Спосіб магнітокерованого електрошлакового плавлення тугоплавких металів
Номер патенту: 55500
Опубліковано: 15.04.2003
Автори: Компан Ярослав Юрійович, Протоковілов Ігор Вікторович
Формула / Реферат
1. Спосіб магнітокерованого електрошлакового плавлення тугоплавких металів, який включає плавлення витратного електрода і кристалізацію зливка в кристалізаторі, який відрізняється тим, що в процесі плавлення витратного електрода плавно знижують електричну напругу на електродах при одночасному плавному збільшенні поперечного перерізу витратного електрода та незмінному електричному струмі плавлення.
2. Спосіб за п. 1, який відрізняється тим, що витратний електрод виконують у вигляді зрізаного конуса або піраміди.
3. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що збільшення поперечного перерізу витратного електрода дорівнює 3÷60% площі його нижньої основи на один метр висоти.
Текст
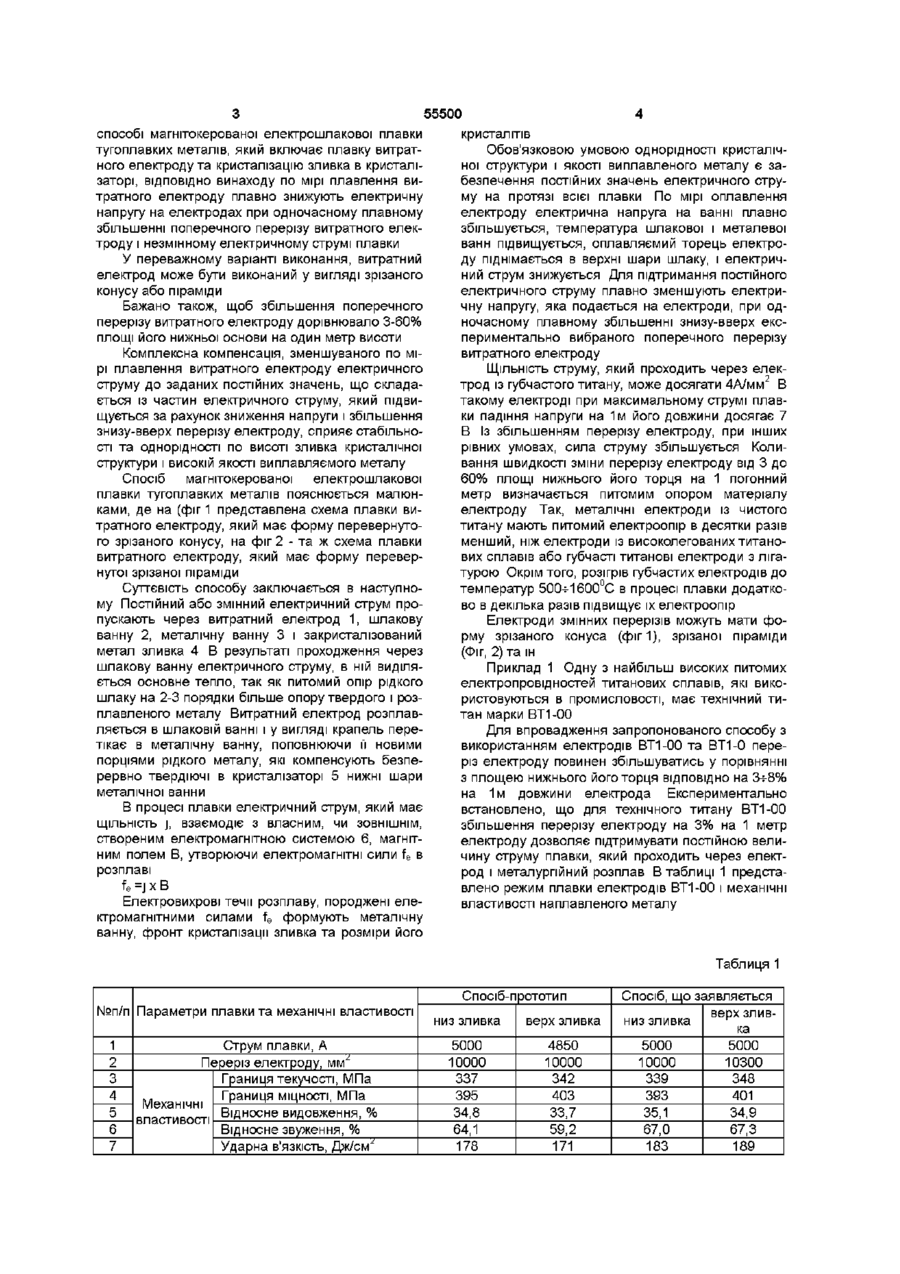
1 Спосіб магнітокерованого електрошлакового плавлення тугоплавких металів, який включає плавлення витратного електрода і кристалізацію Винахід відноситься до області металурги, а саме до магнітокерованої електрошлакової плавки тугоплавких металів, і може знайти використання в виробництві хромонікелевих і титанових сплавів, які виробляються в результаті плавлення витратних електродів з високим електроопором матеріалу Відомо спосіб індукційної плавки тугоплавких металів (Электрические промышленные установки / И П Евтюкова и др - М , Энергоиздат, 1982, С 100-154) та спосіб електроннопроменевої плавки тугоплавких металів (Электроннолучевая плавка и рафинирование металлов и сплавов / Б А Мовчан и др - Киев Наукова думка, 1973, С 3241) В обох способах кристалізація відбувається в умовах слабої теплової конвекції і супроводжується нерівномірним розподілом лігатури та інших домішок в металі, наявністю пор і газових порожнин, крупнозернистою структурою та малою поверхнею міжкристалічних кордонів Відома також вакуумнодугова плавка, яка включає плавку витратного електроду і кристалізацію розплавленого металу (Электрические промышленные печи Дуговые печи и установки специального нагрева / А Д Свенчанский и др М , Энергоиздат, 1981, С 209-214) Кристалізація зливку в даному способі проходить також в умовах малоштенсивної теплової конвекції, яка не забезпечує хімічну та фізичну однорідність металу зливка в кристалізаторі, який відрізняється тим, що в процесі плавлення витратного електрода плавно знижують електричну напругу на електродах при одночасному плавному збільшенні поперечного перерізу витратного електрода та незмінному електричному струмі плавлення 2 Спосіб за п 1, який відрізняється тим, що витратний електрод виконують у вигляді зрізаного конуса або піраміди 3 Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що збільшення поперечного перерізу витратного електрода дорівнює 3-60% площі його нижньої основи на один метр висоти Найбільш близьким до винаходу по технічній суттєвості є спосіб електрошлакової плавки металів, який включає в себе плавку витратного електроду і кристалізацію зливка в кристалізаторі (Электрошлаковый переплав /Ю В Латаш, Б И Медовар - Металлургия 1970, С 17-24) Суттєвий