Спосіб розділення олов’яно-залізних сплавів електролізом хлоридних розплавів
Номер патенту: 56428
Опубліковано: 15.05.2003
Автори: Зарубицький Олег Григорович, Будник Валерій Григорович
Формула / Реферат
Спосіб розділення олов'яно-залізних сплавів електролізом суміші хлоридних розплавів, яка містить хлориди калію і натрію, який відрізняється тим, що здійснюють сплавлення вихідної сировини з вісмутом при співвідношенні мас Bi-(Sn+Fe) = (1-3): 1 і ведуть електроліз отриманого сплаву при температурі 400-450°С в розплавленому електроліті, в який додатково вносять хлорид цинку, при наступному співвідношенні компонентів, мол. %: ZnCl2 (40-50) - КСI (30-40) - NaCl (15-25).
Текст
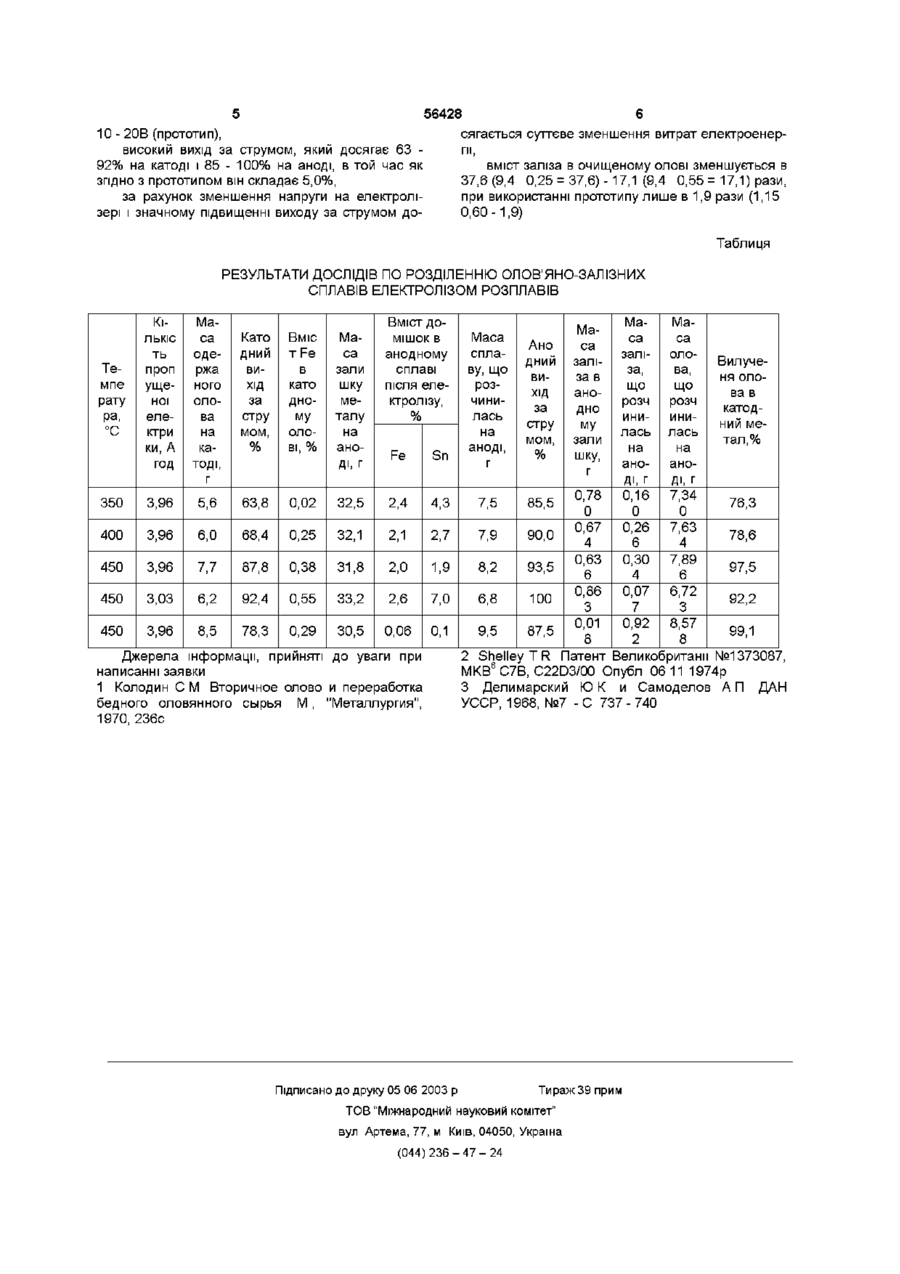
Спосіб розділення олов'яно-залізних сплавів елеісгролізом суміші хлорид них розплавів, яка містить хлориди калію і натрію, який відрізняється тим, що здійснюють сплавлення вихідної сировини з вісмутом при співвідношенні мас Bi-(Sn+Fe) = (1-3) 1 і ведуть електроліз отриманого сплаву при температурі 400-450°С в розплавленому електроліті, в який додатково вносять хлорид цинку, при наступному співвідношенні компонентів, мол % ZnCI2 (40-50) - КС1 (30-40) - NaCI (15-25) Винахід відноситься до галузі кольорової металурги, зокрема, до способів регенерації олова з ВІДХОДІВ гарячого лудіння сталевої жерсті, і може бути використаний на підприємствах кольорової металурги, машинобудування і металообробки Як відомо, у процесі гарячого лудіння жерсті олово забруднюється залізом, концентрація якого досягає 8 - 10% [1] У лудильній ванні значна частина домішки заліза знаходиться у вигляді суспензії твердих штерметалідів, переважно у виді сполуки FeSri2 Якісне лудіння в такому гетерогенному розплаві Sn - FeSri2 (так званий "важкий метал") не забезпечується, тому необхідна операція по очищенню олова від заліза На багатьох машинобудівних заводах такі відходи виробництва взагалі не переробляються, надходять в відвал Відомий спосіб переробки ВІДХОДІВ (важкого металу) пірометалурпйним методом рекуперації [1] Важкий метал обробляють під шаром флюсу в котлі і витоплюють чорнове олово, що містить біля 90 - 95% Sn Вилучення цього металу складає 80 85% від маси перероблюваного важкого металу При цьому утворюється згар в КІЛЬКОСТІ 15 - 20%, в якій міститься більш ніж 50% олова Недоліком способу рекуперації важкого металу є великі витрати олова Відомий електролітичний спосіб очистки олова від заліза (Fe 20%) під шаром флюсу [2] На поверхню металевого сплаву наплавляють шлак, що містить S1O2 > 20% і заліза < 10% (переважно 5%) В шлак і металевий розплав (важкий метал) занурюють плазмені електроди, при цьому анодом служить шлак, а металевий сплав — катодом До електродів підводять постійний електричний струм напругою 40 - 100В (переважно 80В), підтримують температуру 1200 - 2500°С (переважно 1300 - 1800°С) При цьому залізо електролітичне переходить з металевого сплаву в шлак Тобто це метод катодного рафінування Недоліком цього способу є високі енергоємність, температура процесу, значні витрати олова завдяки його розчиненню в шлаці і випаровуванням, складність експлуатації реактора з плазменими електродами, його короткий термін безремонтної роботи Тиск насиченої пари олова над його