Ніздрюватий бетон автоклавного тверднення
Номер патенту: 56450
Опубліковано: 10.01.2011
Автори: Рудчєнко Дмітрій Гєннадьєвіч, Приходько Тетяна Дмитрівна, Щербина Наталія Олександрівна

Формула / Реферат
Ніздрюватий бетон автоклавного тверднення, виготовлений з піску, гіпсового каменю, вапна, цементу та алюмінієвої пудри, який відрізняється тим, що компоненти взяті в наступному співвідношенні, в кг на 1 м3 бетонної суміші, що містить 250 - 270 кг води:
пісок
110-130
гіпсовий камінь
14-20
вапно
19-25
цемент
100-120
алюмінієва пудра
0,5-0,7,
при цьому щільність бетону становить 300 кг/м3, а міцність при стисненні - 2,2 МПа і більше.
Текст
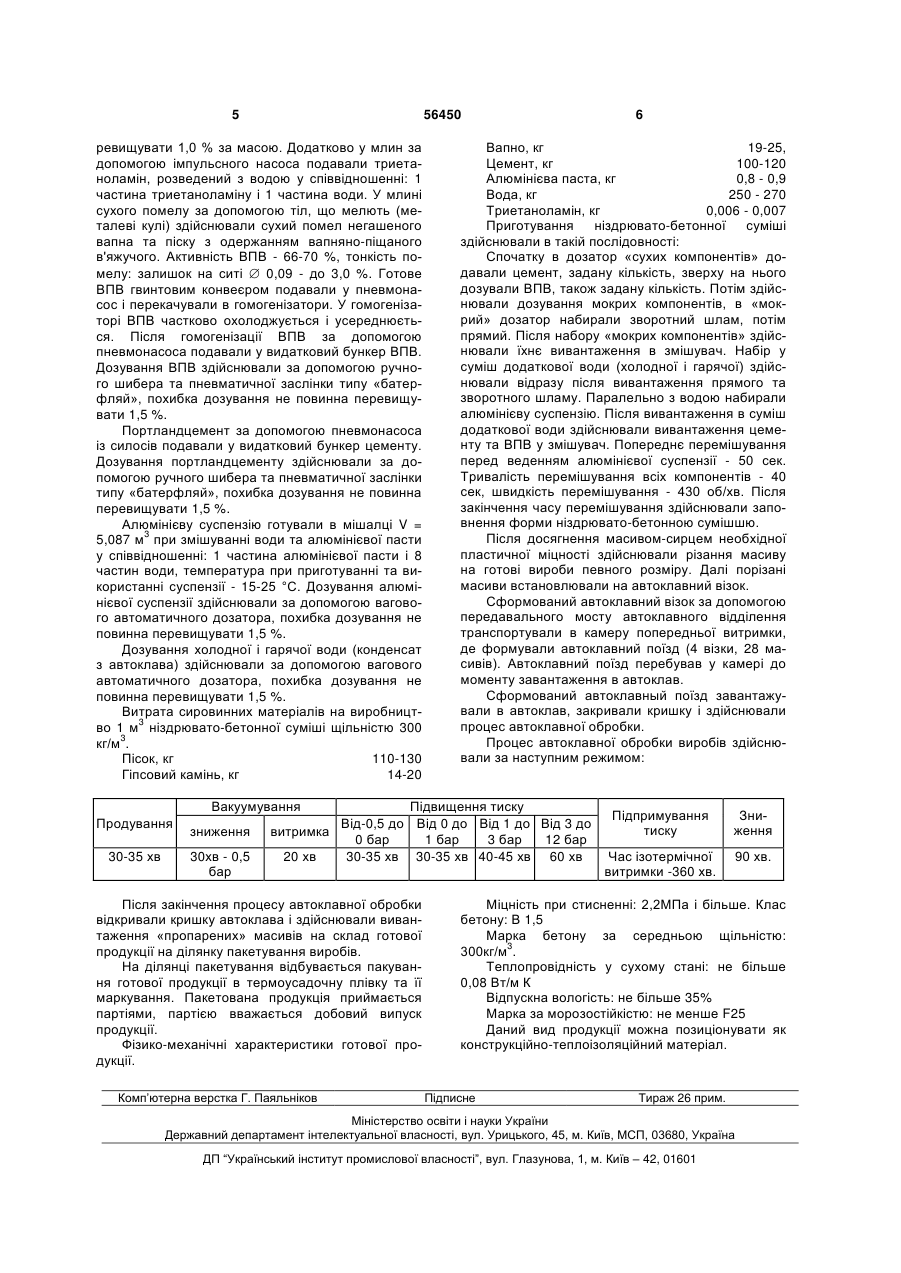
Ніздрюватий бетон автоклавного тверднення, виготовлений з піску, гіпсового каменю, вапна, 3 - Вміст Mg не більше 2 %; - Вміст SO3 не більше 3 %; - Вміст хлоридів не більше 0,1 %; - Строки схоплювання: початок 50-160 хв. кінець 130 - 260 хв.; - Різниця між початком і кінцем схоплювання 80 - 140 хв; - Питома поверхня 2900 - 3500 см2/г (або залишок на ситі 0,09 не більше 8%); Вапно Використовували вапно марки ВП - А - II. Основні характеристики: - Вміст Са + Mg 78 - 93 %; - Вміст активного Mg 1,2-2 %; - Вміст СО2 не більше 5 %; - Вміст SіО2 не більше 5 %; - Вміст АІ2О3 + Fе2О3 не більше 2,5 %; - Вміст Na2O + К2О не більше 1,5 %; - Вміст SO3 не більше 1 %; - Непогашені зерна 1,3 -10 %; - Час гасіння t60 C 1,15- 2,20 хв; - Час гасіння понад 60 °С 2 - 6 хв; - Втрати при прокалюванні - не більше 5 %; - Залишок на ситі 2 мкм не більше 1,5 %; - Залишок на ситі 90 мкм не більше 3 %; - Залишок на ситі 63 мкм не більше 15 %; - Залишок на ситі 32 мкм не більше 50 %; Пісок Основні характеристики: - Вміст SiO2 не менше 90 %; - Вміст вільного кварцу не менше 80 %; - Вміст мулистих і глинистих домішок не більше 3 %; - Вміст слюди не більше 5 %; - Вміст Аl2О3 не більше 10 %; - Вміст Fe2O3 не більше 3 %; - Вміст СаО не більше 5 %; - Вміст MgO не більше 2 %; - Вміст SO3 не більше 3 %; - Вміст хлоридів не більше 0,05 %; - Втрати при прокалюванні не більше 5 %; - Вологість не більше 6 %. Гіпсовий камінь Основні характеристики: - Вміст CaSO4.2H2O 80 - 98 %; - Вміст Mg не більше 2 %; - Вміст хлоридів не більше 0,05 %; Алюмінієва паста Алюмінієва пасту RO 550 FS використовували як джерело алюмінієвої пудри. Перевагу віддають пасті, оскільки алюмінієва паста – це субстанція, що не порошить, а алюмінієва пудра порошить. Основні характеристики алюмінієвої пасти: - Вміст активного алюмінію у твердому залишку - 92 %; - наявність твердої речовини - 70 %. Вода Вода надходить з магістрального трубопроводу. Основні характеристики води: - рН 7 - 7,5. Спосіб виготовлення Пісок з бункера подавали на стрічковий транспортер. Потім пісок просіювали на віброгрохоті, де відсіюється гравій, грудки піску та інші великі 56450 4 