Спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення
Номер патенту: 57322
Опубліковано: 25.02.2011

Формула / Реферат
Спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення, що базується на використанні обчислювача, аналого-цифрового і цифро-аналогового перетворювачів та індикатора результатів вимірювань, який відрізняється тим, що для вимірювання діаметра циліндричних виробів, у тому числі кварцових труб, у процесі їх формування із кварцового блокa, де в зоні сформованої трубки температура досягає 1300 °С із значним її коливанням, для підвищення точності та стабільності вимірювання діаметра кварцової трубки у високотемпературній зоні, введені три вимірювальні пелюстки з обмежувачами, центри обертання яких знаходяться у вершинах умовного трикутника, розташованого в площині, перпендикулярній до положення трубки, що вимірюється, які короткочасно підводяться по дотичних до трубки; протягом часу, достатнього для вимірювання, вимірюються кути між дотичними та бісектрисами умовного трикутника; діаметр трубки знаходиться на основі сторін трикутника, описаного навколо контуру зовнішнього діаметра трубки, сторони якого визначаються на основі сторін умовного трикутника з вершинами в центрах обертання пелюсток та виміряних кутів між вимірювальними пелюстками й бісектрисами умовного трикутника.
Текст
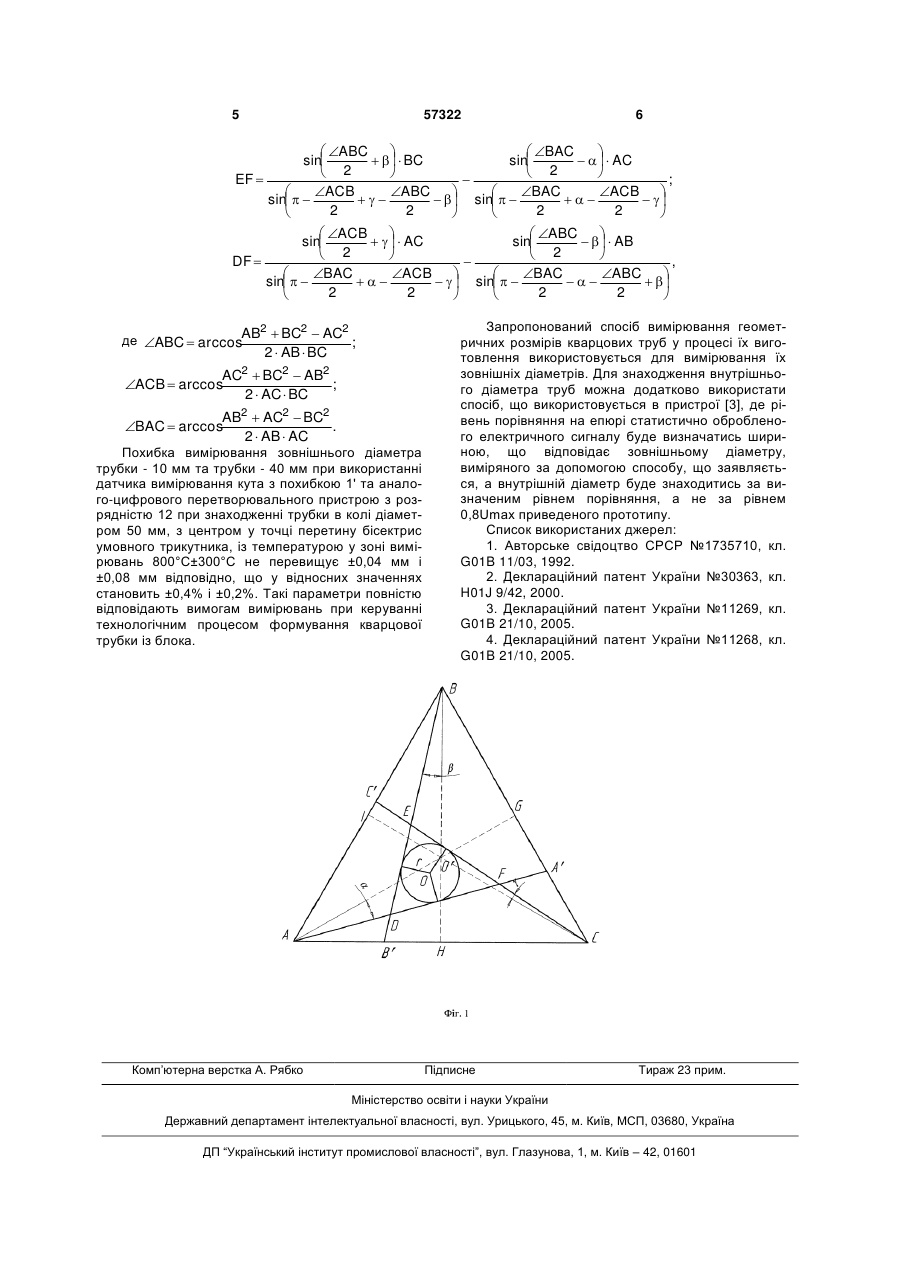
Спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення, що базується на використанні обчислювача, аналогоцифрового і цифро-аналогового перетворювачів та індикатора результатів вимірювань, який відрізняється тим, що для вимірювання діаметра циліндричних виробів, у тому числі кварцових труб, у процесі їх формування із кварцового блокa, де в зоні сформованої трубки температура досягає 1300°С із значним її коливанням, для підвищення 3 вимірюванні діаметра, яке присутнє в процесі формування кварцової трубки при автоматизованому її виготовленні, стає необхідним розташовувати вимірювальний пристрій як найближче до розм'якшеної зони "блок-трубка" з температурою печі 1800-1950°С, а тому температура в зоні вимірювання зафіксованого діаметра становить 1300600°С, коливання якої залежить від фаз протікання технологічного процесу та відстані до місця вимірювання. Вказане коливання температури суттєво впливає на показник приломлення променів розсіяного світла в кварцовому склі та показник приломлення повітря внаслідок значного градієнта температури поблизу країв трубки, що породжує ефект рефракції, в результаті чого діаграма електричного сигналу, отриманого від матриці пристрою із зарядовим зв'язком (ПЗЗ), розширюється або звужується незалежно від зміни свого рівня по вертикалі, що суттєво впливає на похибку вимірювання діаметра і може досягати 5-10% при вимірюванні трубки з діаметром 30-10 мм. Суттєвим недоліком указаного способу є також значне збільшення похибки вимірювання, а то й зовсім не функціонування пристрою при зміщенні трубки в просторі, що завжди присутнє за рахунок коливань блока, з якого