Спосіб модифікування сталі при електрошлаковій переплавці
Номер патенту: 57568
Опубліковано: 16.06.2003
Автори: Гавриш Юрій Павлович, Гавриш Павло Анатолійович, Касов Валерій Дмитрович
Формула / Реферат
Спосіб модифікування сталі при електрошлаковій переплавці, що включає подачу порошкового модифікатора в розплав металу, який відрізняється тим, що порошковий модифікатор доставляється в розплав металу безпосередньо з електродом, що переплавляється, причому усередині самого електрода, для чого електрод електрошлакової переплавки попередньо піддають механічній обробці для створення в ньому спеціальних порожнин (кишень), які заповнюють порошковим модифікатором, до якого додають компонент, що дозволяє розосередити модифікатор по об'єму металевої ванни.
Текст
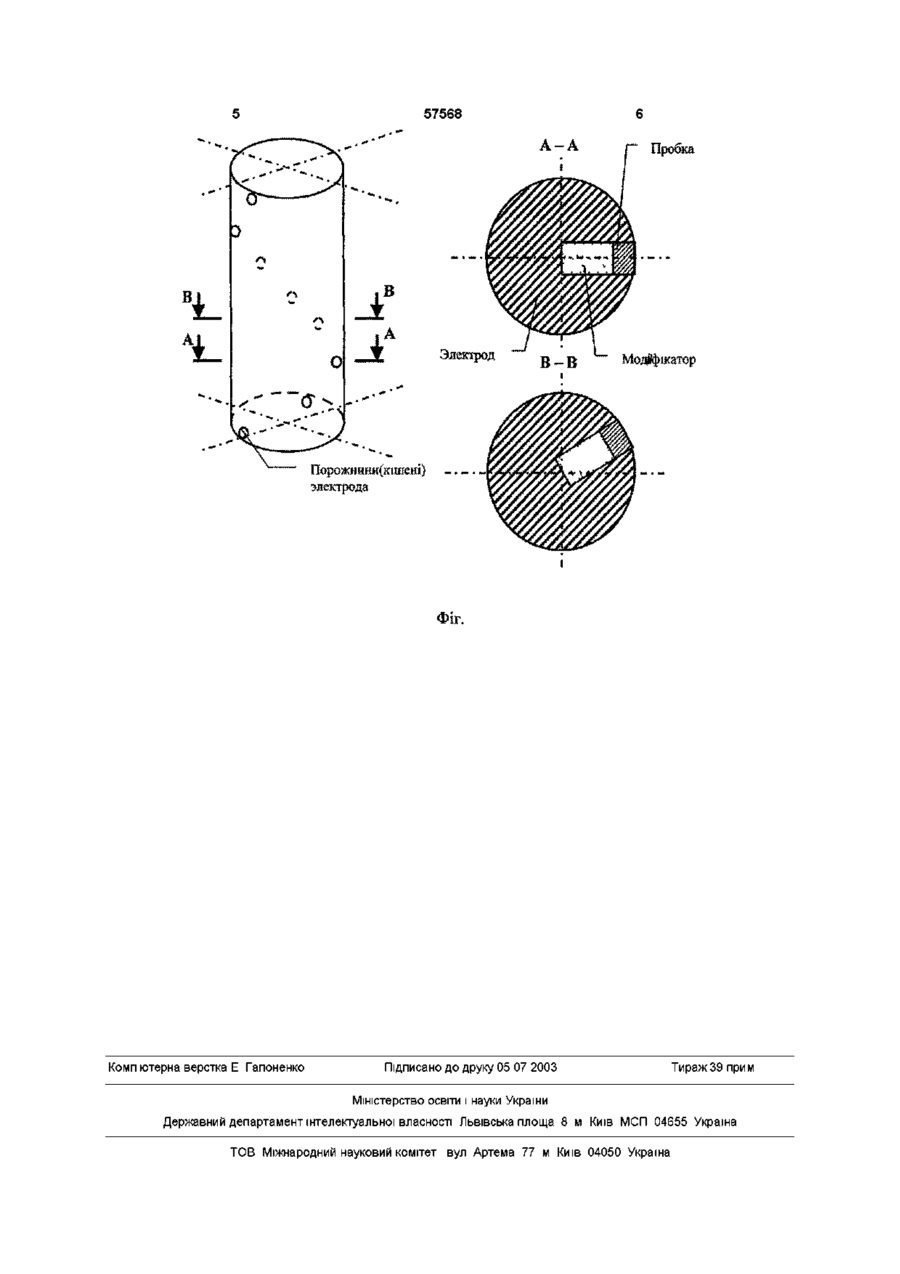
Спосіб модифікування сталі при електрошлаковій переплавці, що включає подачу порошкового модифікатора в розплав металу, який відрізня ється тим, що порошковий модифікатор доставляється в розплав металу безпосередньо з електродом, що переплавляється, причому усередині самого електрода, для чого електрод електрошлакової переплавки попередньо піддають механічній обробці для створення в ньому спеціальних порожнин (кишень), які заповнюють порошковим модифікатором, до якого додають компонент, що дозволяє розосередити модифікатор по об'єму металевої ванни Винахід відноситься до галузі металурги, зокрема до модифікування сталей при електрошлаковому переплаві Відомий спосіб модифікування сталей з позапічної обробки металу [1] при якому, порошковий дріт із шихтою, що модифікує, подається у ківш із розплавом металу Пристрій для модифікування складається з механізму, що подає, і двох механізмів, що розмотують дріт Сутність способу у використанні порошкового дроту для модифікування сталі, що підвищує ступінь засвоєння мікролегуючих і корегуючих добавок, підвищує стабільність ХІМІЧНОГО складу сталей Разом з тим такий спосіб модифікування має свої недоліки неможливість точного дозування модифікатора в тимчасовому інтервалі вагової дози, "намерзання" скоринки розплаву на оболонку порошкового дроту, що утрудняє розплавлення, високий ступінь чаду легкоплавких і легколетючих компонентів модифікатора Відомий спосіб модифікування сталей при електрошлаковій переплавці (ЕШП) [2] При цьому способі порошковий модифікатор подається у розплав металу за допомогою спеціального дозатора Цей спосіб дозволяє позбутися від деяких недоліків, властивих аналогу [1], зокрема дозволяє точно дозувати порошковий модифікатор у тимчасовому інтервалі дози Завдяки тому, що при цьому способі відсутня оболонка порошкового дроту, відсутні і недоліки зв'язані з її розплавленням Цей спосіб прийнятий за прототип Недоліки