розплавом складає 1,42 10 6 , 13, 78, 126, 760мм рт ст при температурах ВІДПОВІДНО 730, 1327, 1827, 2005, 2200°С (Герасимов Я И , Крестовников А Н , Шахов А С , Химическая термодинамика в цветной металлургии М, Металлургиздат, 1961, т 2, стр 124 - 125) Ці дані свідчать, що при температурах 1200 - 2500°С (умови процесу за прототипом) будуть вельми значні випаровування олова в атмосферу, а при температурах 400 - 450°С (умови заявленого способу) вони практично відсутні Відомий спосіб (прототип) катодного рафінування олова від заліза [3] Електроліз здійснюється в електроліті СаСІ2 (50%) - КСІ (25%) - NaCI (25%) при температурі 600 - 650°С, катодній густині струму 0,52А/дм і напрузі на ванні 10 - 20В Очищення олова від заліза (на відміну від інших домішок As, Sb) протікає не ефективно вміст Fe знижується з 1,15% до 0 60% (тобто зменшується в 1,9 рази), вилучення цієї домішки складає 50% 00 (О ю при виході за струмом 5,0% Недоліками цього способу є недостатнє очищення олова від заліза, висока температура процесу, низький вихід за струмом В основу винаходу поставлена задача розробити такий спосіб розділення олов'яно - залізних сплавів (важкого металу), який би виключав вищевідзначені недоліки, забезпечував високе вилучення олова в чистий метал при невисоких енерговитратах і температурах процесу Поставлене завдання вирішується з застосуванням операції сплавлення відпрацьованого сплаву Sn - Fe з легкоплавким металом - вісмутом при співвідношенні мас Ві -ь (Sn + Fe) = (1 -ь 3) 1 і наступним електролітичним рафінуванням отриманого розплавленого продукту (сплаву Sn - Fe Ві) у розплаві ZnCI2 (40 - 50мол %) - КСІ (ЗО 40мол %) - NaCI (15 - 25мол %) при температурі 400 - 450°С Істотними ВІДМІННОСТЯМИ способу, що заявляється, є сплавлення відпрацьованого сплаву Sn Fe з вісмутом при співвідношенні мас Ві -ь (Sn + Fe) - (1 v 3) 1, температура електролізу (400 450°С), склад розплавленого електроліту [ZnCb (40 - 50мол %) - КСІ (ЗО - 40мол %) - NaCI (15 25мол %)] Склад електроліту відрізняється тим, що до відомої суміші КСІ - NaCI вноситься сіль ZnCb при вказаному співвідношенні компонентів Важливою операцією є сплавлення залізного олова з вісмутом, У перших наших дослідах анодом був Sn - Fe (9,4%) сплав без розріджувача вісмуту При цьому встановлено, що при температурі електролізу 350 - 450°С вихідний анодний сплав знаходиться в розплавленому стані, однак у ньому містяться включення дрібних кристалів інтерметалічної сполуки FeSn2 В міру анодного розчинення олова, цей сплав стає густішим, втрачає однорідність Анодний процес порушується внаслідок поганого контакту між струмопідводом і сплавом, що поляризується По закінченні електролізу анодний метал вивантажувався у виді кашки, при застиганні утворювалася губка У цих експериментах, проведених при 430 - 450°С, катодний вихід за струмом складав ЗО - 32%, анодний - 45 - 50%, а вміст заліза і цинку в катодному олові досягали ВІДПОВІДНО 1,6 - 3,3% і 0,3 - 0,4% З метою підвищення рідкотекучості анодного сплаву на різних стадіях електролізу в нього вводили визначену КІЛЬКІСТЬ вісмуту Вибір цього металу як розріджувача вихідної техногенної сировини (сплав Sn - Fe) обумовлений наступними факторами Вісмут - легкоплавкий (температура плавлення 