Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 24113
Опубліковано: 31.08.1998
Автори: Богаєвський Олексій Леонідович, Лапшин Віктор Михайлович, Мойсов Леонід Петрович, Дзюба Вячеслав Михайлович, Петрова Людмила Савеліївна, Кир'яков Микола Миколайович, Філіпов Юрій Олександрович, Сафронов Олександр Сергійович, Хохлов Віктор Григорович, Йосипов Микола Григорович
Формула / Реферат
Формула изобретения
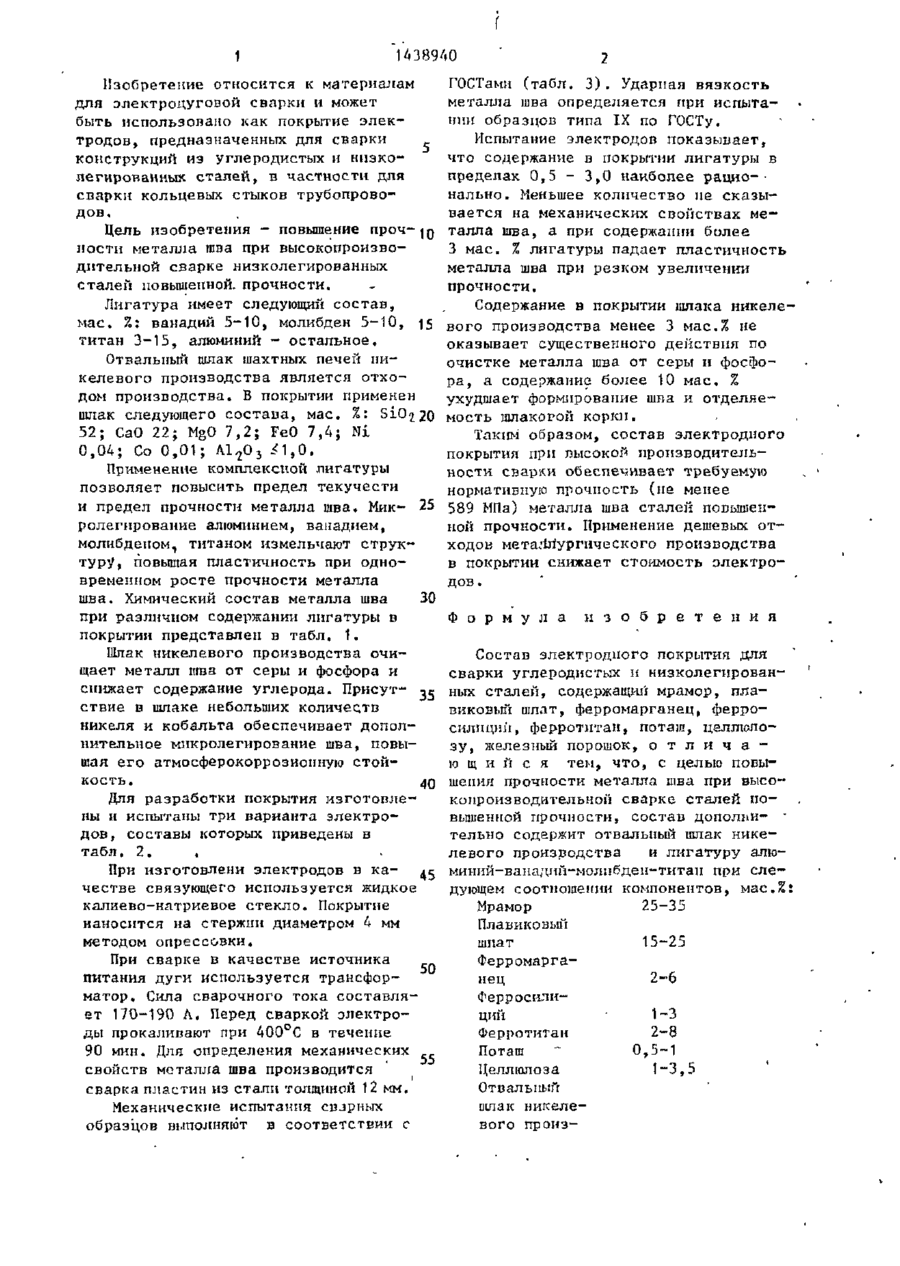
Состав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, поташ, целлюлозу, железный порошок, отличающийся тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополнительно содержит отвальный шлак никелевого производства и лигатуру алюминий-ванадий-молибден-титан при следующем соотношении компонентов, мас.%:
Мрамор
25-35
Плавиковый шпат
15-25
Ферромарганец
2-6
Ферросилиций
1-3
Ферротитан
2-8
Поташ
0,5-1
Целлюлоза
1-3,5
Отвальный шлак никелевого производства
3-10
Лигатура алюминий-ванадий-молибден-титан
0,5-3
Железный порошок
Остальное
Текст
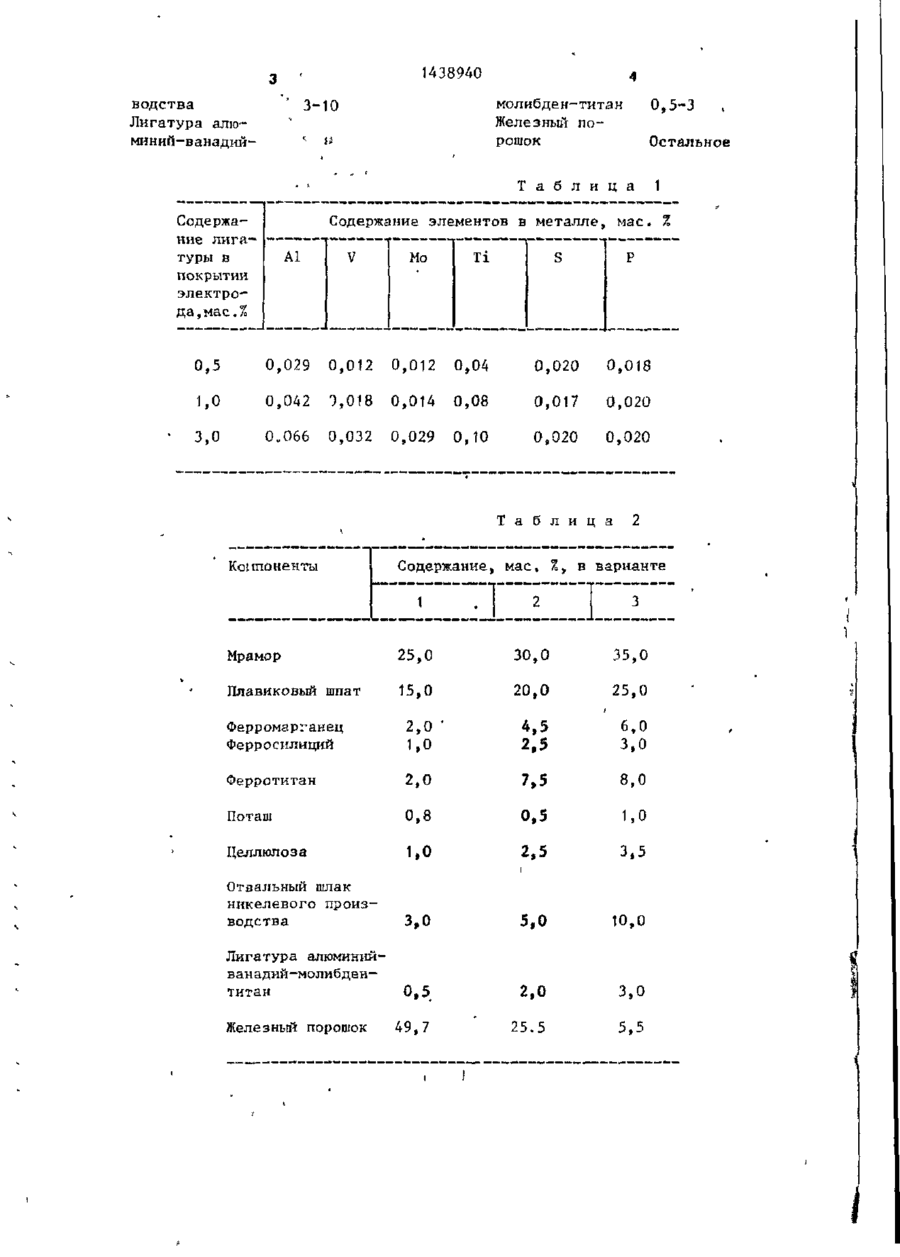
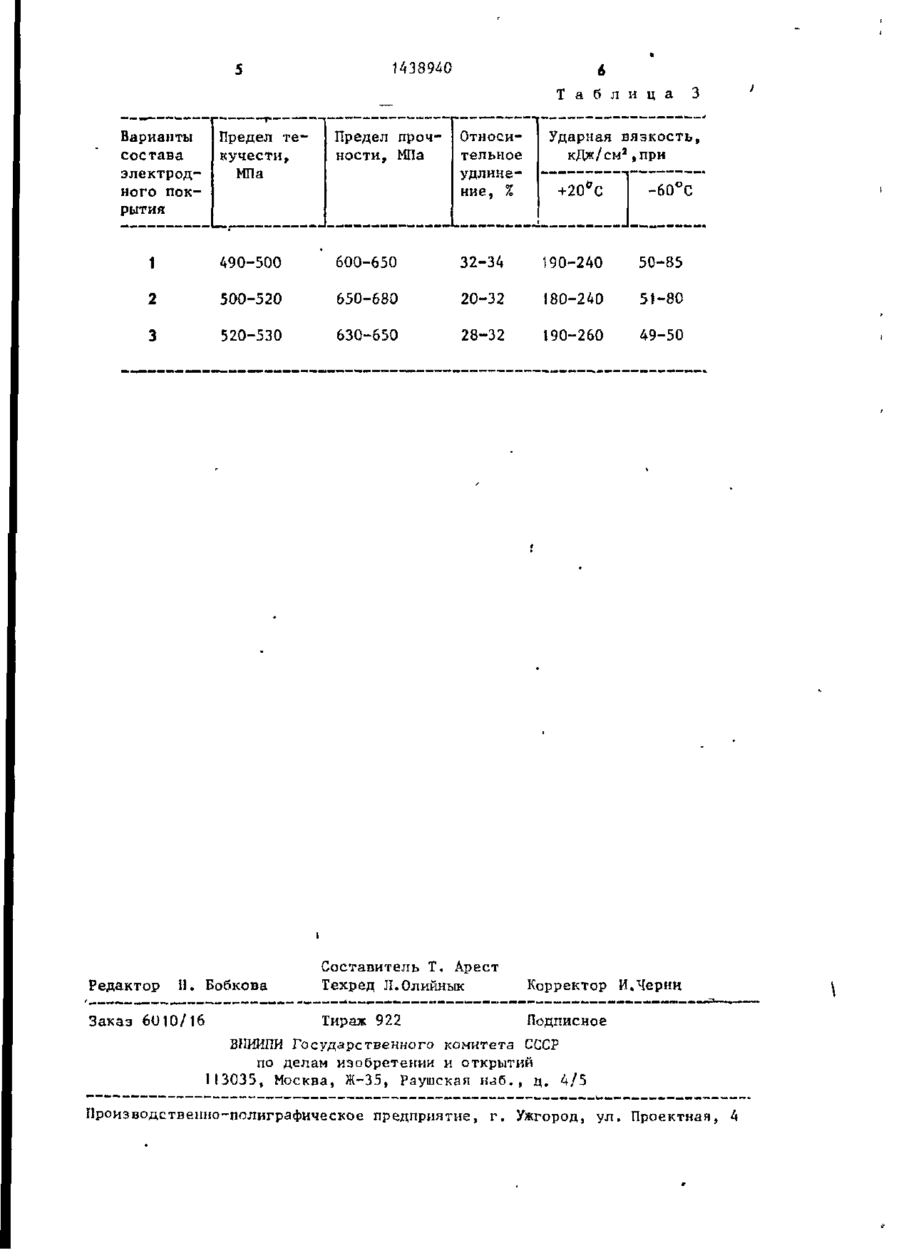
Изобретение относится к материалам для электродуговой сварки, в частности к составам электродного по крытия для сварки углеродистых и низколегированных сталей повышенной прочности. Целью изобретения является повышение прочности металла шва при высокопроизводительной сварке низколегированных сталей повышенной прочности. Повышение предела прочности и предела текучести сварного шва достигается за счет микролегирования металла шва ванадием, алюминием, молибденом, титаном путем введения в состав покрытия лигатуры алюминийванадий -молибдеи-титан в количестве 0,5-3 мае. %, а также никелем и кобальтом, в результате введения в состав покрытия 3-Ю мае. % отвального шлака никелевого производства, который, кроме