недолік цього способу - кристалізація в умовах неконтрольованої електровихрової конвекції металургійного розплаву, джерелом якої являються електромагнітні сили, породжені електричним струмом плавки, який проходить через металургійну ванну По мірі оплавлення витратного електроду, який має високий електроопір, електрична напруга на ванні зростає, збільшуючи швидкість плавлення електроду При цьому зменшується струм плавки, що призводить до зниження інтенсивності руху розплаву і, в деяких випадках, до пригнічення електровихрової конвекції тепловою конвекцією При цьому, дрібнокристалічна структура металу в нижній частині зливка поступово переходить в крупнокристалічну його структуру в верхній частині Метал, виплавлений даним способом, характеризується неоднорідністю і зниженням якості в верхніх шарах зливка В основу винаходу покладене завдання створити такий спосіб магнітокерованої електрошлакової плавки тугоплавких металів, який дозволив би отримати однорідну кристалічну структуру і високу якість литого металу по всій висоті зливка за рахунок досягнення незмінності струму плавки Поставлене завдання вирішується тим, що у О о о ю ю ю 55500 способі магнітокерованої елеісгрошлакової плавки тугоплавких металів, який включає плавку витратного електроду та кристалізацію зливка в кристалізаторі, ВІДПОВІДНО винаходу по мірі плавлення витратного електроду плавно знижують електричну напругу на електродах при одночасному плавному збільшенні поперечного перерізу витратного електроду і незмінному електричному струмі плавки У переважному варіанті виконання, витратний електрод може бути виконаний у вигляді зрізаного конусу або піраміди Бажано також, щоб збільшення поперечного перерізу витратного електроду дорівнювало 3-60% площі його нижньої основи на один метр висоти Комплексна компенсація, зменшуваного по мірі плавлення витратного електроду електричного струму до заданих постійних значень, що складається із частин електричного струму, який підвищується за рахунок зниження напруги і збільшення знизу-вверх перерізу електроду, сприяє стабільності та однорідності по висоті зливка кристалічної структури і високій якості виплавляємого металу Спосіб магнітокерованої електрошлакової плавки тугоплавких металів пояснюється малюнками, де на (фіг 1 представлена схема плавки витратного електроду, який має форму перевернутого зрізаного конусу, на фіг 2 - та ж схема плавки витратного електроду, який має форму перевернутої зрізаної піраміди Суттєвість способу заключається в наступному Постійний або змінний електричний струм пропускають через витратний електрод 1, шлакову ванну 2, металічну ванну 3 і закристалізований метал зливка 4 В результаті проходження через шлакову ванну електричного струму, в ній виділяється основне тепло, так як питомий опір рідкого шлаку на 2-3 порядки більше опору твердого і розплавленого металу Витратний електрод розплавляється в шлаковій ванні і у вигляді крапель перетікає в металічну ванну, поповнюючи її новими порціями рідкого металу, які компенсують безперервно твердіючі в кристалізаторі 5 нижні шари металічної ванни В процесі плавки електричний струм, який має ЩІЛЬНІСТЬ j , взаємодіє з власним, чи ЗОВНІШНІМ, створеним