Спосіб розкислення, модифікування та мікролегування рейкової сталі
Номер патенту: 18645
Опубліковано: 25.12.1997
Автори: Палянічка Владімір Алєксандровіч, Гордієнко Михайло Силович, Поляков Васілій Васільєвіч, Гуджен Федір Ілліч, Єрко Володимир Ілліч, Вісторовський Микола Трохимович, Плохих Володимир Андрійович, Радько Юлія Федорівна, Буга Ілля Дмитрович, Філіпов Геннадій Васильович, Харченко Борис Васильович, Рубан В'ячеслав Йосипович, Симонов Ігор Миколайович
Формула / Реферат
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий ввод в сталеплавильный ковш по ходу выпуска плавки раскислителей, твердой шлакообразующей смеси, кусковой кремний-магний-титановой лигатуры с одновременной продувкой металла аргоном, отличающийся тем, что кусковую кремний-магний-титановую лигатуру вводят в количестве 0,2 - 0,5кг/т стали, а после ее растворения в металл вдувают в потоке инертного газа порошкообразную кремний-магний-титановую лигатуру в количестве 1,5 - 3,0кг/т стали, при этом расходы лигатуры в кусках и порошкообразном виде находятся в соотношении 1 : (5 - 14).
Текст
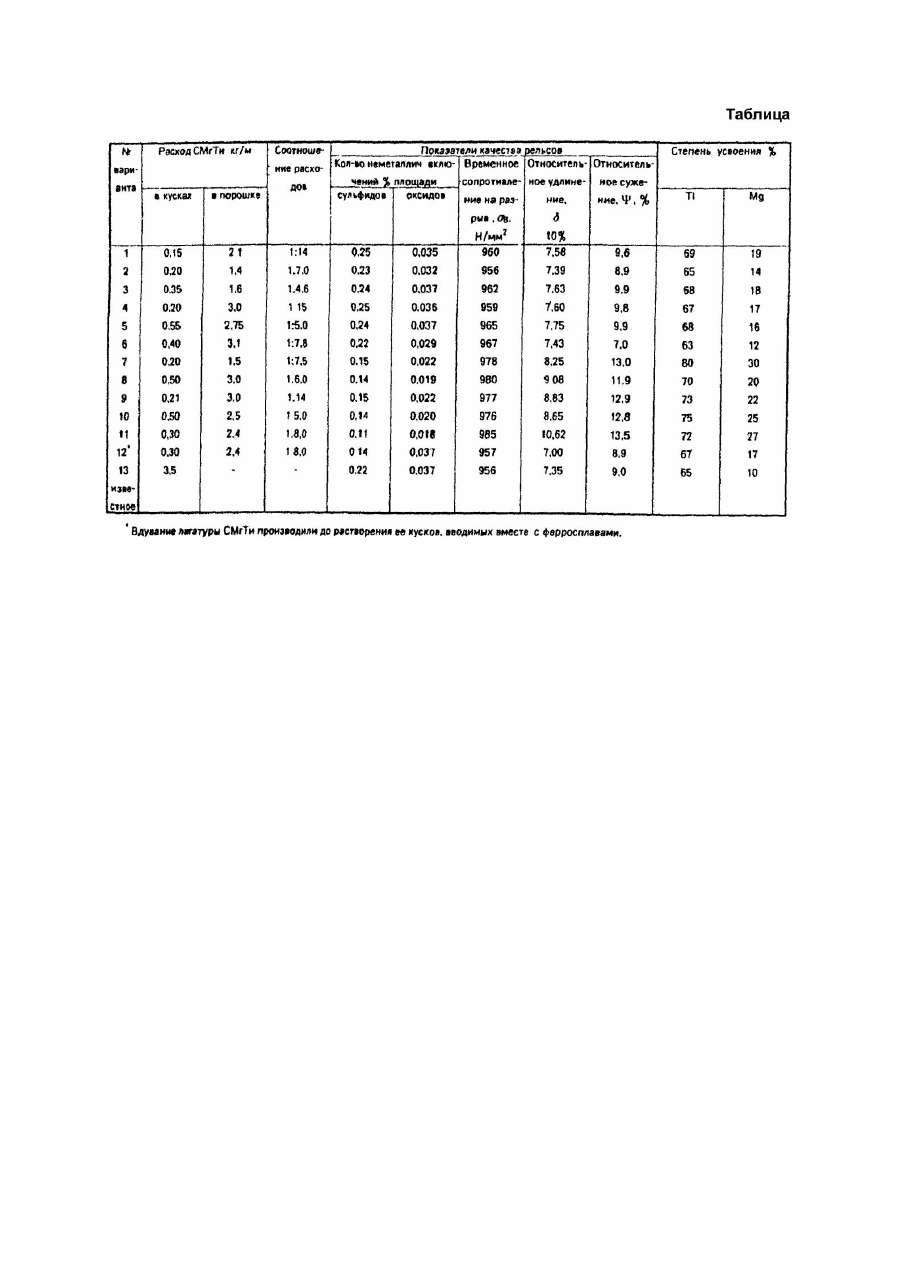
Изобретение относится к области черной металлургии, конкретно к производству рельсовой стали с микролегирующими и модифицирующими добавками. Известен способ производства микролегированной рельсовой стали, при осуществлении которого микролегирующие добавки вводят в составе силикомагния и силикотитана, присаживаемых в ковш совместно [1]. Недостатком способа является низкое усвоение титана и магния, связанное с небольшой плотностью силикотитана и силикомагния, и как следствие ухудшение качества рельсов. К тому же, при применении известного способа образуются тугоплавкие включения SiO2-MgO-TiO2, которые плохо всплывают и загрязняют металл. Наиболее близким по технической сущности является способ модифицирования и микролегирования рельсовой стали, по которому рельсовую сталь обрабатывают комплексной кремний-магний-титановой лигатурой (СМгТи), присаживаемой в кусках в ковш при выпуске металла из печи с расходом 2,5 - 3,5кг/т жидкой стали [2]. Недостатками известного способа являются высокий угар легирующих и модифицирующи х элементов, загрязнение металла неметаллическими включениями и ухудшение механических свойств рельсов. Эти недостатки связаны с небольшой плотностью кремний-магний-титановой лигатуры (3,7г/см 3), которая при вводе в ковш всплывает на зеркало металла, где значительная доля магния и титана сгорает за счет кислорода атмосферы. В основу изобретения поставлена задача усовершенствования способа раскисления, модифицирования и микролегирования рельсовой стали путем рационального ввода в металл лигатуры, обеспечивающего повышение качества рельсов за счет снижения неметаллических включений в стали, повышение ее механических свойств и экономию лигатуры. Для решения поставленной задачи предложен способ раскисления, модифицирования и микролегирования рельсовой стали, включающий ввод в сталеразливочный ковш по ходу выпуска плавки раскислителей, твердой шлакообразующей смеси, кусковой кремний-магний-титановой лигатуры с одновременной продувкой металла аргоном. Отличие способа заключается в том, что кусковую кремниймагний-титановую лигатур у вводят в количестве 