271 °С) метал, у хлоридних розплавах значно електропозитивний у порівнянні з Zn, Fe, Sn, добре розчиняє олово, практично не взаємодіє з залізом і при невеликих густинах струму (0,1 0,2А/дм2) незначно розчиняється з анодного сплаву Досліди проводили при різному співвідношенні (по масі), розріджувач (вісмут) і техногенний продукт, що переробляється, (сплав Sn - Fe), а саме 1 2,5, 1 1,3 1 Кращі результати були отримані при використанні останніх двох варіантів Отже, оптимальне співвідношення мас (Sn - Fe) Bi дорівнює 1 (1-3) У даному випадку розплавлений вісмут цілком 56428 покриває днище аноду, анодний струмопідвід при електролізі завжди контактує з рідким металом, забезпечуючи надійний електричний контакт із продуктом, що переробляється Це обумовлює збільшення виходу за струмом, що складає 55,2, 73,2, 873,8% ВІДПОВІДНО для співвідношення мас металів в анодному сплаві Мві Msn Fe) 1 2,5, 1 1,3 1 Вихідний сплав Sn - Fe завантажується на поверхню розплавленого вісмуту При температурі 350°С на (молібденовому) катоді в помітних кількостях осаджувався цинк у твердому стані, при 400°С цього осаду було значно менше, а при 450°С він був відсутній 3 підвищенням температури збільшувалися вихід за струмом і величина корольків олова, що осаджуються на подині електролізера Коли електроліз протікав при 450°С, то весь метал збирався на катоді у вигляді окремого злитка Тому рекомендується вести процес переробки олов'яно - залізного сплаву при температурі 400 - 450°С, незважаючи на одержання на катоді олова при цьому більш забрудненого домішками Fe і Zn Олово і залізо з анодного сплаву Sn - Fe - Ві вилучаються практично цілком, рідкий вісмут запишається на аноді, на поверхню якого завантажується нова порція вихідної сировини, що переробляється (сплав Sn - Fe) Піддаючи виділений на катоді метал повторному рафінуванню методом тонкошарового електролізу можна одержати олово чистотою 99,9%, придатне для гарячого лудіння жерсті й для інших цілей Умови експериментів і їхні результати по ІСПИТІ ДОСЛІДНОГО зразка приведені в таблиці У даному випадку співвідношення мас Bi (Sn + Fe) = 3 1 Використовувався розплав ZnCb (46мол %) - КСІ (34,5мол %) - NaCI (19,5мол %) як розплавлений електроліт, температура плавлення якого дорівнює 216°С КІЛЬКІСТЬ ВИХІДНОГО анодного сплаву було 40г, в якому містилось 75% Ві і 25 сплаву Sn (90,6% + Fe (9,4%), тобто в ньому було цільового металу - олова 9,06г Густина 2 струму була 0,2А/дм , напруга на електролізері 2В У процесі електролізу на аноді розчиняється олово й осаджується на катоді Анодне окислювання інтерметаліду Sn2Fe протікає при більш позитивному потенціалі, ніж чистих металів Тому помітний перехід заліза в електроліт спостерігається на заключних стадіях електролізу В перших двох дослідах (див таблицю) вилучення олова становить 76 - 79%, тобто нижче ніж звичайно (92 - 99%) Це зумовлено тим, що електроліт спочатку насичувався сіллю SnCb за рахунок анодного розчинення олова Електромоторна речовина - SnCb не вносилась до початку електролізу розплаву ZnCb - КСІ - NaCI, Частина олова, яка знаходиться в електроліті в вигляді SnCb, не втрачається, електроліт використовується багаторазово Переваги способу, що заявляється, у порівнянні з прототипом електроліз