електромагнітною системою 6, магнітним полем В, утворюючи електромагнітні сили fe в розплаві fe =J х В Електровихрові течи розплаву, породжені електромагнітними силами fe формують металічну ванну, фронт кристалізації зливка та розміри його кристалітів Обов'язковою умовою однорідності кристалічної структури і якості виплавленого металу є забезпечення постійних значень електричного струму на протязі всієї плавки По мірі оплавлення електроду електрична напруга на ванні плавно збільшується, температура шлакової і металевої ванн підвищується, оплавляємий торець електроду піднімається в верхні шари шлаку, і електричний струм знижується Для підтримання постійного електричного струму плавно зменшують електричну напругу, яка подається на електроди, при одночасному плавному збільшенні знизу-вверх експериментально вибраного поперечного перерізу витратного електроду ЩІЛЬНІСТЬ струму, який проходить через електрод із губчастого титану, може досягати 4А/мм2 В такому електроді при максимальному струмі плавки падіння напруги на 1м його довжини досягає 7 В Із збільшенням перерізу електроду, при інших рівних умовах, сила струму збільшується Коливання швидкості зміни перерізу електроду від 3 до 60% площі нижнього його торця на 1 погонний метр визначається питомим опором матеріалу електроду Так, металічні електроди із чистого титану мають питомий електроопір в десятки разів менший, ніж електроди із високолегованих титанових сплавів або губчасті титанові електроди з лігатурою Окрім того, розігрів губчастих електродів до температур 500-И600°С в процесі плавки додатково в декілька разів підвищує їх електроопір Електроди змінних перерізів можуть мати форму зрізаного конуса (фіг 1), зрізаної піраміди (Фіг, 2) та ш Приклад 1 Одну з найбільш високих питомих електропровідностей титанових сплавів, які використовуються в промисловості, має технічний титан марки ВТ1-00 Для впровадження запропонованого способу з використанням електродів ВТ1-00 та ВТ1-0 переріз електроду повинен збільшуватись у порівнянні з площею нижнього його торця ВІДПОВІДНО на 3-ь8% на 1м довжини електрода Експериментально встановлено, що для технічного титану ВТ1-00 збільшення перерізу електроду на 3% на 1 метр електроду дозволяє підтримувати постійною величину струму плавки, який проходить через електрод і металургійний розплав В таблиці 1 представлено режим плавки електродів ВТ1-00 і механічні властивості наплавленого металу Таблиця 1 №п/п Параметри плавки та механічні властивості 1 2 3 4 5 6 7 Струм плавки, А Переріз електроду, мм^ Границя текучості, МПа Границя МІЦНОСТІ, МПа Механічні Відносне видовження, % властивості Відносне звуження, % Ударна в'язкість, ДЖ/СМ^ Спосіб-прототип Спосіб, що заявляється верх зливниз зливка ка 5000 5000 10000 10300 низ зливка верх зливка 5000 10000 4850 10000 337 395 342 403 339 393 348 401 34,8 64,1 33,7 59,2 35,1 67,0 34,9 67,3 178 171 183 189 55500 Приклад 2 Одну із найменших електропровідностей використованих електродів мають композитні електроди, спресовані із титану губчастого з лігатурою алюмінію, ванадію та хрому Спресовані кусочки губки, перехідний опір між ними, лігатура все це у вигляді композитного електроду має