прототипу неможливість уведення таким способом мета лів з низькою ЩІЛЬНІСТЮ, високою спорідненістю до кисню, легкоплавких, легковипаровуючих (кальцій, магній, РЗМ і т д ) Такі елементи необхідно вводити всередину металевої ванни, для зменшення їхнього окислювання на повітрі й у шлаковій ванні, для збільшення часу і площі контакту з рідкою сталлю, що в кінцевому рахунку впливає на ступінь засвоєння металом модифікаторів, додаткове складне устаткування для дозування порошкового модифікатора, досить складно одержати мікроструктуру сталі з підвищеної дисперстністю карбідів і зниженою карбідною неоднорідністю структури В основу винаходу поставлена задача розробки способу модіфікування, що дозволяє доставити модифікатор безпосередньо всередину металевої ванни, причому порошковий модифікатор розплавляється одночасно з розплавленням електрода, при цьому способі можливе введення в розплав сталі металів з низькою ЩІЛЬНІСТЮ, високою спорідненістю до кисню, легкоплавких і легколетючих, відпадає необхідність у застосуванні складного устаткування для дозування модифікатора, можливе примусове розосередження порошкового модифікатора по обсязі металевої ванни, можливе одержання мікроструктури металу зі зниженою карбідною неоднорідністю структури Поставлена задача вирішується тим, що порошковий модифікатор доставляється в розплав металу безпосередньо з електродом, що переплавляється, причому усередині самого електрода, а 00 (О ю ю 57568 також у порошковий модифікатор додатково ввоодержання злитка заданої довжини електроди дять шаруваті сполуки графіту зварювали між собою Отримані електроди переСутність винаходу полягає в тім, що порошкоплавляли у охолоджувачі діаметром 165мм і доввий модифікатор поміщають у спеціально створені жиною 1100мм ХІМІЧНИЙ склад електродів, мас% порожнини (кишені) електрода фіг, причому, поС = 1,16, S = 0,029, Р = 0,017, Si = 0,99, Мп = рожнини для модифікатора розташовують по гвин0,25,Сг = 6,42, Мо = 0,64, V = 0,67, W = 2,25 товий утворюючій на поверхні електрода, на відВ електродах були виконані порожнини (кишестані А = 50 - 80мм від торця електрода, а крок ні) див фіг, у які засипали порошковий модифікарозташування кишень дорівнює Б = 80 - 100мм тор, який додатково містив ШСГ Порожнини (кидля діаметра електрода Д = 80мм Глибина порошені) закривали пробками з металу електрода жнин дорівнює 20% Д (діаметра електрода), а діаПереплав робили на установці У-247М с викорисметр порожнин дорівнює 15% Д (діаметра електтанням флюсу АНФ-6 Отримані злитки піддавали рода) при зменшенні цих розмірів знижується обізотермічному віджигу Проводили сяг уведення порошкового модифікатора, а разом ХІМІЧНИЙ аналіз для визначення стабільності з тим знижується якість