витягується трубка, підвішеного до ковзної каретки та за рахунок нерівномірності притиснення теплоізолюючими прокладками затискачів трубки витягальної машини. Ознаками прототипу, які збіжні з ознаками корисної моделі, є наявність у схемі обчислювача аналого-цифрових та цифро-аналогових перетворювачів (АЦП та ЦАП), а також наявність індикатора результатів вимірювань. Усе інше в схемі відрізняється суттєво. Задачею цієї корисної моделі є підвищення точності та стабільності вимірювання діаметра кварцової трубки при технологічному процесі формування її із кварцового блока, який характеризується високим значенням температури, до 1300°С, та значним її коливанням у зоні вимірювання. Ідея способу полягає у використанні трьох вимірювальних пелюсток, центри обертання яких знаходяться у вершинах умовного трикутника, розташованого в площині, перпендикулярній до положення трубки, що вимірюється, при короткочасному, достатньому для вимірювання, підведенні вільних кінців цих пелюсток по дотичних до трубки та вимірюванні кутів, утворених цими дотичними з бісектрисами умовного трикутника, і подальшого розрахунку діаметра трубки на основі сторін трикутника, описаного навколо контуру зовнішнього діаметра трубки, сторони якого визначаються на основі сторін умовного трикутника з вершинами в центрах обертання пелюсток та виміряних кутів 57322 4 між вимірювальними пелюстками й бісектрисами умовного трикутника. Поставлене завдання вирішується таким чином, що при використанні умовного трикутника як рівностороннього (Фіг.1), методика обробки результатів вимірювань виконується наступним чином. Положення вимірювальних пелюсток у підведеному до трубки стані позначено відповідними відрізками АА', ВВ' та СС'. При цьому довжина пелюсток визначається областю допустимого положення трубки. Діаметр трубки знаходиться за формулою d 2 pDEF DEpDEF EFpDEF DF , pDEF де pDEF - півпериметр трикутника DEF; DE, EF, DF - сторони описаного навколо зовнішнього діаметра трубки трикутника DEF, утвореного в результаті перетину вимірювальних пелюсток АА', ВВ', СС'. Значення півпериметра знаходиться за формулою pDEF DE EF DF . 2 Значення сторін DE, EF, DF обчислюються за формулами: sin a sin a 6 6 DE ; 2 2 sin sin 3 3 sin a sin a 6 6 EF ; 2 2 sin sin 3 3 sin a sin a 6 6 DF , 2 2 sin sin 3 3 де а=ΑΒ=ВС=АС- початково відомі за конструктивними даними; , , - виміряні кути між вимірювальними пелюстками та бісектрисами AG, СІ, ВН. Обмежувачі крайнього положення також використовуються для отримання калібрувальних значень кутів , , при вимірюванні діаметра, а також для уточнення нульових значень цих кутів. При використанні умовного трикутника як нерівностороннього, тобто з довільними значеннями АВ, ВС, АС, процес обробки результатів вимірювань відрізняється лише обчисленням значень сторін трикутника за формулами: BAC ACB sin AB sin BC 2 2 DE ; BAC ABC ABC ACB sin sin 2 2 2 2 5 57322 6 ABC BAC sin BC sin AC 2 2 EF ; ACB ABC BAC ACB sin sin 2 2 2 2 ACB ABC sin AC sin AB 2 2 DF , BAC ACB BAC ABC sin sin 2 2 2 2 AB2 BC2 AC2 ; 2 AB BC де ABC arccos AC2 BC2 AB2 ACB arccos ; 2 AC BC AB2 AC2 BC2 BAC arccos . 