електроопір більший, ніж на порядок, у порівнянні з електроопором металічного титанового електроду ВТ1-00 Експериментально встановлено, що поступове збільшення на довжині 1м такого електроду його поперечного перерізу у порівнянні з мінімальною площею торця електроду на 56-59% дозволяє підтримувати незмінною величину струму плавки, який проходить через електрод і металургійний розплав 3 іншого боку, для того, щоб компенсувати зниження струму в електричному ланцюзі плавки при оплавленні електроду довжиною 1 м, необхідно знизити напругу на електродах на 7 В Збільшення перерізу електроду більш ніж в 1 5 рази, як і зниження напруги плавки на 7 В, нетехнолопчне Через те, як запропоновано в заявляемому способі, для електродів з низькою електропровідністю використовується комплексна компенсація зниження струму, в залежності від технологічних особливостей плавки, за рахунок того чи іншого часткового відношення зміни напруги та зміни перерізу електроду В таблиці 2 представлено режим плавки електродів із губчастого титану та механічні властивості наплавленого металу Таблиця 2 №п/п Параметри плавки та механічні властивості 1 2 3 4 5 6 7 8 Струм плавки, А Напруга на електродах, В Переріз електроду, мм^ Границя текучості, МПа Границя МІЦНОСТІ, МПа Механічні Відносне видовження, % властивості Відносне звуження, % Ударна в'язкість, ДЖ/СМ^ Спосіб-прототип верх зливниз зливка ка 5000 3100 Спосіб, що заявляється низ зливка верх зливка 5000 5000 22 22 22 18 10000 1080 1210 16,0 35,2 10000 1020 1180 11,8 27,5 10000 1080 1210 15,7 33,9 12600 1090 1220 16,3 34,7 71 49 70 71 Як видно із таблиць 1, 2, запропонований спосіб магнітокерованої електрошлакової плавки тугоплавких металів дозволяє отримувати зливки високої якості Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for refractory metals magnet controlled electroslag melting
Назва патенту російськоюСпособ магнитоуправляемого электрошлакового плавления тугоплавких металлов
МПК / Мітки
МПК: C22B 34/00, C22B 9/18
Мітки: металів, спосіб, електрошлакового, тугоплавких, плавлення, магнітокерованого
Код посилання
<a href="https://ua.patents.su/3-55500-sposib-magnitokerovanogo-elektroshlakovogo-plavlennya-tugoplavkikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітокерованого електрошлакового плавлення тугоплавких металів</a>
Спосіб плавки і лиття активних та тугоплавких металів і сплавів та пристрій для його реалізації
Номер патенту: 44460
Опубліковано: 15.02.2002
Автори: Аникін Юрій Пилипович, Добкина Юлія Георгіївна, Мірошниченко Володимир Іванович, Левицький Микола Іванович, Вербило Марія Олексіївна
МПК: B22D 11/113, B22C 23/00
Мітки: пристрій, плавки, тугоплавких, спосіб, лиття, металів, реалізації, сплавів, активних
Формула / Реферат:
1. Спосіб плавки і лиття активних та тугоплавких металів і сплавів, що включає завантаження шихти в завантажувальний механізм, вакуумування її з подальшим завантаженням в плавильний тигель, який відрізняється тим, що шихту нагрівають, причому, поступово: спочатку до температури, що становить 0,1 – 0,5 Тпл, а потім 0,5-0,9 Тпл.2. Пристрій для плавки і лиття активних та тугоплавких металів і сплавів, що включає в себе плавильну камеру,...
