Склад електродного покриття
Номер патенту: 26651
Опубліковано: 12.11.1999

Формула / Реферат
Состав электродного покрытия, содержащий титансодержащий компонент, ферромарганец, соду и сухой остаток калиево-натриевого силиката, отличающийся тем, что в качестве титансодержащего компонента он содержит рутиловый или ильменитовый концентрат и дополнительно содержит мергель, цеолит, ферросилиций, гематит и компонент, выбранный из группы: каолин, бентонит, огнеупорная глина, при следующем соотношении компонентов, мас.%:
Титансодержащий компонент, выбранный из группы: Рутиловый концентрат, ильменитовый концентрат 21 - 53,5
Гематит
4 - 10
Мергель
15 - 25
Цеолит
5 - 15
Ферромарганец
10 - 20
Ферросилиций
1 - 5
Сода
0,5 - 2
Компонент, выбранный из группы:
Каолин, бентонит, огнеупорная глина
2 - 6
Сухой остаток калиево-натриевого силиката
9 - 12
Текст
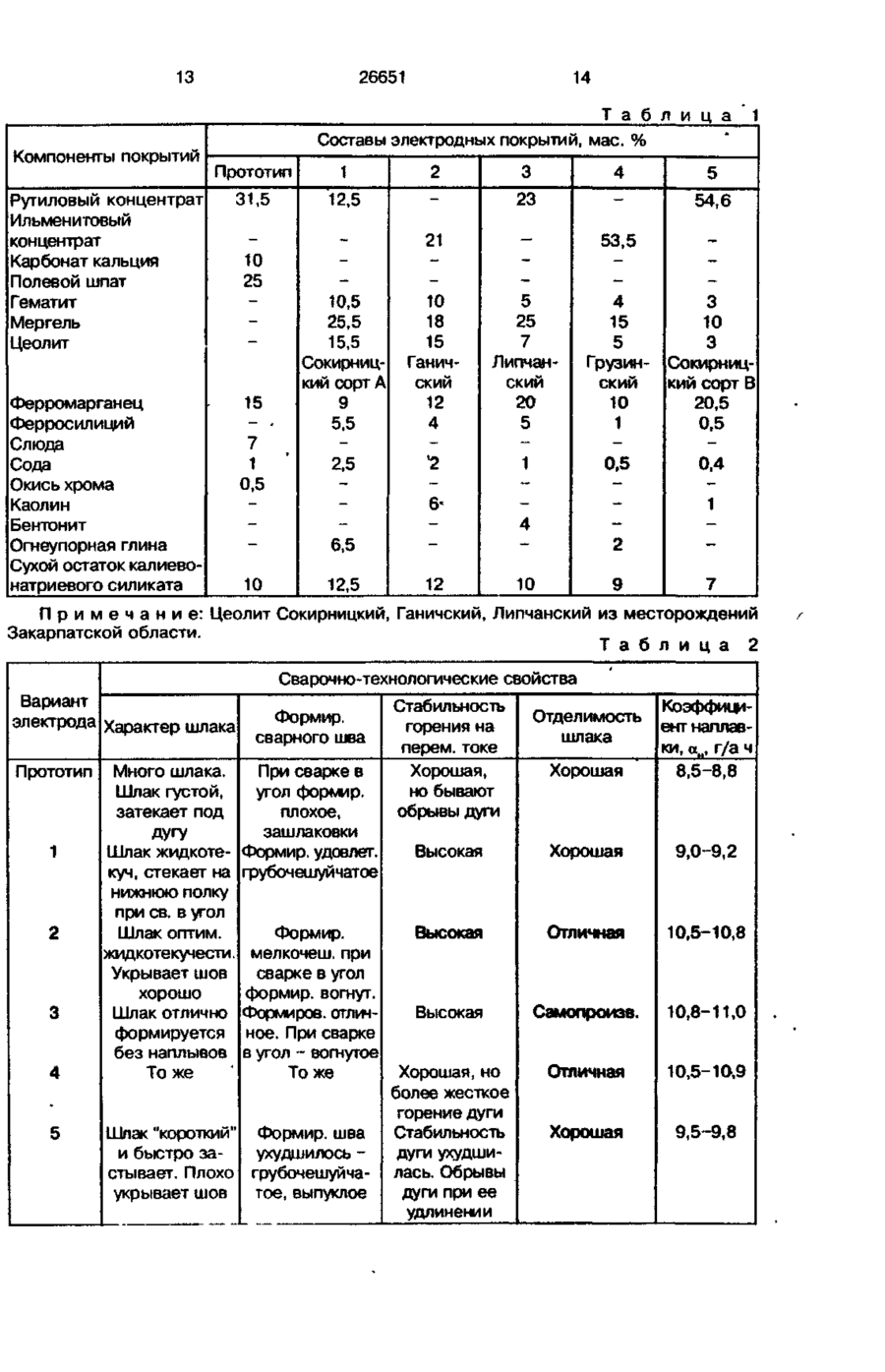
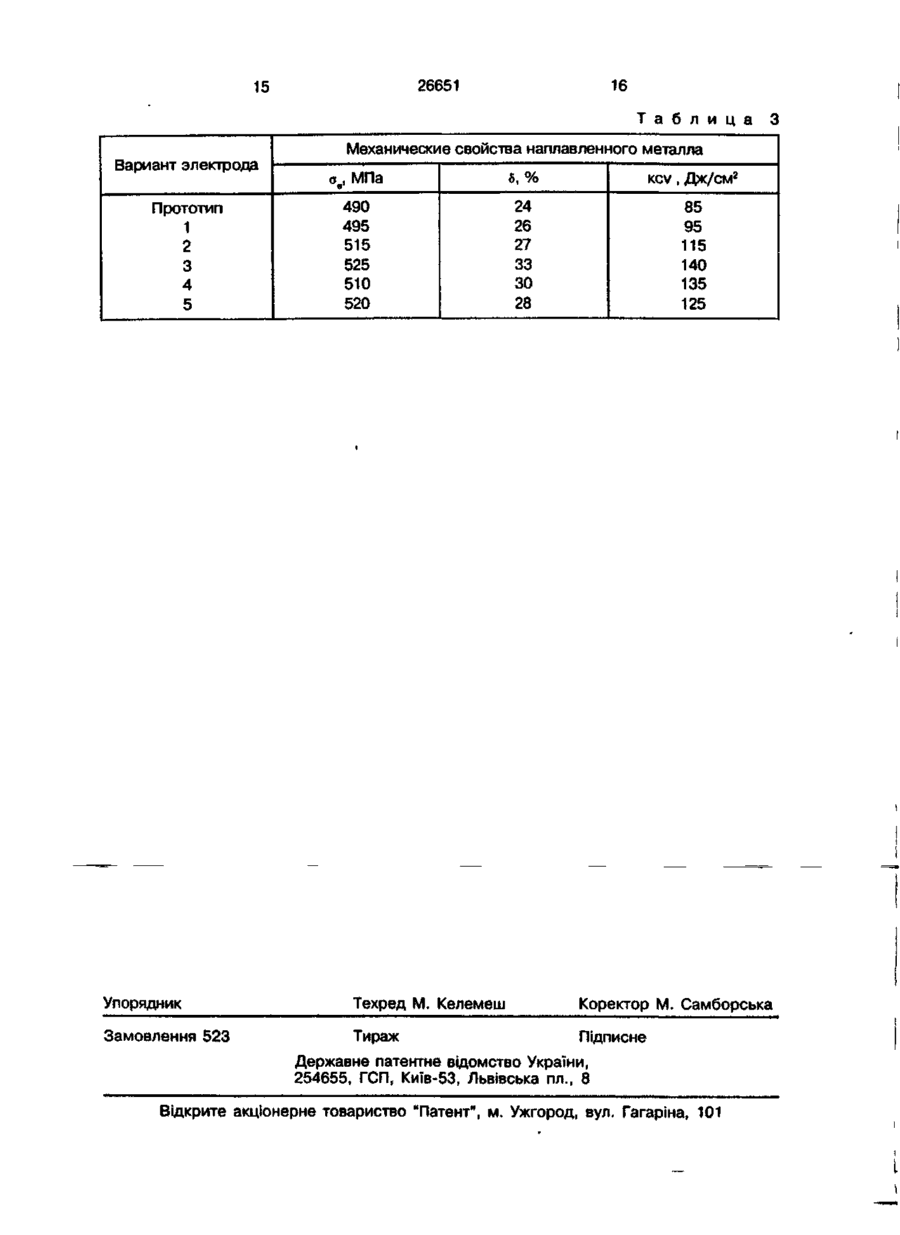
Состав электродного покрытия, содержащий титансодержащий компонент, ферромарганец, соду и сухой остаток калиево-натриевого силиката, о т л и ч а ю щ и й с я тем, что в качестве титансодержащего компонента он содержит рутиловый или ильменитовый концентрат и дополнительно содержит мергель, цеолит, ферросилиций, гематит и компонент, выб Изобретение относится к области сварки, & частности к составам электродных покрытий, применяемых для сварки малоуглеродистых и низколегированных сталей. В сварочном производстве широко известны составы рутиловых, рутилкарбонатных и рутилалюмосиликатных покрытий, например, электродов марок МР3, АНО-4, ОЗС-4 и др. [Электроды для дуговой сварки и наплавки. Каталог. Наукова думка. Киев. 1967], а также составы по' авторским свидетельствам СССР № 621514, кл. В 23 К 35/365, 1978, № 967753, кл. В 23 К 35/365, 1982, содержащие рутиловый и ильменитовый концентрат, мрамор, полевой шпат, ферромарганец, слюду, соду, целлюлозу, магнезит нат ранный из группы: каолин, бентонит, огнеупорная глина, при следующем соотношении компонентов, мае %: Титансодержащий компонент, выбранный из группы: Рутиловый концентрат, ильменитовый концентрат 21-53,5 Гематит 4-10 Мергель 15-25 Цеолит 5-15 Ферромарганец 10-20 Ферросилиций 1-5 Сода ' 0,5-2 Компонент, выбранный из группы: Каолин, бентонит, огнеупорная глина 2-6 Сухой остаток калиевонатриевого силиката 9-12 риево-калиевый силикат и другие компоненты. Недостатком указанных электродов является их недостаточная технологичность при сварке угловых и тавровых соединений из-за большого количества выделяющихся при сварке шлаков, сравнительно низкая производительность и пластичность наплавленного металла. Кроме того выделение большого количества дыма, образующегося при сгорании органических ингредиентов приводит к ухудшению экологии. Наиболее близким по составу компонентов к заявляемому и взятое в качестве прототипа является электродное покрытие [1], содержащее следующие компоненты, мас.%: O О О 26651 Карбонат кальция 6-13 Полевой шпат 20-35 10-20 Ферромарганец Слюда 4-Ю Сода 0,5-2 Окись хрома 0,3-0,65 Рутиловый концентрат Остальное В качестве связующего применяется калиево-натриевый силикат в виде жидкого стекла, которое добавляется из расчета 8-12% сухого остатка от веса сухой шихты. Электродное покрытие рутилалюмосиликатного типа, предназначено для изготовления сварочных электродов, применяемых при сварке малоуглеродистых и низколегированных сталей. Недостатком аналогичных электродов, в том числе и прототипа, является большое количество выделяющегося в процессе сварки шлака, затрудняющего сварку тавровых и угловых соединений, плохая отделимость шлака при сварке тонкого металла, тавровых