того, очищает металл шва от серы и фосфора и снижает содержание углерода. Состав покрытия фтористо-кальциевого типа также содержит, мае. %: мрамор 25-35; плавиковый шпат 15-25; ферромарганец 2-6; ферросилиций 1-3; ферротитан 2-8; поташ 0,5-1; целлюлоза 1-3,5. Производительность сварки повышается за счет содержания в покрытии железного порошка. 3 табл. С 1438940 Изобретение относится к материалам для электроцуговой сварки и может быть использовано как покрытие электродов, предназначенных для сварки конструкций из углеродистых и низколегированных сталей, в частности для сварки кольцевых стыков трубопроводов. Цель изобретения - повышение проч-jg пости металла шва при высокопроизводительной сварке низколегированных сталей повышенной, прочности. Лигатура имеет следующий состав, мае. %: ванадий 5-10, молибден 5-10, 15 титан 3-15, алюминий - остальное. Отвальный шлак шахтных печей никелевого производства является отходом производства. Б покрытии применен шлак следующего состава, мае. %: S1O22O 52; СаО 22; MgO 7,2; FeO 7,4; Ni 0,04; Со 0,01; Л 1 ^ 0 3 Л , 0 . Применение комплехесной лигатуры позволяет повысить предел текучести предел прочности металла шва. Мик- 25 ролегирование алюминием, ванадием, молибденом, титаном измельчают структуру, повышая пластичность при одновременном росте прочности металла шва. Химический состав металла шва 30 при различном содержании лигатуры в покрытии представлен в табл, 1. Шлак никелевого производства очищает металл шва от серы и фосфора и снижает содержание углерода. Присут- 35 ствие в шлаке небольших количеств никеля и кобальта обеспечивает дополнительное микролегирование шва, повышая его атмосферокоррозионную стойкость. Для разработки покрытия изготовлены и испытаны три варианта электродов, составы которых приведены