включення. Відходи піску надходять у бункер, і їх по мірі накопичення вивозять автотранспортом у відвал. Просіяний пісок надходив у бункер об'ємом 10 м3, потім стрічковим конвеєром його подавали у помольне відділення, де його направляли у видаткові бункери над млинами мокрого помелу та млином сухого помелу. Дозування піску відбувалося за допомогою шибера та вагового дозатора безперервної дії, похибка при дозуванні не більше ± 2 % за масою. Гіпсовий камінь фронтальним автонавантажувачем подавали у приймальний бункер, звідти стрічковим транспортером у молоткову дробарку, де його подрібнювали до дрібної фракції, після цього його завантажували у приймальний бункер гіпсу. З бункера гіпс за допомогою стрічкового транспортера подавали у видаткові бункери над млинами мокрого помелу. Дозування гіпсу здійснювали за допомогою шибера та вагового дозатора безперервної дії, похибка по дозуванні не більше ± 2 % за масою. Воду в млини мокрого помелу подавали з магістрального водопроводу, похибка при дозуванні не більше ± 1 % за масою. У млинах мокрого помелу за допомогою тіл, що мелють (металеві кулі та цильпепс), відбувався мокрий помел піску та гіпсу з одержанням піщаного шламу (прямого). Щільність шламу = 1,65 1,74 кг/л, тонкість помелу - залишок на ситі 0,09 мм - 7 - 10 %, Вміст SO3 у шламі 4,3 - 5,3 %. Піщаний шлам за допомогою пневмоустановки транспортували в накопичувальні шламбасейни, що знаходяться в помольному відділенні. З накопичувальних шламбасейнів шлам за допомогою перистальтичного насоса транспортували у видаткові шламбасейни. Дозування шламу здійснювали за допомогою вагового автоматичного дозатора, похибка дозування не повинна перевищувати 1,5 %. Відходи, що утворюються після різання масивів (бічний різ, верхні та нижні підрізні кулі), з різального комплексу за допомогою стрічкового транспортера надходили в змішувач зворотного шламу, куди додатково подавали воду. Після перемішування та усереднення зворотний шлам за допомогою перистальтичного насоса перекачували в шламбасейн зворотного шламу V = 50 м3. Після промивання змішувача вода надходила в мішалку «промивної води» V = 3,05 м3, після чого за допомогою перистальтичного насоса її перекачували в шламбасейн зворотного шламу V = 50 м3. Після перемішування та усереднення зворотний шлам за допомогою перистальтичного насоса подавали у видаткову мішалку зворотного шламу V = 18 м3. Густина зворотного шламу = 1,34 -1,44 кг/л. Дозування зворотного шламу здійснювали за допомогою вагового автоматичного дозатора, похибка дозування не повинна перевищувати 1,5 %. Вапно за допомогою пневмонасоса із силосів подавали у видатковий бункер вапна над млином сухого помелу. Дозування вапна і піску, для приготування вапняно-піщаного в'яжучого (ВПВ), у співвідношенні: 10 % піску і 90 % вапна, здійснювали за допомогою шибера та вагового