соединений и в узкую разделку, низкий коэффициент наплавки - порядка 8-8,5 г/а ч, низкие пластические свойства наплавленного металла и ударная вязкость, особенно при низких температурах. Основными причинами, по которым в аналогах и прототипе невозможно получить технический результат, достигаемый изобретением, является несовершенная газошлаковая система электродов, обладающая повышенной жидкотекучестью, недостаточной окислительной способностью, содержание органических газообразующих веществ, что приводит к повышенному содержанию газов и особенно водорода в наплавленном металле. Технической задачей данного изобретения является создание электрода для сварки малоуглеродистых и низколегированных сталей с повышенными сварочнотехнологическими свойствами, высокой производительностью и пластическими характеристиками наплавленного металла обеспечиваемыми за счет изменения шлаковой и газовой систем защиты металла шва компонентами электродного покрытия. Поставленная задача достигается тем, что для оптимизации газошлаковой системы покрытия в его состав, содержащий рутиловый концентрат, ферромарганец, соду и сухой остаток калиево-натриевого силиката дополнительно вводят ильменитовый концентрат, мергель, цеолит, ферросилиций, гематит и компонент, выбранный из группы: каолин, бентонит, огнеупорная глина, при следующем соотношении компонентов покрытия, мас.%: 5 10 15' 20 25 30 35 40 45 Компонент, выбранный из группы: Рутиловый концентрат, ильменитовый концентрат 21-53,5 Гематит 4-10 Мергель 15-25 Цеолит 5-15 Ферромарганец 10-20 Ферросилиций 1-5 Сода 0,5-2 Компонент, выбранный из группы: Каолин, бентонит, огнеупорная глина 2-6 Сухой остаток калиевонатриевого силиката 9-12 Новым, по сравнению с прототипом, является введение в состав покрытия ильменитового концентрата 21-53,5%, мергеля 15-25%, гематита 4-10%, цеолита 5-15%, ферросилиция 1-5% и 2-6% компонента', выбранного из группы: каолин, бентонит, огнеупорная глина, а также общее соотношение и сочетание всех компонентов покрытия. Существенность отличий заявляемого состава заключается в неизвестности использования в нем цеолита в качестве компонента электродного покрытия, применяемого для сварки малоуглеродистых и низколегированных сталей. Цеолит вводится в состав покрытия в количестве 5-15% и представляет собой минерал, состоящий из водного алюмосиликата кальция и натрия. Наиболее распространенными в природе цеолитами являются клиноптилолит и морденит. На Украине огромные залежи природного клиноптилолита и морденита (около 1 млрд. тонн) разведаны в Закарпатье и Крыму. Известны также месторождения цеолита, Грузинское, Кемеровское, Читинское, Красноярское. Типичная оксидная формула цеолита: (Na2K_Ca)O • ALO. • 10SKX, • 8КО. Известно применение цеолита в качестве "молекулярных сит" и адсорбента с исключительно высокой избирательной способностью. В промышленности цеолит при50 меняют для умягчения воды [Словарь химических терминов - М.: Просвещение 1971. - С.195]. Для исследований применялся природный цеолит Сокирницкий по сортам 55 А.Б.В, Ганичский и Липчанский Закарпатского месторождения, выпускаемый в виде щебня и песка дробленого по техническим условиям ТУ 21 УССР 485 90 ОПО "Закарпатнерудпром", а также цеолит природный, добываемый в Грузии и выпус 26651 каемый по ТУ 113-12-80-86, ТУ 113-12127-82, ТУ 113-12-103-87 и используемый в тепличном хозяйстве, для осушки газов и жидкостей, для процессов нефтепереработки и нефтехимии. Использование 5 цеолита различных месторождений показало его полную взаимозаменяемость для целей электродного покрытия, а незначительные отличия по химическому составу не оказывают заметного влияния на сва- 10 рочно-технологические свойства сварочных электродов. Таким образом, для применения в электродных покрытиях пригодны все разновидности природных цео- ' литов. 