металу, який виплавляєтьсполуки по висоті злитка і поперечному перерізу, ся, а при підвищенні глибини порожнини і діаметра мікроструктурний аналіз по перетині виливків з порожнини вище зазначених меж знижується меоцінкою ступеня осьової і неосьової ліквацм шкідханічна МІЦНІСТЬ самого електрода, що переплавливих домішок, величини дендритів, будівля зон ляється При А < 50мм і Б 80мм поперечних темплетах, що піддаються поверхнеі Б > 100мм КІЛЬКІСТЬ модифікатора, що вводиться, вому травленню в гарячому 15% розчині персульу розплав недостатньо для одержання необхідних фату амонію, властивостей сталі Крок гвинтової утворюючої оцінку карбідної неоднорідності проводили на дорівнює В = 600мм, при кроці гвинтової утворююзразках, вирізаних зі злитка Були використані для чої В 600мм КІЛЬКІСТЬ модифіперерізі катора, що вводиться, у розплав недостатньо для Для порівняння переплавляли електрод ХІМІЧодержання необхідних властивостей стали Для НОГО складу, мас% діаметра електрода менше чи більше 80мм проС = 1,16, S = 0,029, Р = 0,017, Si = 0,99, Мп = 0,25, порційно змінюються і всі ІНШІ розміри порожнин У Сг = 6,42, Мо = 0,64, V = 0,67, W = 2,25 і викорисзв'язку з тим, що розміри порожнин і КІЛЬКІСТЬ потовували спосіб модифікування [2] Виплавлюварошкового модифікатора ВІДОМІ, ТО З'ЯВЛЯЄТЬСЯ ний злиток розбивали, умовно на 7 зон для провеМОЖЛИВІСТЬ точного дозування модифікатора в дення аналізу стабільності ХІМІЧНОГО складу Статимчасовому інтервалі вагової дози Додатково в більність ХІМІЧНОГО складу по зонах злитка вище у порошковий модифікатор вводять шаруваті сполуспособі, що заявляється ки графіту [4], які при нагріванні розширюються і Мікроструктура по способу, що заявляється, виштовхують модифікатор в обсяг металевої ванмає щільний метал злитків, макродефекти відсутни При швидкому нагріванні відбувається інтенсині, дендритна ліквація V-подібна, напрямок крисвний процес десорбції поверхонь функціональних талів орієнтований під більш гострим кутом порівгруп шаруватої сполуки графіту (ШСГ), а при досяняно зі способом прототипом гненні температури 800 - 1000°С починається розкладання залишкових сполук У кінцевому рахунку При модифікуванні способом прототипом стунапруги, які виникли у ШСГ приведуть до розшапінь карбідної неоднорідності, яка характеризуєтьрування і сильного розширення > 2 рази в напрямся товщиною і ступенем розірваності осередків ку перпендикулярному графітним шарам [3] Розсітки ледебуриту, досить значно 3,5 бали, а по ширений графіт виштовхує порошковий модифікаспособі, що заявляється, розмір карбідної сітки, тор з порожнин (кишень) електрода примусово що побічно характеризує розмір первинного зерна розосереджує модифікатор по обсязі металевої знижується в 1,5 - 2,0 