дозатора безперервної дії, похибка дозування не повинна пе 5 56450 ревищувати 1,0 % за масою. Додатково у млин за допомогою імпульсного насоса подавали триетаноламін, розведений з водою у співвідношенні: 1 частина триетаноламіну і 1 частина води. У млині сухого помелу за допомогою тіл, що мелють (металеві кулі) здійснювали сухий помел негашеного вапна та піску з одержанням вапняно-піщаного в'яжучого. Активність ВПВ - 66-70 %, тонкість помелу: залишок на ситі 0,09 - до 3,0 %. Готове ВПВ гвинтовим конвеєром подавали у пневмонасос і перекачували в гомогенізатори. У гомогенізаторі ВПВ частково охолоджується і усереднюється. Після гомогенізації ВПВ за допомогою пневмонасоса подавали у видатковий бункер ВПВ. Дозування ВПВ здійснювали за допомогою ручного шибера та пневматичної заслінки типу «батерфляй», похибка дозування не повинна перевищувати 1,5 %. Портландцемент за допомогою пневмонасоса із силосів подавали у видатковий бункер цементу. Дозування портландцементу здійснювали за допомогою ручного шибера та пневматичної заслінки типу «батерфляй», похибка дозування не повинна перевищувати 1,5 %. Алюмінієву суспензію готували в мішалці V = 5,087 м3 при змішуванні води та алюмінієвої пасти у співвідношенні: 1 частина алюмінієвої пасти і 8 частин води, температура при приготуванні та використанні суспензії - 15-25 °С. Дозування алюмінієвої суспензії здійснювали за допомогою вагового автоматичного дозатора, похибка дозування не повинна перевищувати 1,5 %. Дозування холодної і гарячої води (конденсат з автоклава) здійснювали за допомогою вагового автоматичного дозатора, похибка дозування не повинна перевищувати 1,5 %. Витрата сировинних матеріалів на виробництво 1 м3 ніздрювато-бетонної суміші щільністю 300 кг/м3. Пісок, кг 110-130 Гіпсовий камінь, кг 14-20 Вапно, кг 19-25, Цемент, кг 100-120 Алюмінієва паста, кг 0,8 - 0,9 Вода, кг 250 - 270 Триетаноламін, кг 0,006 - 0,007 Приготування ніздрювато-бетонної суміші здійснювали в такій послідовності: Спочатку в дозатор «сухих компонентів» додавали цемент, задану кількість, зверху на нього дозували ВПВ, також задану кількість. Потім здійснювали дозування мокрих компонентів, в «мокрий» дозатор набирали зворотний шлам, потім прямий. Після набору «мокрих компонентів» здійснювали їхнє вивантаження в змішувач. Набір у суміш додаткової води (холодної і гарячої) здійснювали відразу після вивантаження прямого та зворотного шламу. Паралельно з водою набирали алюмінієву суспензію. Після вивантаження в суміш додаткової води здійснювали вивантаження цементу та ВПВ у змішувач. Попереднє перемішування перед веденням алюмінієвої суспензії - 50 сек. Тривалість перемішування всіх компонентів - 40 сек, швидкість перемішування - 430 об/хв. Після закінчення часу перемішування здійснювали заповнення форми ніздрювато-бетонною сумішшю. Після