15 Использование цеолита в составе электродного покрытия для сварки малоуглеродистых и низколегированных ста-. лей неизвестно и дает новый технологический эффект - комплексное введение 20 .водных алюмосиликатов кальция и натрия, что обеспечивает повышение сварочно-технологических свойств электродов, в частности улучшает отделимость шлака, увеличивает мощность сварочной дуги и 25 скорость плавления электрода, а также обеспечивает необходимую вязкость шлака и повышает стойкость электродов против парообразования в металле шва. Действие цеолита при другой сварке ста- 30 ли сводится к следующему: в процессе нагрева цеолита в сварочной дуге в диапазоне 200-1100°С происходит выделение имеющейся в его структуре кристаллизационной воды, что позволяет надеж- 35 но вводить необходимое количество водорода и паров воды в зону дуги. Повышение парционального давления водорода и нагрев воды в дуге способствует более интенсивной адсорбции водорода капля- 4 0 ми электродного металла и высокотемпературной областью ванны. ных по типу каркасной структуры, что обеспечивает повышение вязкости шлака и, как следствие, улучшение формирования сварных швов. Кроме того, наличие в составе цеолита большого количества кремнезема (SiO2) способствует повышению напряжения сварочной дуги, что в свою очередь повышает скорость плавления электрода, мощность дуги и производительность наплавки. Содержание в покрытии цеолита изменяет, также коэффициент термического расширения образующегося шлака, что приводит к его самопроизвольному отслаиванию в процессе сварного шва Содержание в цеолите окислов щелочных металлов Кр и Na 2 O снижает потенциал ионизации дуги, способствует повышению стабильности горения на переменном токе. Введение цеолита в количестве менее 5% не обеспечивает необходимой вязкости расплавленного шлака, что ухудшает формирование сварного шва, снижается производительность наплавки, повышается склонность к порообразова-. нию сварных швов, ухудшается стабильность горения дуги. При введении цеолита в количестве более 15% увеличивается количество образующегося шлака, что ухудшает сварочно-технологические свойства электродов, особенно при сварке угловых и тавровых соединений, повышенная мощность сварочной дуги приводит к разбрызгиванию электродного металла. Использование цеолита в качестве компонента электродного покрытия неизвестно и открывает широкие возможности по замене традиционных компонентов кварцевого песка, полевого шпата, слюды, талька и т.п. одним универсальным комплексным компонентом, обладающим всем комплексом необходимых свойств. Мергель вводится в состав покрытия в При введении необходимого количестколичестве 15-25% и представляет собой ва влаги, а также карбонатов цеолит снижает в значительной мере восстановле- 45 осадочную глинисто-карбонатную горную породу, содержащую 5 0 - 7 0 % карбонатние кремнезема покрытия и переход кремных минералов (кальцита, доломита) и 2 5 ния в металл шва. 50% глинистых минералов. Известно приПовышение концентрации водорода и менение мергеля для производства цеснижение содержания кремния в ванне интенсифицирует процесс выделения га- 50 мента. зов и обеспечивает удаление значительВведение мергеля в данную систему ных количеств водорода мз областей ванэлектродного покрытия обеспечивает компны, имеющей температуру, значительно лексное введение карбонатов и алюмосипревышающую температуру начала кристаллизации. Таким образом, использова- 55 ликатов, что обеспечивает