2 AB AC Похибка вимірювання зовнішнього діаметра трубки - 10 мм та трубки - 40 мм при використанні датчика вимірювання кута з похибкою 1' та аналого-цифрового перетворювального пристрою з розрядністю 12 при знаходженні трубки в колі діаметром 50 мм, з центром у точці перетину бісектрис умовного трикутника, із температурою у зоні вимірювань 800°С±300°С не перевищує ±0,04 мм і ±0,08 мм відповідно, що у відносних значеннях становить ±0,4% і ±0,2%. Такі параметри повністю відповідають вимогам вимірювань при керуванні технологічним процесом формування кварцової трубки із блока. Комп’ютерна верстка А. Рябко Запропонований спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення використовується для вимірювання їх зовнішніх діаметрів. Для знаходження внутрішнього діаметра труб можна додатково використати спосіб, що використовується в пристрої [3], де рівень порівняння на епюрі статистично обробленого електричного сигналу буде визначатись шириною, що відповідає зовнішньому діаметру, виміряного за допомогою способу, що заявляється, а внутрішній діаметр буде знаходитись за визначеним рівнем порівняння, а не за рівнем 0,8Umax приведеного прототипу. Список використаних джерел: 1. Авторське свідоцтво СРСР №1735710, кл. G01B 11/03, 1992. 2. Деклараційний патент України №30363, кл. H01J 9/42, 2000. 3. Деклараційний патент України №11269, кл. G01B 21/10, 2005. 4. Деклараційний патент України №11268, кл. G01B 21/10, 2005. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of geometrical dimensions of quartz tubes in process of production of those
Автори англійськоюLysytsia Pavlo Mykhailovych, Lysytsia Mykhailo Petrovych
Назва патенту російськоюСпособ измерения геометрических размеров кварцевых труб b процессе их изготовления
Автори російськоюЛисица Павел Михайлович, Лисица Михаил Петрович
МПК / Мітки
МПК: G01B 21/10
Мітки: геометричних, розмірів, труб, спосіб, виготовлення, кварцових, процесі, вимірювання
Код посилання
<a href="https://ua.patents.su/3-57322-sposib-vimiryuvannya-geometrichnikh-rozmiriv-kvarcovikh-trub-u-procesi-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення</a>
Пристрій для вимірювання геометричних розмірів кварцових труб
Номер патенту: 11269
Опубліковано: 15.12.2005
Автори: Ярош Наталія Василівна, Аракелян Георгій Арменакович, Гришко Віктор Федорович, Варваров Олександр Федорович, Нагорна Діна Романівна, Долина Віктор Георгійович, Колосова Олена Петрівна
МПК: G01B 21/10, G01B 11/08
Мітки: розмірів, кварцових, геометричних, вимірювання, пристрій, труб
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів кварцових труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (6), а також послідовно з'єднані блок обробки відеосигналу (7), блок обчислень (8) і індикатор (9), який відрізняється тим, що пристрій додатково містить фільтр світла (5), який розміщений між об'єктивом (4) і фотоприймачем (6).