в табл. 2. . При изготовлени электродов в качестве связующего используется жидкое калиево-натриевое стекло. Покрытие наносится на стержни диаметром 4 мм методом опрессовки. При сварке в качестве источника 50 питания дуги используется трансформатор. Сила сварочного тока составляет 170-190 Л. Перед сваркой электроды прокаливают при 400 с С в течение 90 мин. Для определения механических 55 свойств металла шва производится сварка пластин из стали толщиной 12 мм. Механические испытания св.зрных образцов выполняют в соответствии с ГОСТами (табл. 3 ) . Ударная вязкость металла шва определяется при испытании образцов типа IX по ГОСТу. Испытание электродов показывает, что содержание в покрытии лигатуры в пределах 0,5 - 3,0 наиболее рацио-' нально. Меньшее количество не сказывается на механических свойствах металла шва а при содержании более З мас. X лигатуры падает пластичность металла шва при резком увеличении прочности. Содержание в покрытии шлака никелевого производства менее 3 мас.% не оказывает существенного действия по очистке металла шва от серы и фосфора, а содержание более 10 мае. % ухудшает формирование шва и отделяемость шлакорой корки. Таким образом, состав электродного покрытия при высокой производительности сварки обеспечивает требуемую нормативную прочность (не менее 589 МПа) металла шва сталей повышенной прочности. Применение дешевых отходов металлургического производства в покрытии снижает стоимость электродов . Ф о р м у л а и з о б р е т е н и я Состав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций , ферротнтан, поташ, целлюлозу, железный порошок, о т л и ч а ю щ и її с я тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополни- * тельно содержит отвальный шлак никелевого производства и лигатуру алюминий-ванадий-молибден-титап