повышение сварочно-технологических свойств электроние цеолита в составе электродного покдов, в частности улучшение газовой зарытия снижает склонность швов к водощиты металла шва, отделимости шлакородной пористости. В процессе плавлевой корки и стабильности горения дуги на ния цеолита образуется шлак на основе переменном токе. силикатов и алюмосиликатов построен 26651 В процессе нагрева мергеля в сварочной дуге происходит его ступенчатая диссоциация в две стадии, при температуре ~ 500°С и ~ 900°С с выделением углекислого газа по реакциям: 5 СаСО. СаО+СО2Т MgCO, -» MgO+CO2T что обеспечивает стабильную газовую защиту сварочной ванны в интервале температур 500-1500°С и, как следствие, повышение механических свойств сварных соединений. Кроме того, образующиеся при диссоциации мергеля основные окислы СаО и МдО повышают основность шлака и способствуют рафинированию металла шва, а также улучшают отделимость шлака. Содержащийся в мергеле алюмосиликат в сочетании с основными окислами обеспечивает получение оптимальной вязкости шлака, способствующего мелкочешуйчатому, вогнутому формированию тавровых и угловых швов. Содержание в мергеле окислов щелочных металлов К2О и Na2O способствует повышению стабильности горения дуги на переменном токе. Введение мергеля в количестве менее 15% ухудшает формирование сварных швов снижает стабильность горения дуги, ухудшает газовую защиту металла шва и, как следствие, ухудшает механические свойства наплавленного металла. Введение мергеля в количестве более 25% приводит к повышению основности покрытия, что повышает склонность металла шва к порообразованию, повышается тугоплавкость покрытия, а также ухудшается формирование сварных швов, так как шлак становится более "коротким". Гематит представляет собой рудный минерал состава Fe2O3 и вводится в соетав покрытия в количестве 4-10% как шлакообразующий компонент, обеспечивающий повышение жидкотекучести шлака, улучшение отделимости шлаковой корки и формирования металла шва. Кроме того, гематит служит окислителем экзотермической смеси, в состав которой входит также ферромарганец и ферросилиций. При этом происходит выделение дополнительного тепла в зону дуги, повышается температура металлической и шлаковой ванны, что обеспечивает более полное протекание окислительно-восстановительных реакций, способствует досульфации и дефосфации металла шва, а 10 15 20 25 30 35 40 45 50 55 8 также повышает коэффициент расплавления электродов. Выделяющийся при диссоциации и раскислении гематита кислород препятствует образованию водородной пористости сварных швов. Содержание гематита в составе покрытия в количестве менее 4% не обеспечивает повышения сварочно-технологических свойств электродов, производительности наплавки. При введении гематита в количестве более 10% наблюдается повышенная жидкотекучесть шлака, что затрудняет сварку в вертикальном положении, ухудшается формирование швов. Происходит повышенное окисление ферромарганца и ферросилиция, что снижает механические характеристики металла шва. В качестве шлакообразующего компонента, хорошего пластификатора обмазки при прессовом изготовлении электродов в состав покрытия вводится компонент, выбранный из группы: каолин, бентонит, огнеупорная глина, состоящие, в основном, из минерала А12О3 • 2SiO2 • 2Н О и различных примесей. Компонент, выбранный из группы каолин, бентонит, огнеупорная глина, вводится в состав покрытия в количестве 2-6%, при этом обеспечивается оптимальная технологичность обмазочной массы, исключаются задиры и шероховатость покрытия электродов. Кроме того, как шлакообразующий компонент, каолин, бентонит и огнеупорная глина способствуют