Пристрій для вимірювання геометричних розмірів прозорих труб
Номер патенту: 11268
Опубліковано: 15.12.2005
Автори: Аракелян Георгій Арменакович, Нагорна Діна Романівна, Гришко Віктор Федорович, Варваров Олександр Федорович, Колосова Олена Петрівна, Долина Віктор Георгійович, Ярош Наталія Василівна
МПК: G01B 9/00, G01B 21/10
Мітки: геометричних, труб, вимірювання, прозорих, розмірів, пристрій
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів прозорих труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (5), а також послідовно з'єднані блок обробки відеосигналу (6), блок обчислень (7) і індикатор (8), який відрізняється тим, що пристрій додатково містить задавач струму (9), вхід якого з'єднаний з другим виходом блока обчислень (7), а вихід з'єднаний із...
Спосіб вимірювання шорсткості поверхні в процесі виготовлення деталі
Номер патенту: 39149
Опубліковано: 10.02.2009
Автори: Максимчук Іван Вікторович, Симута Микола Олександрович, Діордіца Анна Миколаївна, Філіппова Марина В`ячеславівна, Заєць Сергій Сергійович, Войтюк Оксана Анатоліївна, Педько Ксенія Олександрівна, Діордіца Ірина Миколаївна
МПК: B23Q 15/00, B23B 25/00