0,2 - 0,5кг/т стали, а после ее растворения в металле вдувают в потоке инертного газа порошкообразную кремний-магний-титановую лигатуру в количестве 1,5 3,0кг/т стали, при этом расходы лигатуры в кусках и порошкообразном виде находятся в соотношении 1 : (5 - 14). Кремний-магний-титановая лигатура (СМгТи) содержит: 50 - 60% кремния, 4 - 8% титана, 3 - 7% магния, остальное - железо (ТУ 14 - 5 - 150 - 83). Применение предложенного способа позволяет получить новый технический результат, заключающийся в снижении неметаллических включений в рельсовой стали, повышение ее механических свойств и снижение угара магния и титана. Первоочередной ввод в металл 0,2 - 0,5кг/т стали лигатуры СМгТи в кусках вместе с раскислителями и твердой шлакообразующей смесью обеспечивает хорошее раскисление стали и ассимиляцию шлаком образующи хся неметаллических включений, что создает предпосылку для последующего эффективного модифицирования и микролегирования стали. Последующее, после растворения кусковой лигатуры вдувание порошкообразной лигатуры с расходом 1,5 - 3кг/т стали обеспечивает наиболее полное усвоение металлом магния, предупреждающее образование цементитной сетки по границам зерен и их рост, и титана, обеспечивая тем самым повышенные механические свойства рельсов за счет получения мелкозернистой структуры. Образующиеся, при указанном расходе лигатуры, неметаллические включения имеют благоприятную природу (SiO2-TiO-MnO-MgO) с температурой плавления 1300 - 1400°C. Поэтому они хорошо коалесцируют и всплывают. Указанный эффект происходит за счет того, что магний взаимодействует с металлом сначала в комплексе с титаном и кремнием, обеспечивая более глубокое его раскисление и модифицирование титаном, а затем проходит через столб металла в парообразном виде (Tисп. = 1106°C), воздействуя на него как раскислитель, десульфуратор, модификатор и источник дополнительного перемешивания металла. Последнее также играет немаловажную роль для усвоения элементов и ассимиляции неметаллических включений рафинирующим шлаком (таблица, вариант №7 11). Экспериментально установлено оптимальное соотношение расходов лигатуры в кусках и в порошкообразном виде - 1 : (5 - 14). При соотношении расходов менее 1 : 5 происходит снижение качества рельсовой стали из-за низкого усвоения модификаторов и образования трудновыделяемых неметаллических включений типа SiO2-MnO-FeO, хорошо смачиваемых металлом. Поэтому необходимо ввести не менее 5 частей порошкообразной лигатуры СМгТи, чтобы пары магния обеспечивали эффект "вымывания" неметаллических включений, а также необходимое усвоение металлом титана и магния (таблица, вариант №10), что позволяет снижать общий расход лигатуры. При вводе лигатуры СМгТи в кусках и порошкообразном виде с соотношением более 1 : 14 также повышается содержание неметаллических включений, связанное с недостаточным предварительным раскислением, малым количеством кусковой лигатуры. К тому же ввод в металл более 14 частей порошкообразной лигатуры требует увеличения времени продувки, нагрева металла. Повышается количество пыли и газов, выносимых из ковша в атмосферу цеха. Расход лигатуры менее 0,2кг стали не обеспечивает хорошее предварительное раскисление металла, а образующиеся продукты