улучшению шлаковой защиты наплавленного металла, особенно при многослойной сварке. При- введении компонента, выбранного из группы: каолин, бентонит, огнеупорная глина в количестве менее 2% ухудшается технологичность изготовления электродов, покрытие шероховатое, плохо наносится на стержень, ухудшается шлаковая защита металла при многослойной наплавке. При введении компонента, выбранного из группы: каолин, бентонит, огнеупорная глина в количестве более 6%, образуются трещины в покрытии при осушке электродов, а также образуется большое количество шлака, ухудшающее введение процесса сварки угловых и тавровых соединений. Ферромарганец введен в состав покрытия в количестве 10-20% как раскислитель и легирующий компонент. Он является самым дешевым и распространенным раскислителем. Кроме раскисления и легирования наплавленного металла марганец нейтра 26651 лизует вредное влияние серы. При взаимодействии марганца с серой образуется сульфид марганца MnS, малорастворимый в металле: Mn+S=MnS 5 Mn+FeS=MnS+Fe Марганец, не успевший полностью окислиться в дуговом промежутке и сварочной ванне, переходит в наплавленный металл. Марганец, растворенный в феррите, увеличивает его прочность и незначительно снижает пластичность. При введении ферромарганца в состав покрытия в количестве менее 10% не обеспечивается полное раскисление наплавленного металла, что служит причиной образования пористости и не обеспечивается необходимый уровень механических свойств металла шва. Введение ферромарганца в количестве более 20% ухудшает санитарно-гигиенические характеристики сварочных электродов в связи с повышенным содержанием окислов марганца в сварочном аэрозоле. Кроме того, снижаются пластические характеристики наплавленного металла, повышается прочность. Ферросилиций введен в состав покрытия в количестве 1 5% для улучшения механических свойств металла шва, а также выполняет роль восстановителя в составе экзотермической смеси с гематитом. Введение ферросилиция позволило повысить коэффициент расплавления электрода на 10-15% за счет интенсификации плавления электрода, кроме того, образующаяся в результате окисления кремния двуокись кремния SiO2 способствует улучшению сварочно-технологических свойств электродов повышает вязкость шлака и его укрывающие свойства. При введении ферросилиция менее 1% не повышается производительность электрода, снижаются механические свойства металла шва, ухудшаются сварочно-технологические свойства электродов. Содержание в покрытии электрода более 5% ферросилиция интенсифицирует процесс разбрызгивания электродного металла и порообразования за счет снижения десорбции водорода из сварочной ванны ввиду повышенного содержания кремния в расплавленном металле. В качестве основного шлакообразующего вещества в состав покрытия вводится компонент, выбранный из группы: рутиловый концентрат, ильменитовый концентрат в количестве 2 1 53,5%. Рутиловый концентрат представ 10 15 20 25 30 35 40 45 50 55 10 ляет собой продукт, полученный при обогащении титаномагнетитов ТЮ2 • FeO с содержанием ТіО2 не менее 90%, а ильменитовый концентрат содержит ТЮ2 не менее 60%. Двуокись титана, содержащаяся в рутиловом и ильменитовом концентрате придает шлаку свойства жидкотекучести и легкой всплываемости. При содержании в составе покрытия компонента, выбранного из группы рутиловый концентрат, ильменитовый концентрат в количестве менее 21% ухудшаются сварочно-технологические свойства электродов. Шлак очень густой и вязкий, что затрудняет ведение процесса сварки угловых и тавровых соединений, плохое формирование сварных швов, отделимость шлака затруднена. При введении в состав покрытия