досягнення масивом-сирцем необхідної пластичної міцності здійснювали різання масиву на готові вироби певного розміру. Далі порізані масиви встановлювали на автоклавний візок. Сформований автоклавний візок за допомогою передавального мосту автоклавного відділення транспортували в камеру попередньої витримки, де формували автоклавний поїзд (4 візки, 28 масивів). Автоклавний поїзд перебував у камері до моменту завантаження в автоклав. Сформований автоклавный поїзд завантажували в автоклав, закривали кришку і здійснювали процес автоклавної обробки. Процес автоклавної обробки виробів здійснювали за наступним режимом: Вакуумування Продування 30-35 хв зниження 30хв - 0,5 бар Підвищення тиску Від-0,5 до Від 0 до Від 1 до Від 3 до витримка 0 бар 1 бар 3 бар 12 бар 20 хв 30-35 хв 30-35 хв 40-45 хв 60 хв Після закінчення процесу автоклавної обробки відкривали кришку автоклава і здійснювали вивантаження «пропарених» масивів на склад готової продукції на ділянку пакетування виробів. На ділянці пакетування відбувається пакування готової продукції в термоусадочну плівку та її маркування. Пакетована продукція приймається партіями, партією вважається добовий випуск продукції. Фізико-механічні характеристики готової продукції. Комп’ютерна верстка Г. Паяльніков 6 Підпримування тиску Зниження Час ізотермічної витримки -360 хв. 90 хв. Міцність при стисненні: 2,2МПа і більше. Клас бетону: В 1,5 Марка бетону за середньою щільністю: 300кг/м3. Теплопровідність у сухому стані: не більше 0,08 Вт/м К Відпускна вологість: не більше 35% Марка за морозостійкістю: не менше F25 Даний вид продукції можна позиціонувати як конструкційно-теплоізоляційний матеріал. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPorous concrete of autoclave hardening
Автори англійськоюRudchienko Dmitrii Hiennadiievich, Prykhodko Tetiana Dmytrivna, Scherbyna Nataliia Oleksandrivna
Назва патенту російськоюНоздреватый бетон автоклавного твердения
Автори російськоюРудченко Дмитрий Геннадьевич, Приходько Татьяна Дмитриевна, Щербина Наталья Александровна
МПК / Мітки
МПК: C04B 38/02
Мітки: бетон, ніздрюватий, автоклавного, тверднення
Код посилання
<a href="https://ua.patents.su/3-56450-nizdryuvatijj-beton-avtoklavnogo-tverdnennya.html" target="_blank" rel="follow" title="База патентів України">Ніздрюватий бетон автоклавного тверднення</a>
Ніздрюватий бетон

Номер патенту: 31889
Опубліковано: 25.04.2008
Автор: Шульгін Володимир Васильович
МПК: C04B 38/02
Мітки: бетон, ніздрюватий
Формула / Реферат:
1. Ніздрюватий бетон, що включає в'яжуче, заповнювач, пороутворювач, добавки та замішувач в'яжучого, який відрізняється тим, що наповнювачем є дефекат з питомою поверхнею 4000-7000 см2/г, представлений карбонатом кальцію при наступному співвідношенні компонентів, мас. %: в'яжуче 10-88 пороутворювач 0,001-3,5 дефекат 3-80 ...