при следующем соотношении компонентов, мае,%: Мрамор 25-35 Плавиковый 15-25 шпат Ферромарга нец 2-6 Ферросилиций Ферротитан Поташ Целлюлоза Отвальный шлак никелевого произ 1-3 2-8 0,5-1 1-3, 1438940 молибден-титан Железный порошок 3-Ю водства Лигатура алюминий-ванадий 0,5-3 Остальное Т а б л и ц а Содержание лигатуры в покрытии электрода ,мае.% 1 Содержание элементов в металле, мае. А1 V Мо Ті 0,5 0,029 0,012 0,012 0,04 0,020 0,018 1,0 0,042 Т,018 0,014 0,08 0,017 0,020 3,0 0„066 0,032 0,029 0,10 0,020 0,020 Т а б л и ц а Компоненты 2 Содержание, мае, %, в варианте 2 I > Мрамор 25,0 30,0 35,0 Плавиковый шпат 15,0 20,0 25,0 Ферромарганец Ферросилиций 2,0 ' 1,0 4,5 2,5 6,0 3,0 Оерротитан 2,0 7.5 8,0 Поташ 0,8 0,5 1,0 Целлюлоза 1,0 2,5 3,5 Отвальный шлак никелевого производства 3,0 5,0 10,0 о,5 2,0 3,0 49,7 25. 5 5,5 Лигатура алюминийванадий-молибдентитан Железный порошок t 143S94O Т а б л и ц а Варианты состава электродного покрытия Предел текучести, МПа Предел прочности, МПа Относительное удлинение, % 3 Ударная вязкость, кДж/сма,при + 20*С -60°С 1 490-500 600-650 32-34 190-240 50-85 2 500-520 650-680 20-32 180-240 51-80 3 520-530 630-650 28-32 190-260 49-50 Редактор Заказ 6010/16 Составитель Т. Арест Техред Л.Олийиык Корректор И,Черни Тираж 922 II. Бобкова Подписное ВЇШИПИ Государственного комитета СССР по делам изобретении и открытий 113035, Москва, Ж-35, Раушская н«зб. , д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 35/365
Мітки: сталей, склад, вуглецевих, електродного, низьколегованих, зварювання, покриття
Код посилання
<a href="https://ua.patents.su/4-24113-sklad-elektrodnogo-pokrittya-dlya-zvaryuvannya-vuglecevikh-ta-nizkolegovanikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей</a>
