Спосіб одержання зносостійких багатошарових виливків
Номер патенту: 56309
Опубліковано: 10.01.2011
Автори: Шатрава Олександр Павлович, Каричковський Петро Микитович, Пелікан Олег Анатолійович, Лихошва Валерій Петрович, Тимошенко Андрій Миколайович, Найдек Володимир Леонтійович
Формула / Реферат
Спосіб одержання зносостійких багатошарових виливків, що включає нагрівання рухомої конструкційної основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної основи до температури плавлення виконують поверхневим локально-зонним методом з використанням висококонцентрованого лазерного джерела енергії, причому поздовжню вісь лазерного фокусуючого блока встановлюють під кутом 90±2° до робочої поверхні рухомої конструкційної основи.
Текст
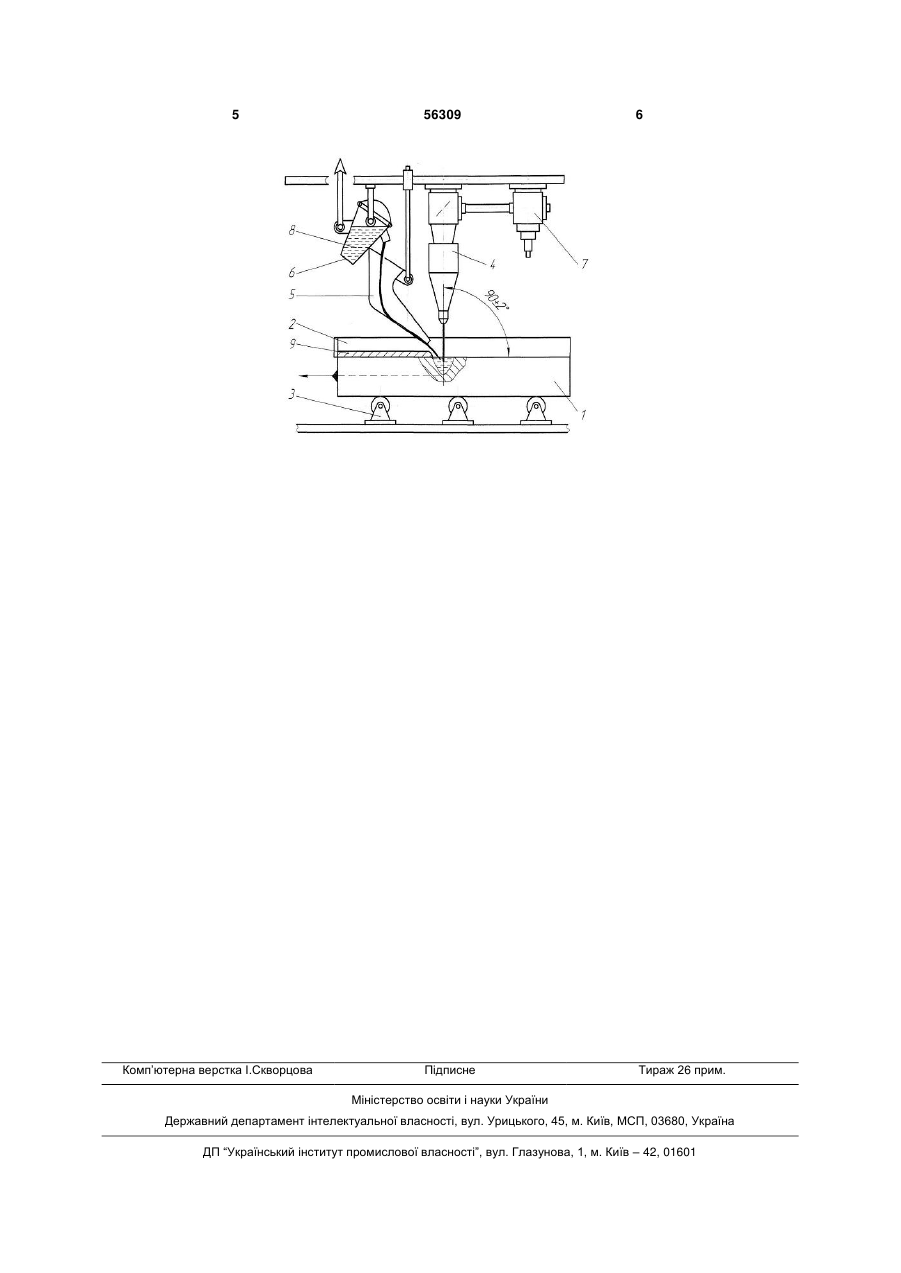
Спосіб одержання зносостійких багатошарових виливків, що включає нагрівання рухомої конструкційної основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної основи до температури плавлення виконують поверхневим локально-зонним методом з використанням висококонцентрованого лазерного джерела енергії, причому поздовжню вісь лазерного фокусуючого блока встановлюють під кутом 90±2° до робочої поверхні рухомої конструкційної основи. (19) (21) u201007425 (22) 14.06.2010 (24) 10.01.2011 (46) 10.01.2011, Бюл.№ 1, 2011 р. (72) ЛИХОШВА ВАЛЕРІЙ ПЕТРОВИЧ, НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, КАРИЧКОВСЬКИЙ ПЕТРО МИКИТОВИЧ, ПЕЛІКАН ОЛЕГ АНАТОЛІЙОВИЧ, ШАТРАВА ОЛЕКСАНДР ПАВЛОВИЧ, ТИМОШЕНКО АНДРІЙ МИКОЛАЙОВИЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ 3 флюсу, синтетичного шлаку, нагрівання, подачу нагрітої металевої основи в порожнину ливарної форми, що призводить до затримки інших технологічних операцій, неякісного дифузійного з'єднання шарів металів, наявності в робочому шарі ливарних дефектів, зниженню якості виливків, підвищенню трудомісткості фінішних операцій, погіршенню умов механічної оброблюваності та умов праці. Внаслідок цього зменшується експлуатаційна надійність, довговічність робочих органів агрегатів машин, знижується технічний ресурс при їх промисловій експлуатації. В основу корисної моделі поставлено задачу створити спосіб одержання зносостійких багатошарових виливків, (надалі "спосіб"), при цьому розширити його технологічні можливості за рахунок механізації технологічної операції нагрівання конструкційної основи; ліквідувати таку трудомістку технологічну операцію, як нанесення кисневонепроникненого покриття у вигляді синтетичного шлаку на основі біляевтектичних сплавів бури та борного ангідриду; зменшити ливарні дефекти, одержати якісну мікроструктуру у зв'язку з прискореною направленою кристалізацією при зменшенні зустрічних фронтів твердіння виливка; зменшити трудомісткість фінішних операцій; заощадити ливарні матеріали, енергоресурси, абразивний та ріжучий інструмент; покращити умови механічної оброблюваності виливка та поліпшити умови праці, шляхом виконання поверхневого локальнозонного нагрівання рухомої конструкційної основи з використанням висококонцентрованого лазерного джерела енергії, в якому поздовжню вісь лазерного фокусуючого блока встановлюють під кутом 90 ± 2° до робочої поверхні рухомої конструкційної основи. Поставлене завдання вирішується тим, що в запропонованому способі одержання зносостійких багатошарових металевих виливків, що включає нагрівання рухомої конструкційної основи з поздовжніми боковими формоутворюючими обмежувачами та дощоподібну заливку зносостійкого і легованого чавуну, згідно з корисною моделлю, нагрівання рухомої конструкційної основи до температури плавлення виконують поверхневим локально-зонним методом з використанням висококонцентрованого лазерного джерела енергії, в якому поздовжню вісь лазерного фокусуючого блока встановлюють під кутом 90 ± 2° до робочої поверхні рухомої конструкційної і основи. Встановлення лазерного фокусуючого блока під кутом 90 ± 2° виключає можливість відбиття енергії лазерного променю, що підтверджує можливість і одержання позитивного технічного результату, забезпечує умови для прискореної направленої кристалізації при відсутності зустрічних фронтів твердіння робочого шару, одержання якісної мікроструктури виливка. 