рази ванни Це приводить до зниження карбідної неодДжерела інформації норідності мікроструктури виливка тому що крім 1 ШокалоАМ //Сталь 1993 №8 с 33-34 розосередження модифікатора, додаткове мікро2 Олейниченко В И Розробка, дослідження і легування приводить до появи нових центрів утвовпровадження технологічного процесу дозованої рення карбідів, що в кінцевому рахунку підвищує подачі модифікаторів при ЕШП Звіт НИИПТдисперсію карбідів МАШ -Краматорськ 1986 с 18-25 3 Комарова Т В , Пузырева Е В , Пучків С В // Праці Московського хіміко-технолопчного інституту Наприклад їм Д И Менделєєва 1986, Вып 4, с 75-83 Плавили сталь для робочих валків холодної прокатки 110Х6СВ2МФ електрошлаковим пере4 Черныш И Г, Коропів И И , Приходько Г П , Шай плавом Електроди діаметром 80мм одержували В М ФІЗИКО-ХІМІЧНІ властивості графіту і його спошляхом заливання в труби, що витрачаються Для лук, Київ, Наукова думка, 1990, с 94 57568 Электрод Порожнини(кішені) электрода Фіг. Комп ютерна верстка Е Гапоненко Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності Львівська площа 8 м Київ МСП 04655 Україна ТОВ Міжнародний науковий комітет вул Артема 77 м Київ 04050 Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for modification of steel in electroslag remelting process
Автори англійськоюHavrysh Pavlo Anatoliiovych
Назва патенту російськоюСпособ модификации стали при электрошлаковом переплаве
Автори російськоюГавриш Павел Анатольевич
МПК / Мітки
МПК: H05B 7/07
Мітки: модифікування, спосіб, сталі, електрошлаковій, переплавці
Код посилання
<a href="https://ua.patents.su/3-57568-sposib-modifikuvannya-stali-pri-elektroshlakovijj-pereplavci.html" target="_blank" rel="follow" title="База патентів України">Спосіб модифікування сталі при електрошлаковій переплавці</a>
Спосіб розкислення, мікролегування і модифікування рейкової сталі
Номер патенту: 34585
Опубліковано: 15.03.2001
Автори: Танцюра Сергій Миколайович, Ярославцев Юрій Григорович, Сочнєв Олександр Єгорович, Рубан Владислав Йосипович, Паляничка Володимир Олександрович, Гахеладзе Георгій Сергійович, Гордієнко Михайло Силович, Носоченко Олег Васильович, Долгополов Анатолій Феодосійович, Буга Ілля Дмитрович, Курдюков Анатолій Андрійович, Травинчев Анатолій Іванович
МПК: C21C 7/06
Мітки: модифікування, сталі, спосіб, мікролегування, розкислення, рейкової
Формула / Реферат:
Спосіб розкислення, мікролегування і модифікування рейкової сталі, включаючий ввід в ківш кремній-, марганець- і ванадієвмісних сплавів і сплава з лужноземельним металом, який відрізняється тим, що в ківш вводять феросилікованадій, одержаний з ванадієвмісних зольних відходів ДРЕС, в кількості 2-6 кг/т сталі і феросилікокальцій з магнієм в кількості 2-5 кг/т сталі.