Ніздрюватий бетон

Номер патенту: 9996
Опубліковано: 17.10.2005
Автори: Лобойко Олексій Петрович, Якимечко Ярослав Богданович, Римар Тарас Миколайович
МПК: C04B 16/00, C04B 38/00
Мітки: бетон, ніздрюватий
Формула / Реферат:
1. Ніздрюватий бетон, що містить в'яжуче, наповнювач, пороутворювач, добавки та воду, який відрізняється тим, що як наповнювач він містить склоподібні пустотілі сферичні мікрочастинки – мікросфери, при наступному співвідношенні компонентів, мас. %: в'яжуче 10-70 пороутворювач 0,001-1,5 добавки 0-10 мікросфери ...
Спосіб приготування ніздрюватобетонної суміші для одержання газопінобетону автоклавного тверднення
Номер патенту: 85758
Опубліковано: 25.02.2009
Автори: Іваненко Віталій Олексійович, Приходько Тетяна Дмитрівна, Вудвуд Тарас Миколайович, Філатов Анатолій Миколайович, Хомяков Віталій Вікторович
МПК: C04B 38/02, C04B 38/10
Мітки: приготування, ніздрюватобетонної, газопінобетону, одержання, автоклавного, суміші, спосіб, тверднення
Формула / Реферат:
1. Спосіб приготування ніздрюватобетонної суміші для автоклавного газопінобетону шляхом подачі в змішувач води, піщаного шламу, цементу, вапняно-піщаного в'яжучого, суспензії алюмінієвої пудри при безперервному змішуванні, який відрізняється тим, що в змішувач з піногенератора аеродинамічної дії подають дозу монодисперсної піни кратністю 25-50 одиниць з розміром пухирців 0,01-0,5 мм і суміш додатково змішують протягом 80-120 с.2....
Спосіб утилізації червоного шламу-відходу глиноземного виробництва у будівельні матеріали автоклавного твердіння
Номер патенту: 32557
Опубліковано: 26.05.2008
Автор: Тузяк Віра Євгенівна
МПК: C04B 2/00
Мітки: шламу-відходу, будівельні, твердіння, червоного, матеріали, автоклавного, спосіб, виробництва, глиноземного, утилізації
Формула / Реферат:
1. Спосіб утилізації червоного шламу-відходу глиноземного виробництва у будівельні матеріали автоклавного твердіння, що включає змішування вапна з тонкодисперсним компонентом, дрібним і крупним заповнювачем, викладання пластично-в'язкої маси у форми і затвердіння її в автоклавах при 8-12 ат протягом 12-14 годин, який відрізняється тим, що водну тонкодисперсну суспензію червоного шламу, побічного продукту глиноземного виробництва, подають...
Спосіб утилізації фторовмісних відходів від хімічного полірування кришталю при виготовленні будівельних матеріалів автоклавного твердіння з червоного шламу – відходу глиноземного виробництва
Номер патенту: 44763
Опубліковано: 12.10.2009
Автор: Тузяк Віра Євгенівна
МПК: C04B 2/00
Мітки: будівельних, виробництва, кришталю, хімічного, автоклавного, твердіння, червоного, глиноземного, шламу, утилізації, фторовмісних, полірування, відходу, виготовленні, спосіб, матеріалів, відходів
Формула / Реферат:
1. Спосіб утилізації фторовмісних відходів при виготовленні будівельних матеріалів автоклавного твердіння, що включає процес змішування червоного шламу - відходу глиноземного виробництва з негашеним вапном і нейтралізацію фторовмісних відходів, що містять плавикову, кремнефтористу і сірчану кислоти, вапняним "молоком" чи карбонатом кальцію, до утворення пластично-в'язкої твердої маси, який відрізняється тим, що у гідратор, де...
Попередній патент: Качановідокремлювальний апарат
Наступний патент: Спосіб підсилення анальгетичної дії периферичного генезу нестероїдних протизапальних і протиревматичних засобів, похідних оцтової та пропіонової кислот
Випадковий патент: Пристрій для зниження рівня звуку пострілу з вогнепальної зброї