компонента из группы: рутиловый концентрат, ильменитовый концентрат в количестве более 53,5% ухудшаются формирующие свойства шлака, он становится очень жидкотекучим, что делает невозможным производить сварку в вертикальном и горизонтальном положении. Сода, представляет собой химический продукт состава Na2CO3 и вводится в состав покрытия в количестве 0,5-2% как пластификатор покрытия и компонент повышающий стабильность горения дуги. При введении соды в количестве менее 0,5% ухудшается процесс нанесения покрытия методом опрессовки, а также снижается стабильность горения дуги, особенно на переменном токе, При введении соды в количестве более 2% увеличивается разбрызгивание электродного металла и ухудшается технологичность обмазочной массы. В качестве связывающего вещества используется калиево-натриевое жидкое стекло. Жидкое стекло придает обмазочным массам пластические свойства, покрытиям - механическую прочность и влагостойкость, оказывает влияние на шлаки и повышает стабильность горения дуги при сварке. Жидкое стекло вводится в состав из расчета 9-12% сухого остатка от веса сухой шихты. При введении жидкого стекла в количестве менее 9% сухого остатка ухудшаются технологические свойства покрытия при опрессовке, замес получается тугой и для опрессовки требуется высокое давление в прессе. Кроме того, ухудшается стабильность горения дуги, особенно на переменном токе. При введении жидкого стекла в количестве более 12% сухого остатка замес получается мягким, что приводит к сниже 11 26651 12 талла установлено, что оптимальным соснию качества покрытия на электродах, они тавом покрытия обладают электроды 2, 3 могут слипаться на рамках и деформирои 4 вариантов, обеспечивающие высокие ваться при сушке и прокалке. Таким обсварочно-технологические свойства разом, введение перечисленных компонентов и предложенное определенное 5 электродов и механические характеристики наплавленного металла. Составы соотношение компонентов покрытия обесэлектродного покрытия вариантов 1 и 5, печивают получение сверхсуммарного содержащие соответственно заниженное эффекта, выразившегося в улучшении сваи завышенное количество заявляемых рочно-технологических свойств электродов и механических характеристик нал- 10 компонентов, по сравнению с оптимальным не обеспечивают достижение укалавленного металла (см. табл. 2, 3). занной задачи. Технология изготовления электродов с заявляемым составом покрытия не отличается # Существенным отличием от прототипа от известной, применяемой для аналогичявляется то, что использование предлоных электродов. В качестве электродных 15 женного состава электродного покрытия, стержней используется сварочная проволообеспечивающего высокие сварочно-техка марки СвО8 или СвО8А по ГОСТ 2246-70. нологические свойства электродов, позБыло изготовлено и испытано 5 вариантов воляют производить сварку ответственных электродов с заявляемым составом покрыконструкций из малоуглеродистых и низтия и прототип. Варианты составов покры- 20 колегированных сталей во всех просттий изготовленных электродов с заявляемым ранственных положениях всех типов сварсоставом покрытия и прототип. Варианты ных соединений без образбвания дефексоставов покрытий изготовленных электротов с обеспечением повышенной произдов 0 4 мм приведены в табл. 1. водительности и механических характеСварка пластин из стали 20 произво- 25 ристик наплавленного металла. дилась в нижнем положении в соответстКроме того, использование новых мивии с ГОСТ 9466-75. Механические свойстнералов мергеля и цеолита в качестве ва наплавленного металла определялись компонента электродного покрытия позна образцах в соответствии с ГОСТ 6996воляет исключить из применения полевой 66. Результаты испытания сварочно-тех- 30 шпат, кварцевый песок, слюду и др. комнологических свойств и механические хапоненты, что уменьшает количество необрактеристики наплавленного металла приходимых для производства компонентов, ведены в табл. 2 и 3. снижает трудоемкость и себестоимость электродного производства, исключает имВ результате испытаний сварочно-технологических свойств электродов и меха- 35 порт слюды из стран СНГ, в т.