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Галініч Володимир Іларіонович, Роговський Анатолій Антонович, Осіпов Микола Якович, Залевський Анатолій Васильович, Курланов Сергій Олександрович, Потапов Микола Миколайович
МПК: B23K 35/362
Мітки: флюс, вуглецевих, низьколегованих, сталей, зварювання
Формула / Реферат:
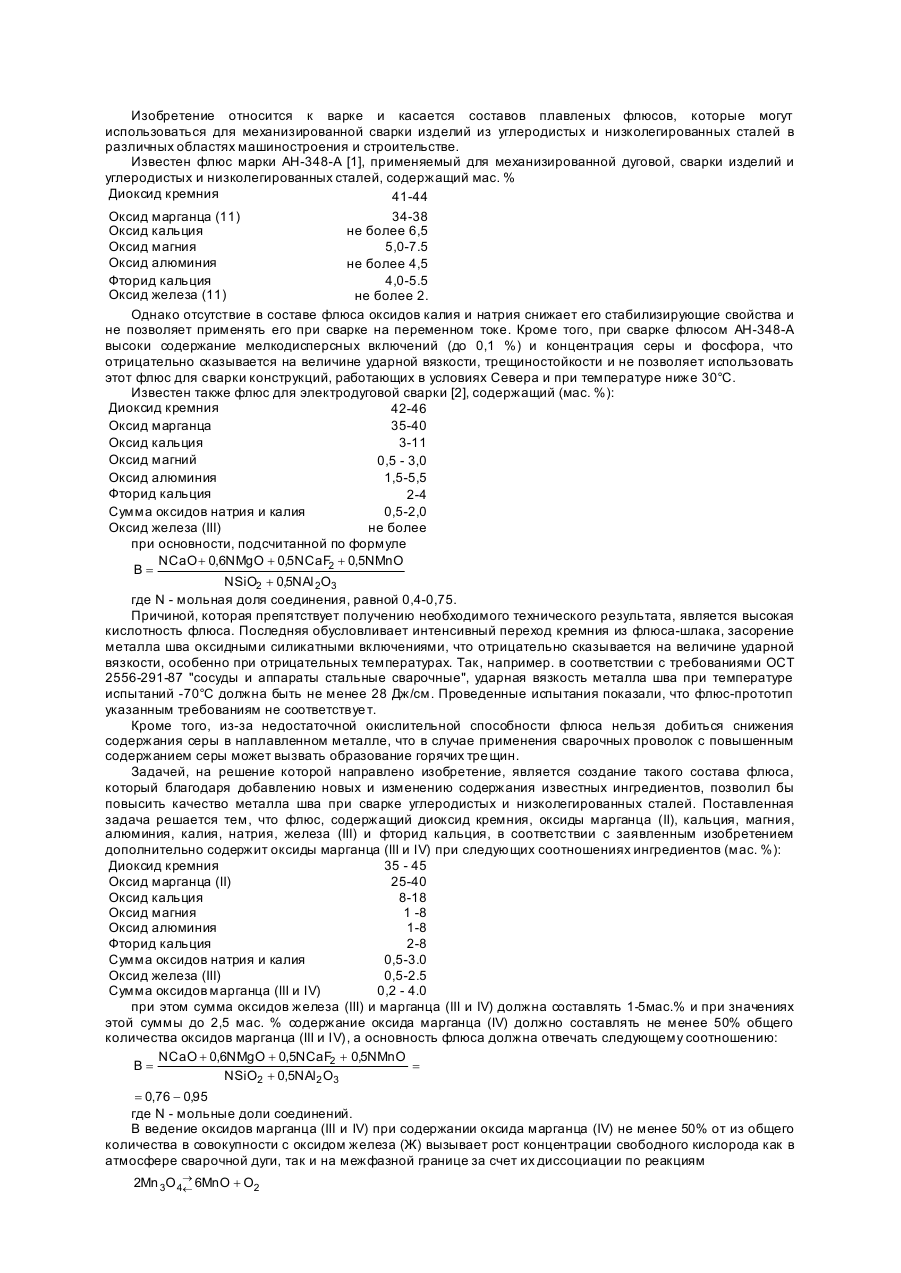
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Склад електродного покриття для наплавки

Номер патенту: 19272
Опубліковано: 25.12.1997
Автори: Ульянов Валєрій Васільєвіч, Удовенко Володимир Павлович, Антоненко Миколай Петрович, Калін Миколай Андрійович, Рюмін Генадій Володимирович, Александрова Олена Владиславівна, Соболь Валентин Миколайович, Петренко Валерій Анатолійович, Архангелов Олег Костянтинович
МПК: B23K 35/365
Мітки: покриття, електродного, наплавки, склад
Формула / Реферат:
Состав электродного покрытия для наплавки, содержащий порошок быстрорежущей стали 10Р6М5, ферромолибден, хром металлический, ферромарганец, графит, мрамор, плавиковый шпат, сода, отличающийся тем, что состав дополнительно содержит: фтористый иттрий, ферросилиций, молибденовую пыль и слюду при следующем соотношении компонентов, мас.%:
Керамічний флюс для зварювання низьколегованих сталей
Номер патенту: 5155
Опубліковано: 28.12.1994
Автори: Походня Ігор Костянтинович, Головко Віктор Володимирович, Кушнерьов Данило Матвійович
МПК: B23K 35/362
Мітки: керамічний, низьколегованих, зварювання, сталей, флюс
Формула / Реферат:
Керамический флюс для сварки низколегированных сталей, содержащий магнезит обожженный, волластонит, плавиковый шпат, ферромарганец, силикокальций, алюминиевый порошок, двуокись алюминия, компоненты-окислители, отличающийся тем,что, с целью улучшения отделимости шлаковой корки при сварке в глубокую разделку, улучшения формирования металла шва и уменьшения гигроскопичности флюса, в качестве компонентов - окислителей флюс содержит...