раскисления типа SiO2-MnO-FeO с малой долей TiO и MgO хорошо смачиваются металлом и плохо удаляются из него (таблица, вариант №1). Компенсировать этот недостаток увеличением расхода лигатуры СМгТи, вводимой в порошкообразном виде в струе аргона, не удается, так как увеличиваются теплопотери при продувке, требующие дополнительного нагрева металла в печи, что в свою очередь приводит к его переокислению и следовательно к повышению угара легирующи х элементов и понижению чистоты стали по неметаллическим включениям. Расход лигатуры СМгТи более 0,5кг/т стали увеличивает угар магния и титана, в металле повышается содержание окислов. Расход порошкообразной лигатуры менее 1,5кг/т стали не обеспечивает повышение механических свойств рельсовой стали из-за низкого усвоения титана и магния. Этот недостаток не устраняется увеличением расхода лигатуры в кусках, т.к. повышается ее угар и загрязняется металл неметаллическими включениями (таблица, вариант №2). Увеличение расхода порошкообразной лигатуры СМгТи более 3,0кг/т стали, как было сказано выше, ведет к возрастанию теплопотерь металла. Поэтому требуется дополнительный его нагрев, приводящий к переокислению, и как следствие, происходит повышенный угар лигатуры и загрязнение металла окислами. К тому же увеличивается количество выносимой пыли из ковша в атмосферу це ха. Порядок ввода в металл лигатуры СМгТи в кусках и в порошкообразном виде определен экспериментально в производственных условиях. Размер кусков лигатуры не превышал 40мм, а порошка 1мм. В мартеновской печи выплавляли сталь с содержанием углерода 0,78% и при температуре металла 1580°C начинали выпуск стали в ковш. При появлении металла на желобе через вставленное в канал шиберного затвора сопло начинали подавать к ковш аргон. В момент наполнения ковша металлом 1/5 высоты в ковш вводили вместе с ферросплавами и ТШС лигатуру СМгТи в кусках в количестве 0,15 0,55кг/т стали. После окончания расплавления кусков лигатуры СМгТи, которое определяли визуально по выносу белых паров магния и горению кусков лигатуры в ковше, в металл вдували в потоке аргона порошок лигатуры СМгТи в количестве 1,4 - 3,1кг/т стали. Продувку порошкообразной лигатуры вели 5 - 8 минут в расходом 50 - 80кг/мин. Расход аргона составлял 0,8 - 0,6м 3/мин. После налива ковша и ввода требуемого количества порошкообразной лигатуры СМгТи продолжали продувать металл аргоном до требуемой температуры. Результаты проведенных промышленных испытаний приведены в таблице. Как видно из таблицы, лучшие результаты достигнуты при обработке стали по предложенному способу (варианты №7 - 11). В этих вариантах наблюдается четкая тенденция снижения по сравнению с прототипом неметаллических включений и увеличения относительного удлинения и относительного сужения. Данные таблицы свидетельствуют о том, что за счет увеличения степени усвоения титана на 10%, магния на 15% уменьшается по сравнению с прототипом общий расход СМгТи лигатуры. Выход за граничные параметры по расходу лигатуры (вариант №1, 2, 5, 6), изменение соотношения расходов кусковой и порошкообразной лигатуры (варианты №3, 4), а также вдувание лигатуры СМгТи до растворения ее кусков (вариант №12), как правило приводит к увеличению в металле содержания неметаллических