ч. из России. нических характеристик наплавленного ме 13 26651 14 Т а б іJ и ц а 1 * Составы электродных покрытий, мае. % |/ч т л і ^- ь iniiTLi ППІ^ПкІТММ ІхОМПОНвгГі Dl 1 IUf4|jDl 1 кІИ Прототип 1 2 3 31,5 12,5 23 10 — 5 25 7 Липчанский 20 5 2,5 6,5 21 10 18 15 Ганичский 12 4 • 2 6* 12,5 12 Рутиловый концентрат Ильменитовый концентрат Карбонат кальция Полевой шпат Гематит Мергель Цеолит (Ферромарганец еферросилиций Слюда Сода Окись хрома Каолин Бентонит Огнеупорная глина Сухой остаток калиевонатриевого силиката 25 15 - . 7 1 0,5 10 10,5 25,5 15,5 Сокирницкий сорт А 9 5,5 4 53,5 4 15 5 5 54,6 3 10 3 Грузин- Сокирницский кий сорт В 10 20,5 1 4 1 0,5 2 0,5 0,4 1 10 9 7 П р и м е ч а н и е : Цеолит Сокирницкий, Ганичский, Липчанский из месторождений Закарпатской области. Т а б л и ц а 2 Сварочно-технологические свойства Вариант электрода Характер шлака Прототип 1 2 3 4 5 сформир. сварного шва Стабильность горения на перем.токе Хорошая, Много шлака. При сварке в угол форми р. но бывают Шлак густой, затекает под плохое, обрывы дуги зашлаковки Дугу Высокая Шлак жидкоте- «Формир. удовлет. куч, стекает на грубочешуйчатое нижнюю полку при св. в угол Высокая Шлак оптим. Формир. жидкотекучести. мелкочеш. при Укрывает шов сварке в угол хорошо формир. вогнут. Шлак отлично Формиров. отличВысокая формируется ное. При сварке без наплывов в угол - вогнутое То же Хорошая, но То же более жесткое горение дуги Шлак "короткий" Формир. шва Стабильность и быстро заухудшилось дуги ухудшистывает. Плохо грубочешуйча- лась. Обрывы укрывает шов тое, выпуклое дуги при ее удлинении Хорошая Коэффициент наплавки, ан, г/a ч 8,5-8,8 Хорошая 9,0-9,2 Отличная 10,5-10,8 Самопроизв. 10,8-11,0 Отличная 10,5-10,9 Хорошая 9,5-9,8 Отделимость шлака 16 26651 15 Т а б л и ц а Вариант электрода Прототип 1 2 3 4 5 3 Механические свойства наплавленного металла ов, МПа 5,% KCV , Дж/СМ 2 490 495 515 525 510 520 24 26 27 33 30 28 85 95 115 140 135 125 Упорядник Техред М. Келемеш Коректор М. Самборська Замовлення 523 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюYefimenko Mykola Hryhorovych, Kalin Mykola Andriiovych
Автори російськоюЕфименко Николай Григорьевич, Калин Николай Андреевич
МПК / Мітки
МПК: B23K 35/365
Мітки: склад, електродного, покриття
Код посилання
<a href="https://ua.patents.su/8-26651-sklad-elektrodnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття</a>
Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 24113
Опубліковано: 31.08.1998
Автори: Дзюба Вячеслав Михайлович, Сафронов Олександр Сергійович, Лапшин Віктор Михайлович, Хохлов Віктор Григорович, Кир'яков Микола Миколайович, Петрова Людмила Савеліївна, Філіпов Юрій Олександрович, Йосипов Микола Григорович, Мойсов Леонід Петрович, Богаєвський Олексій Леонідович
МПК: B23K 35/365
Мітки: вуглецевих, електродного, склад, сталей, низьколегованих, покриття, зварювання
Формула / Реферат:
Формула изобретенияСостав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, поташ, целлюлозу, железный порошок, отличающийся тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополнительно содержит отвальный шлак никелевого производства и лигатуру...