Склад електродного покриття

Номер патенту: 15674
Опубліковано: 30.06.1997
Автори: Єфіменко Микола Григорович, Супрунєнко Владімір Васильєвіч, Нестеренко Сергій Вікторович, Косенко Петро Олексійович, Бронфельд Володимир Миронович
МПК: B23K 35/365
Мітки: склад, електродного, покриття
Текст:
...металла в кислых средах в положительную область, при этом, однако, не обеспечивается образование плотных защитных пленок. Введение иттрия приводит к образованию к области пассивации плот- 10 ной защитной пленки. Таким образом, совместное действие иттрия и двуокиси церия (IV) при их определенном отношении всоставе, равном 1:(1,02,0} позволяет получить микролегиро- Ї5 ванный наплавленный металл с высокими антикоррозионными свойствами,...
Керамічний флюс для зварювання низьколегованих сталей
Номер патенту: 5156
Опубліковано: 28.12.1994
Автори: Зарубін Андрій Михайлович, Устинов Сергій Денисович, Головко Віктор Володимирович, Кушнерьов Данило Матвійович, Походня Ігор Костянтинович
МПК: B23K 35/362
Мітки: зварювання, сталей, флюс, керамічний, низьколегованих
Формула / Реферат:
Керамический флюс для сварки низколегированных сталей, содержащий обожженный магнезит, плавиковый шпат, электрокорунд, волластонит, марганец, силикат натрия, отличающийся тем, что, с целью повышения хладостойкости металла шва, определяемой на образцах на ударный изгиб с острым надрезом, при сохранении высоких сварочно-технологических свойств флюса он дополнительно содержит ферротитан и ферробор при следующем соотношении компонентов, маc....
Попередній патент: Пристрій для вимірювання потоку ядерного випроміню вання
Наступний патент: Пристрій для вивірювання ходових коліс крану
Випадковий патент: Пиловловлювач