включений, а также ухудшению механических характеристик. Согласно данным проведенных испытаний заявляемое изобретение в сравнении с прототипом обладает следующими преимуществами: - снижается количество неметаллических включений: сульфидов в среднем на 0,09% (с 0,22 до 0,11 0,15%), оксидов в среднем на 0,06% (с 0,037 до 0,019 - 0,022%); - повышаются механические свойства стали: временное сопротивление на разрыв в среднем на 25Н/мм 2 (с 956 до 976 - 985Н/мм 2); - относительное удлинение в среднем на 1,7% (с 7,37 до 8,2 - 10,0%); - относительное сужение в среднем на 3,7% (с 9,0 до 11,9 - 13,5%); - снижается также суммарный расход СМгТи лигатуры в среднем на 0,9кг/т (с 3,5 до 1,7 - 3,5кг/т). Заявляемый способ раскисления, модифицирования и микролегирования рельсовой стали представляет значительный интерес для народного хозяйства, так как обеспечит улучшение качества рельсовой стали и повышение эксплуатационной стойкости железнодорожных рельсов на 10%.
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod for deoxidation, modification and microalloying of rail steel
Автори англійськоюSymonov Ihor Mykolaiovych, Hordienko Mykhailo Sylovych, Plokhykh Volodymyr Andriiovych, Radko Yulia Fedorivna, Buha Illia Dmytrovych, Filipov Hennadii Vasyliovych, Kharchenko Borys Vasyliovych, Ruban Viacheslav Yosypovych, Vistorovskyi Mykola Trokhymovych, Palianichka Vladimir Aleksandrovich, Poliakov Vasilii Vasilievich, Yerko Volodymyr Illich
Назва патенту російськоюStarwriterспосіб розкислення, модифікування та мікролегування рейкової сталі
Автори російськоюСимонов Игорь Николаевич, Гордиенко Михаил Силович, Плохин Владимир Андреевич, Радько Юлия Федоровна, Буга Илья Дмитриевич, Филипов Геннадий Васильевич, Харченко Борис Васильевич, Рубан Вячеслав Иосифович, Висторовский Николай Трофимович, Паляничка Владимир Александрович, Поляков Василий Васильевич, Ерко Владимир Ильич
МПК / Мітки
МПК: C21C 7/06
Мітки: модифікування, розкислення, рейкової, мікролегування, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/3-18645-sposib-rozkislennya-modifikuvannya-ta-mikroleguvannya-rejjkovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб розкислення, модифікування та мікролегування рейкової сталі</a>
Спосіб розкислення, модифікування та мікролегування рейкової сталі
Номер патенту: 17700
Опубліковано: 20.05.1997
Автори: Буга Ілля Дмитрович, Танцюра Сергій Миколайович, Гахеладзе Георгій Сергійович, Рубан В'ячеслав Йосипович, Сочнев Олександр Егорович, Паляничка Володимир Олександрович, Вісторовський Микола Трохимович, Долгополов Анатолій Феодосіевич, Ярославцев Юрій Григорович, Гордіенко Михайло Силович, Курдюков Анатолій Андрійович, Плохих Володимир Андрійович
МПК: C21C 7/06
Мітки: мікролегування, розкислення, сталі, модифікування, спосіб, рейкової
Формула / Реферат:
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий ввод в расплав смеси ферросплавов, содержащих железо, кремний, марганец, титан и магний, отличающий с я тем, что в расплав в ковше вводят в смеси с ферросиликомарганцем сплав железо-кремний-кальций-магний-титан, причем соотношение Mn:SI:Ca:Mg:TI в смеси равно 1:(0,10-0,75);(0,012-0,050):(0,002-0,015): :(0,002-0,030); а сумма вводимых 0,6 Са + Мg равна 100-300...