Мітки: спосіб, поверхні, деталі, процесі, шорсткості, вимірювання, виготовлення
Формула / Реферат:
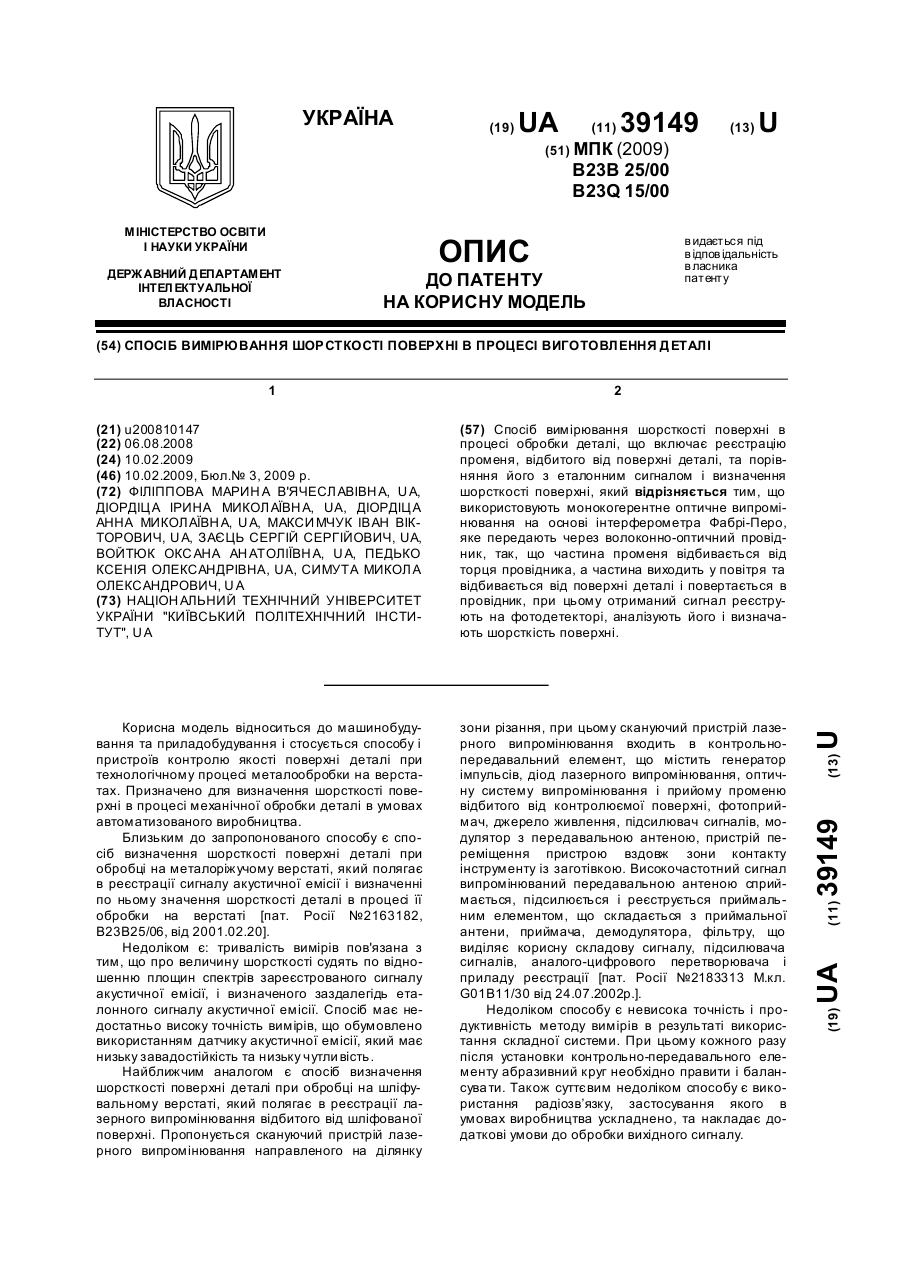
Спосіб вимірювання шорсткості поверхні в процесі обробки деталі, що включає реєстрацію променя, відбитого від поверхні деталі, та порівняння його з еталонним сигналом і визначення шорсткості поверхні, який відрізняється тим, що використовують монокогерентне оптичне випромінювання на основі інтерферометра Фабрі-Перо, яке передають через волоконно-оптичний провідник, так, що частина променя відбивається від торця провідника, а частина виходить...
Інтерференційний спосіб визначення геометричних розмірів об’єктів
Номер патенту: 8603
Опубліковано: 30.09.1996
Автор: Гафанович Георгій Якович
МПК: G01B 11/16, G01B 11/00
Мітки: спосіб, розмірів, визначення, інтерференційний, геометричних, об'єктів
Формула / Реферат:
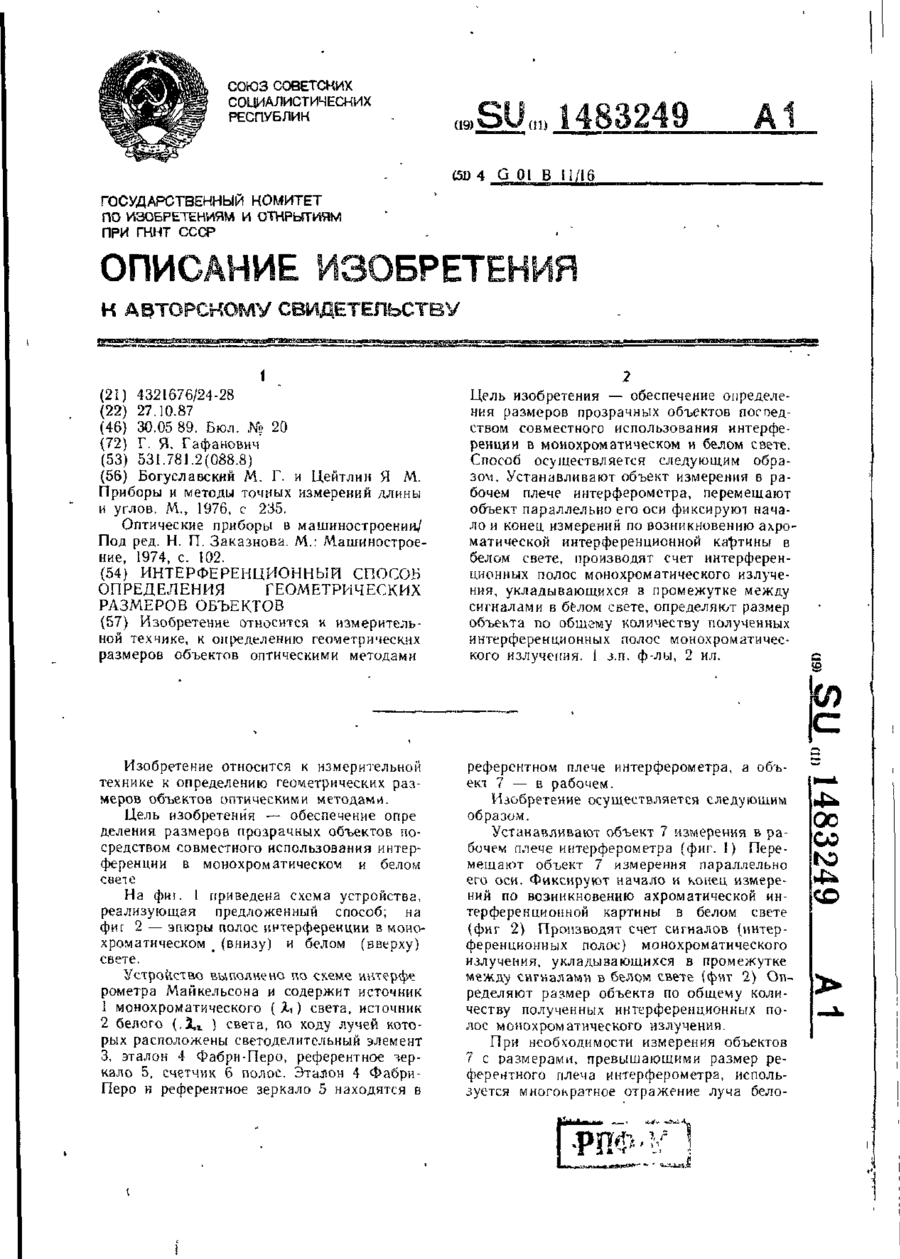
1. Интерференционный способ определения геометрических размеров объектов, заключающийся в том, что объект помещают в рабочее плечо интерферометра, направляют в интерферометр монохроматический свет и по количеству полуволн света, укладывающихся в размеры объекта, определяют его размеры, отличающийся тем, что, с целью обеспечения определения размеров прозрачных, объектов, дополнительно направляют в интерферометр белый свет, объект перемещают...
Спосіб ліквідації прихватів бурильних труб в процесі проводки свердловини
Номер патенту: 28668
Опубліковано: 16.10.2000
Автори: Бугай Юрій Миколайович, Балакіров Юрій Айрапетович, Фролагін Володимир Олександрович
МПК: E21B 23/00
Мітки: спосіб, проводки, бурильних, свердловини, процесі, ліквідації, прихватів, труб
Формула / Реферат:
Спосіб ліквідації прихватів бурильних труб в процесі проводки свердловини, що включає необхідне обладнання бурової установки, який відрізняється тим, що у проміжок між колоною бурильних труб і стінками свердловини додатково нагнітають попередньо замішаний у безводній нафті (або у безводному конденсаті, якщо пласт газовий) порошок азотної кислоти (азотнокислий карбамід).
Попередній патент: Спосіб одержання фосфорвмісного комплексону 2-фосфонометиламінобурштинової кислоти
Наступний патент: Сфероїдний сонячний колектор
Випадковий патент: Спосіб лікування великих циркулярних ран кінцівок