Склад електродного покриття для наплавки

Номер патенту: 19272
Опубліковано: 25.12.1997
Автори: Антоненко Миколай Петрович, Архангелов Олег Костянтинович, Рюмін Генадій Володимирович, Петренко Валерій Анатолійович, Ульянов Валєрій Васільєвіч, Удовенко Володимир Павлович, Калін Миколай Андрійович, Александрова Олена Владиславівна, Соболь Валентин Миколайович
МПК: B23K 35/365
Мітки: електродного, покриття, склад, наплавки
Формула / Реферат:
Состав электродного покрытия для наплавки, содержащий порошок быстрорежущей стали 10Р6М5, ферромолибден, хром металлический, ферромарганец, графит, мрамор, плавиковый шпат, сода, отличающийся тем, что состав дополнительно содержит: фтористый иттрий, ферросилиций, молибденовую пыль и слюду при следующем соотношении компонентов, мас.%:
Склад електродного покриття

Номер патенту: 15674
Опубліковано: 30.06.1997
Автори: Нестеренко Сергій Вікторович, Супрунєнко Владімір Васильєвіч, Єфіменко Микола Григорович, Косенко Петро Олексійович, Бронфельд Володимир Миронович
МПК: B23K 35/365
Мітки: електродного, склад, покриття
Текст:
...металла в кислых средах в положительную область, при этом, однако, не обеспечивается образование плотных защитных пленок. Введение иттрия приводит к образованию к области пассивации плот- 10 ной защитной пленки. Таким образом, совместное действие иттрия и двуокиси церия (IV) при их определенном отношении всоставе, равном 1:(1,02,0} позволяет получить микролегиро- Ї5 ванный наплавленный металл с высокими антикоррозионными свойствами,...
Склад для покриття виливниць та піддонів
Номер патенту: 24076
Опубліковано: 31.08.1998
Автори: Бросєв Олександр Олександрович, Бондаренко Микола Андрійович, Жураковський Юрій Анатолійович, Дворядкін Борис Олександрович, Локтіонов Петро Якович, Савченко Леонід Степанович, Скороход Микола Михайлович
МПК: B22C 1/16
Мітки: піддонів, покриття, склад, виливниць
Формула / Реферат:
Состав для покрытия изложниц и поддонов, включающий углеродсодержащий наполнитель, жидкое стекло и воду, отличающийся тем, что в качестве углеродсодержащего наполнителя он содержит мелкодисперсные отходы технического углерода, полученного путем термоокислительного разложения углеводорода, и дополнительно содержит огнеупорную глину, при следующем соотношении компонентов, мас. %:
Склад для антикорозійного покриття
Номер патенту: 25038
Опубліковано: 25.12.1998
Автори: Кубрак Галина Василівна, Сущенко Віталій Іванович
МПК: C09D 5/08
Мітки: покриття, антикорозійного, склад
Формула / Реферат:
1. Состав для антикоррозионного покрытия, содержащий полиэтилен высокого давления и минеральное масло, отличающийся тем, что оно дополнительно содержит петролатум и низкомолекулярный полиизобутилен с кинематической вязкостью 600 - 1500мм2/с при следующем соотношении компонентов, мас.%: Полиэтилен высокого давления 1,0 - 6,0 Низкомолекулярный полиизобутилен с кинематической вязкостью 600 -...
Попередній патент: Спосіб вимірювання напруги та пристрій для його здійснення
Наступний патент: Спосіб виготовлення твердих фармацевтичних композицій
Випадковий патент: Радіохвильовий сенсор