проводиться при температурі 350 450°С замість 600 - 650°С, за рахунок більш низької температури процесу зменшуються витрати електроенергії на розігрів і ведення електролізу, напруга на електролізері складає 2В, замість 5 56428 10-20В (прототип), сягається суттєве зменшення витрат електроенервисокий вихід за струмом, який досягає 63 гії, 92% на катоді і 85 - 100% на аноді, в той час як вміст заліза в очищеному олові зменшується в згідно з прототипом він складає 5,0%, 37,6(9,4 0,25 = 37,6)-17,1 (9,4 0,55 = 17,1) рази, за рахунок зменшення напруги на електроліпри використанні прототипу лише в 1,9 рази (1,15 зері і значному підвищенні виходу за струмом до0,60-1,9) Таблиця РЕЗУЛЬТАТИ ДОСЛІДІВ ПО РОЗДІЛЕННЮ ОЛОВ'ЯНО-ЗАЛІЗНИХ СПЛАВІВ ЕЛЕКТРОЛІЗОМ РОЗПЛАВІВ КіЛЬКІС Темпе рату ра, °С ть проп ущеНОІ електри ки, А год Маса одержа ного олова на катоді, г Като дний ВИХІД за стру мом, % Вміс TFe в като дному ОЛОВІ, % Маса зали шку металу на аноДі, г Вміст ДОМІШОК в анодному сплаві після електролізу, % Fe Sn 350 3,96 5,6 63,8 0,02 32,5 2,4 4,3 400 3,96 6,0 68,4 0,25 32,1 2,1 2,7 450 3,96 7,7 87,8 0,38 31,8 2,0 1,9 450 3,03 6,2 92,4 0,55 33,2 2,6 7,0 450 3,96 8,5 78,3 0,29 30,5 0,06 0,1 Джерела інформації, прийняті до уваги при написанні заявки 1 Колодин С М Вторичное олово и переработка бедного оловянного сырья М , "Металлургия", 1970, 236с Маса сплаву, що розчинилась на аноді, г Ано дний ВИХІД за стру мом, % Маса заліза в анодно му зали шку, г Маса заліза, що розч инилась на ано Маса олова, що розч инилась на ано Ді, г Ді, г Вилученя олова в катодний мета л,% 0,78 0,16 7,34 76,3 0 0 0 0,67 0,26 7,63 7,9 90,0 78,6 4 6 4 0,63 0,30 7,89 8,2 93,5 97,5 6 4 6 0,86 0,07 6,72 6,8 100 92,2 3 7 3 0,01 0,92 8,57 9,5 87,5 99,1 8 2 8 2 Shelley TR Патент Великобританії №1373087, МКВ 6 С7В, C22D3/00 Опубл 06 11 1974р 3 Делимарский Ю К и Самоделов А П ДАН УССР, 1968, №7 - С 737 - 740 7,5 Підписано до друку 05 06 2003 р 85,5 Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюTin-iron alloys by chloride melts electrolyze separation method
Автори англійськоюHelman Oleksandr Davydovych
Назва патенту російськоюСпособ разделения оловянно-железных сплавов электролизом хлоридных расплавов
Автори російськоюЗарубицкий Олег Григорьевич
МПК / Мітки
МПК: C25C 3/00
Мітки: розплавів, олов'яно-залізних, спосіб, розділення, електролізом, сплавів, хлоридних
Код посилання
<a href="https://ua.patents.su/3-56428-sposib-rozdilennya-olovyano-zaliznikh-splaviv-elektrolizom-khloridnikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розділення олов’яно-залізних сплавів електролізом хлоридних розплавів</a>
Спосіб отримання залізних сплавів
Номер патенту: 30364
Опубліковано: 15.11.2000
Автори: Брехаря Григорій Павлович, Большаков Володимир Іванович, Воробйов Геннадій Михайлович, Башев Валерій Федорович
МПК: C21D 10/00
Мітки: спосіб, сплавів, отримання, залізних
Формула / Реферат:
Спосіб отримання залізних сплавів, який включає надшвидке охолодження з рідкого стану із швидкістю 106-107 К/с, який відрізняється тим, що надшвидке охолодження з рідкого стану проводять на кристалізаційній теплопровідній поверхні, яка знаходиться при температурах 1000-1350°С з наступним гартуванням в воді отриманої плівки сплаву.