Спосіб плавки тугоплавких металів в електронно-променевих установках
Номер патенту: 53955
Опубліковано: 17.02.2003
Автори: Лапшук Тамара Володимирівна, Ладохін Сергій Васильович, Аникін Юрій Пилипович, Левицький Микола Іванович, Мірошниченко Володимир Іванович
Мітки: електронно-променевих, металів, плавки, спосіб, тугоплавких, установках
Формула / Реферат:
1. Спосіб плавки тугоплавких металів в електронно-променевих установках, що включає завантаження шихти в тигель, який відрізняється тим, що сипуча шихта, завантажена в тигель, зверху перекривається компактною шихтою.2. Спосіб плавки за п. 1, який відрізняється тим, що компактна шихта перед її розплавленням плавно нагрівається по всій поверхні електронним пучком для дегазації і спікання верхніх шарів сипучої шихти в моноліт, який...
Спосіб електрошлакового переплаву
Номер патенту: 55470
Опубліковано: 15.04.2003
Автори: Ланцман Ізраїль Абович, Ус Василь Іванович, Шевченко Віталій Юхимович, Чернець Олександр Владиславович, Медовар Лев Борисович, Саєнко Володимир Якович, Патон Борис Євгенович, Цикуленко Анатолій Костянтинович, Федоровський Борис Борисович, Медовар Борис Ізраїльович
МПК: B22D 19/16, C22B 9/18, B22D 23/00, B22D 11/04
Мітки: електрошлакового, переплаву, спосіб
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає під’єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни,...
Спосіб дюгрос рафінування тугоплавких металів і сплавів
Номер патенту: 14792
Опубліковано: 18.02.1997
Автори: Дзядикевич Юрій Володимирович, Сміян Олег Дмитрович, Горбатюк Роман Михайлович
МПК: C22F 1/18
Мітки: тугоплавких, сплавів, рафінування, металів, дюгрос, спосіб
Формула / Реферат:
1. Спосіб рафінування тугоплавких металів і сплавів шляхом відпалу в порошковій суміші, який відрізняється тим, що рафінування провадять у вакуумі не гірше за 10 Па (10 мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).2....
Спосіб одержання спеченого дисперснозміцненого електродного матеріалу на основі тугоплавких металів

Номер патенту: 12060
Опубліковано: 25.12.1996
Автори: Скороход Валерій Володимирович, Солонін Юрій Михайлович, Костенецька Людмила Іллінічна, Філіпов Микола Ігоревич, Кресанова Олександра Петрівна
МПК: B22F 3/12, C01G 25/00, C01G 31/00, H01H 1/02, C01G 35/00, C01G 33/00, C01F 11/00
Мітки: електродного, тугоплавких, спеченого, металів, одержання, дисперснозміцненого, основі, спосіб, матеріалу
Попередній патент: Теплообмінник у композитному матеріалі та спосіб для його створення
Наступний патент: Композитний електрод для магнітокерованого електрошлакового плавлення титанових сплавів (варіанти)
Випадковий патент: Спосіб хірургічного лікування злоякісних пухлин діафіза довгих трубчастих кісток