварювання подовжніх кутових швів, переважно корпусів прогінних балок електромостового крана
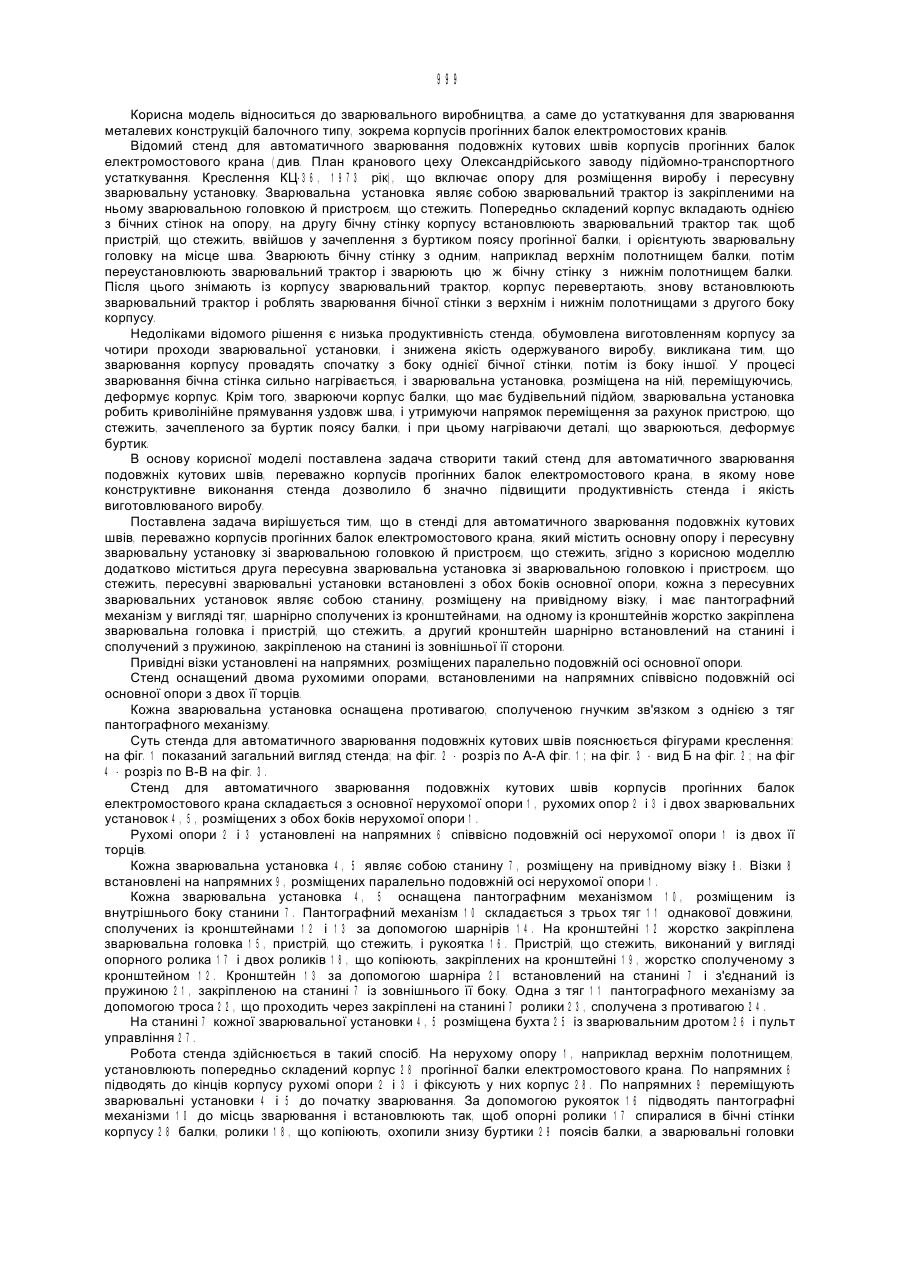
Номер патенту: 999
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00
Мітки: балок, електромостового, зварювання, автоматичного, кутових, крана, корпусів, стенд, подовжніх, переважно, швів, прогінних
Формула / Реферат:
1. Стенд для автоматичного зварювання подовжніх кутових швів, переважно корпусів прогінних балок електромостового крана, який містить основну опору і пересувну зварювальну установку зі зварювальною головкою й пристроєм, що стежить, який відрізняється тим, що він додатково оснащений другою пересувною зварювальною установкою зі зварювальною головкою і пристроєм, що стежить, пересувні зварювальні установки встановлені з обох боків основної...
Спосіб електродугового зварювання
Номер патенту: 4850
Опубліковано: 28.12.1994
Автори: Демченко Юрій Володимирович, Новікова Діна Пантелеївна, Веселов Валентин Арсентьович, Асніс Аркадій Юхимович, Іващенко Георгій Антонович, Гутман Лія Миронівна
МПК: B23K 9/16
Мітки: електродугового, спосіб, зварювання
Формула / Реферат:
Способ электродуговой сварки, преимущественно низколегированных сталей, включающий переплавление свариваемых кромок неплавящимся электродом в аргоне и их последующую сварку, при которой частично переплавляют переплавленный ранее слой, отличающийся тем, что, с целью повышения качества и коррозионной стойкости сварных соединений, скорость истечения аргона при переплавлении кромок выбирают из соотношения Qn =...
Попередній патент: Спосіб електромагнітного зварювання
Наступний патент: Спосіб запобігання фретинг-корозії
Випадковий патент: Спосіб виробництва кисломолочного продукту типу сметани