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості
Номер патенту: 47144
Опубліковано: 17.06.2002
Автори: Чернега Дмитро Федорович, Кудь Петро Денисович, Сороченко Віталій Федорович
МПК: C22C 21/06
Мітки: стійкості, підвищеної, спосіб, сплавів, алюмінієвих, ливарних, корозійної, модифікування
Формула / Реферат:
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості, що включає введення у ливарні сплави цирконію, який відрізняється тим, що в сплав вводять цирконій у вигляді безлігатурного модифікатора гексафторцирконату калію у кількості 0,1-0,9 % мас.
Спосіб розкислення, модифікування та мікролегування рейкової сталі
Номер патенту: 18645
Опубліковано: 25.12.1997
Автори: Плохих Володимир Андрійович, Буга Ілля Дмитрович, Єрко Володимир Ілліч, Радько Юлія Федорівна, Харченко Борис Васильович, Поляков Васілій Васільєвіч, Палянічка Владімір Алєксандровіч, Філіпов Геннадій Васильович, Вісторовський Микола Трохимович, Рубан В'ячеслав Йосипович, Гордієнко Михайло Силович, Симонов Ігор Миколайович, Гуджен Федір Ілліч
МПК: C21C 7/06
Мітки: сталі, мікролегування, спосіб, розкислення, модифікування, рейкової
Формула / Реферат:
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий ввод в сталеплавильный ковш по ходу выпуска плавки раскислителей, твердой шлакообразующей смеси, кусковой кремний-магний-титановой лигатуры с одновременной продувкой металла аргоном, отличающийся тем, что кусковую кремний-магний-титановую лигатуру вводят в количестве 0,2 - 0,5кг/т стали, а после ее растворения в металл вдувают в потоке инертного газа...
Спосіб розкислення, модифікування та мікролегування сталі
Номер патенту: 3646
Опубліковано: 27.12.1994
Автори: Плохих Володимир Андрійович, Вісторовський Микола Трохимович, Гордієнко Михайло Силович, Носоченко Олег Васильович, Тарасов Василь Михайлович, Паляничка Володимир Олександрович, Мелеков Віктор Олексійович, Дяконов Володимир Миколайович
МПК: C21C 7/06
Мітки: спосіб, модифікування, розкислення, сталі, мікролегування
Формула / Реферат:
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий присадку в расплав ферросиликованадия в смеси с комплексными ферросплавами, отличающийся тем, что, с целью снижения расхода ванадия и комплексных ферросплавов, в расплав вводят ферросиликованадий в смеси с силикомарганцем и ферросиликомагнийтитаном, при этом отношение количества ванадия к количеству титана в смеси поддерживают равным 0,5-6,0, а отношение...
Спосіб розкислення, модифікування та мікролегування рейкової сталі
Номер патенту: 17700
Опубліковано: 20.05.1997
Автори: Долгополов Анатолій Феодосіевич, Ярославцев Юрій Григорович, Танцюра Сергій Миколайович, Курдюков Анатолій Андрійович, Буга Ілля Дмитрович, Паляничка Володимир Олександрович, Вісторовський Микола Трохимович, Гордіенко Михайло Силович, Сочнев Олександр Егорович, Рубан В'ячеслав Йосипович, Гахеладзе Георгій Сергійович, Плохих Володимир Андрійович
МПК: C21C 7/06
Мітки: спосіб, модифікування, розкислення, рейкової, сталі, мікролегування
Формула / Реферат:
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий ввод в расплав смеси ферросплавов, содержащих железо, кремний, марганец, титан и магний, отличающий с я тем, что в расплав в ковше вводят в смеси с ферросиликомарганцем сплав железо-кремний-кальций-магний-титан, причем соотношение Mn:SI:Ca:Mg:TI в смеси равно 1:(0,10-0,75);(0,012-0,050):(0,002-0,015): :(0,002-0,030); а сумма вводимых 0,6 Са + Мg равна 100-300...
Попередній патент: Гідропарова гвинтова турбіна
Наступний патент: Пристрій для подачі дроту
Випадковий патент: Функціонально-надлишковий інерціальний вимірювальний блок