56309 4 При реалізації способу виконуємо такі послідовні дії та технологічні операції (див. фіг.): - встановлюємо конструкційну основу 1 з поздовжніми боковими формоутворюючими обмежувачами 2 на привідний рольганг 3; - розташовуємо лазерний фокусуючий блок 4 під кутом 90 ± 2°до робочої поверхні конструкційної основи 1; - закріплюємо розливний лоток 5 та заливальний ківш 6, включаємо висококонцентроване лазерне джерело енергії 7 і нагріваємо конструкційну основу 1; - виконуємо переміщення конструкційної основи 1; - заливаємо рідкий розплав 8 зносостійкого легованого чавуну із заливального ковша 6 в розливальний лоток 5; - наплавляємо зносостійкий робочий шар 9. Конкретний приклад виконання: - встановлювали конструкційну основу 1 із сталі марки ст. 20 із поздовжними боковими формоутворюючими обмежувачами 2 на привідний рольганг 3; - розташовували лазерний фокусуючий блок 4 під кутом 90 ± 2°до - робочої поверхні конструкційної основи 1; - закріплювали розливний лоток 5 та заливальний ківш 6, включали висококонцентроване лазерне джерело енергії 7 і нагрівали конструкційну основу 1 до температури 1480 ± 20 °С; - виконували переміщення конструкційної основи 1; - заливали рідкий розплав 8 зносостійкого легованого чавуну при температурі 1480 ± 20 °С із заливального ковша 6 в розливальний лоток 5; - наплавляли зносостійкий робочий шар 9. Використання запропонованого способу одержання зносостійких багатошарових виливків в порівнянні з відомими способами надає такі переваги: - розширення технологічних можливостей одержання зносостійких багатошарових металевих виливків за рахунок механізації технологічної операції нагрівання рухомої конструкційної основи; - ліквідація такої трудомісткої технологічної операції, як нанесення кисневонепроникненого покриття у вигляді синтетичного шлаку на основі біляевтектичних сплавів бури та борного ангідриду; - зменшення ливарних дефектів, одержання якісної мікроструктури у зв'язку з прискореною направленою кристалізацією при зменшенні зустрічних фронтів твердіння виливка; - зменшення трудомісткості фінішних операцій, економія ливарних матеріалів, енергоресурсів, абразивного та ріжучого інструментів, покращення умов механічної оброблюваності виливка, поліпшення умов праці. 5 Комп’ютерна верстка І.Скворцова 56309 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining wear-resistant multilayer castings
Автори англійськоюLykhoshva Valerii Petrovych, Naidek Volodymyr Leontiiovych, Karychkovskyi Petro Mykytovych, Pelikan Oleh Anatoliiovych, Shatrava Oleksandr Pavlovych, Tymoshenko Andrii Mykolaiovych
Назва патенту російськоюСпособ получения износостойких многослойных отливок
Автори російськоюЛихошва Валерий Петрович, Найдек Владимир Леонтьевич, Каричковский Петр Никитович, Пеликан Олег Анатольевич, Шатрава Александр Павлович, Тимошенко Андрей Николаевич
МПК / Мітки
МПК: B22D 19/00
Мітки: зносостійких, виливків, багатошарових, одержання, спосіб
Код посилання
<a href="https://ua.patents.su/3-56309-sposib-oderzhannya-znosostijjkikh-bagatosharovikh-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання зносостійких багатошарових виливків</a>
Спосіб одержання зносостійких багатошарових металевих виливків
Номер патенту: 54486
Опубліковано: 10.11.2010