Спосіб термоциклічної обробки багатофазних деформованих залізних сплавів
Номер патенту: 55135
Опубліковано: 17.03.2003
Автори: Баранов Олександр Олександрович, Баранов Дмитро Олександрович
МПК: C21D 1/78
Мітки: обробки, багатофазних, деформованих, сплавів, термоциклічної, залізних, спосіб
Формула / Реферат:
1. Спосіб термоциклічної обробки багатофазних деформованих залізних сплавів, що включає багаторазове нагрівання, витримку і охолодження, який відрізняється тим, що нагрівання ведуть до температури на 50 - 150°С нижче за температуру солідус сплаву, а кількість циклів нагрівання (n) вибирають відповідно до рівняння:,де: Сзаг - загальний вміст вуглецю в сплаві,...
Електроліт для одержання свинцю електролізом розплавлених солей
Номер патенту: 41718
Опубліковано: 17.09.2001
Автори: Ковалевський Валентин Іванович, Зарубицький Олег Григорович
МПК: C25C 3/34
Мітки: свинцю, одержання, солей, електролізом, електроліт, розплавлених
Формула / Реферат:
Електроліт для одержання свинцю електролізом розплавлених солей, що містить хлориди свинцю, калію і натрію, який відрізняється тим, що він додатково містить хлористий цинк при наступному співвідношенні компонентів, мол. %: хлористий свинець 16-22 хлористий натрій 13-18 хлористий цинк 26-33 хлористий калій ...
Спосіб одержання гранул із магнію та його сплавів
Номер патенту: 40507
Опубліковано: 16.07.2001
Автори: Комелін Ігор Михайлович, Оніщук Олександр Васильович, Забрицький Михайло Васильович, Олександров Віктор Олександрович, Герб Андрій Павлович, Баранник Іван Андрійович
МПК: B22F 9/08
Мітки: гранул, сплавів, магнію, одержання, спосіб
Формула / Реферат:
Спосіб одержання гранул із магнію та його сплавів, що включає підігрів розплавленого металу до 670 - 720°С, введення сольової добавки, яку готують із хлоридів і фторидів магнію, лужних і лужноземельних металів у кількості 0,5 - 20% від маси металу, та відцентрове розпорошення в гранули суміші металу і сольової добавки, який відрізняється тим, що до складу сольової добавки вводять бромід натрію, та сольову добавку перед введенням в...
Спосіб електрополірування титану та його сплавів і необхідний для цього електроліт
Номер патенту: 35145
Опубліковано: 15.03.2001
Автори: Туманова Неллі Хачатурівна, Кармазіна Тамара Василівна, Кочетова Світлана Анатолієвна, Богданович Людмила Василівна
МПК: C25F 3/00
Мітки: цього, електрополірування, титану, електроліт, необхідний, спосіб, сплавів
Формула / Реферат:
1. Спосіб електрополірування титану та його сплавів, що включає анодну обробку в низькотемпературному карбамід-NH4CI розплавленому електроліті, і відрізняється тим, що поляризацію Ті-аноду проводять реверсивним струмом при співвідношенні часу анодного і катодного періодів (3:1) і тривалістю всього циклу 1сек, з загальною тривалістю електролізу 5 хвилин при густині струму 1000-2000А/м2, температурі - 120-130°С.2. Електроліт для...
Попередній патент: Радіокерована система сповіщення населення про надзвичайні ситуації
Наступний патент: Пристрій для очищення внутрішньої поверхні трубопроводів від відкладень
Випадковий патент: Спосіб оцінки перинатального розвитку судин верхнього середостіння