Автори: Пелікан Олег Анатолійович, Лихошва Валерій Петрович, Надашкевич Роман Сергійович, Найдек Володимир Леонтійович, Глушков Дмитро Володимирович, Каричковський Петро Микитович
МПК: B22C 19/00
Мітки: багатошарових, виливків, одержання, зносостійких, спосіб, металевих
Формула / Реферат:
Спосіб одержання зносостійких багатошарових металевих виливків, що включає нагрівання рухомої конструкційної металевої основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної металевої основи до температури плавлення виконують поверхневим локально-зонним методом з використанням концентрованого плазмового джерела енергії, причому...
Спосіб одержання зносостійких біметалевих виливків
Номер патенту: 10827
Опубліковано: 15.11.2005
Автори: Каричковський Петро Микитович, Костенко Георгій Дмитрович, Костенко Дмитро Георгієвич, Пелікан Олег Анатолійович
МПК: B22D 19/00
Мітки: біметалевих, спосіб, зносостійких, одержання, виливків
Формула / Реферат:
1. Спосіб одержання зносостійких біметалевих виливків, що включає заливку у ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її затверділу поверхню, витримку після нанесення покриття та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що на затверділу поверхню залитої сталі в інтервалі температур на 250±20 °С нижче її температури солідуса виконано нанесення кисневонепроникного покриття на...
Установка для моделювання процесів одержання біметалевих і багатошарових виливків

Номер патенту: 20296
Опубліковано: 15.01.2007
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: виливків, біметалевих, багатошарових, моделювання, процесів, одержання, установка
Формула / Реферат:
Установка для моделювання процесів одержання біметалевих і багатошарових виливків, яка має ливниковий канал, що складається з ливникової чаші або лійки, стояка, шлаковловлювача і живильників, яка відрізняється тим, що в складі ливникового каналу передбачена змінна, виконана з прозорого матеріалу, проміжна реакційна камера для розміщення добавки для внутрішньоформної обробки розплаву, що заливається, а також друга незалежна від першої...
Спосіб одержання армованих виливків
Номер патенту: 43695
Опубліковано: 25.08.2009
Автори: Каричковський Петро Микитович, Болюх Віталій Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович
Мітки: одержання, армованих, виливків, спосіб
Формула / Реферат:
1. Спосіб одержання армованих виливків за моделями, що газифікуються, що включає встановлення в порожнину прес-форми армуючих елементів та їх фіксацію, задування гранул пінополістиролу, спікання в автоклаві, охолодження, складання, фарбування, формування та заливання рідким розплавом, який відрізняється тим, що армуючі елементи виконані у вигляді металевих стрижнів, пластин та вогнетривких волокон.2. Спосіб одержання армованих виливків...
Спосіб одержання виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42568
Опубліковано: 10.07.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Болюх Віталій Анатолійович, Шинський Олег Йосипович, Каричковський Петро Микитович
МПК: B22D 27/04, B22C 1/00, B22D 18/00
Мітки: виливків, кристалізацією, спосіб, тиском, газифікуються, одержання, моделями
Формула / Реферат:
1. Спосіб одержання виливків за моделями, що газифікуються, з кристалізацією під тиском, що включає отримання пінополістиролової моделі, установку її в ливарний контейнер, заливку в камеру витискування рідкого розплаву в інтервалі температур на 100±50 °С вище температури ліквідус, накладання пуансоном зовнішніх зусиль пресування в Н на поверхню розплаву, який відрізняється тим, що співвідношення величин перерізів стінок виливків в мм до...
Попередній патент: Стенд для миття та пневматичного випробування головок блоків циліндрів
Наступний патент: Спосіб обробки соняшникової олії
Випадковий патент: Дріт для позапічної обробки металургійних розплавів кальцієм