Спосіб розкислення, модифікування та мікролегування сталі
Номер патенту: 3646
Опубліковано: 27.12.1994
Автори: Вісторовський Микола Трохимович, Паляничка Володимир Олександрович, Тарасов Василь Михайлович, Мелеков Віктор Олексійович, Плохих Володимир Андрійович, Дяконов Володимир Миколайович, Гордієнко Михайло Силович, Носоченко Олег Васильович
МПК: C21C 7/06
Мітки: спосіб, мікролегування, модифікування, розкислення, сталі
Формула / Реферат:
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий присадку в расплав ферросиликованадия в смеси с комплексными ферросплавами, отличающийся тем, что, с целью снижения расхода ванадия и комплексных ферросплавов, в расплав вводят ферросиликованадий в смеси с силикомарганцем и ферросиликомагнийтитаном, при этом отношение количества ванадия к количеству титана в смеси поддерживают равным 0,5-6,0, а отношение...
Спосіб мікролегування і рафінування рейкової сталі
Номер патенту: 10113
Опубліковано: 30.09.1996
Автори: Гордієнко Михайло Силович, Травинчев Анатолій Іванович, Сочнєв Олександр Єгорович, Танцюра Сергій Миколайович, Курдюков Анатолій Андрійович, Вісторовський Микола Трохимович, Паляничка Володимир Олександрович, Ярославцев Юрій Григорович, Плохих Володимир Андрійович, Матухно Георгій Георгійович
МПК: C21C 7/00
Мітки: сталі, рейкової, спосіб, рафінування, мікролегування
Формула / Реферат:
1. Способ микролегирования и рафинирования рельсовой стали, включающий ввод в ковш смеси ванадийсодержащего материала и раскислителей, отличающийся тем, что в ковш вводят смесь ферромарганца, силикомарганца, силикокальция и зольных отходов ГРЭС в количестве 15,5-24,0 кг/т при соотношении указанных компонентов в смеси 1:(0-9-1,2):(0,35-0,6):(0,35-1,25).2. Способ по п. 1, отличающийся тем, что в смесь дополнительно вводят известь в...
Спосіб мікролегування сталі ванадієм
Номер патенту: 10117
Опубліковано: 30.09.1996
Автори: Гордієнко Михайло Силович, Ярославцев Юрій Григорович, Курдюков Анатолій Андрійович, Вісторовський Микола Трохимович, Рубан В'ячеслав Йосипович, Буга Ілля Дмитрович, Паляничка Володимир Олександрович, Долгополов Анатолій Феодосієвич, Гахеладзе Георгій Сергійович, Сочнєв Олександр Єгорович
МПК: C21C 7/06
Мітки: спосіб, ванадієм, сталі, мікролегування
Формула / Реферат:
1. Способ микролегирования стали ванадием, включающий ввод в ковш ферросплавов и ванадийсодержащего материала, отличающийся тем, что ванадий частично или полностью вводят со смесью зольных отходов ГРЭС и углеродсодержащего материала, причем соотношение указанных компонентов в смеси составляет 1:(0,04-0,25).2. Способ по п. 1, отличающийся тем, что в смесь дополнительно вводят известь в количестве 20-50% от массы зольных отходов...
Спосіб мікролегування сталі бором
Номер патенту: 2909
Опубліковано: 26.12.1994
Автори: Омесь Микола Михайлович, Міневич Валерій Якович, Катель Леонід Маркусович, Боровиков Геннадій Федорович, Кекух Анатолій Володимирович, Савранський Леонід Валентинович, Порхун Валентин Гаврилович, Кузьмичов Геннадій Михайлович, Нечепоренко Володимир Андрійович, Подобідов Леонід Віталійович, Макаров Григорій Арестович, Тільга Степан Сергійович
МПК: C21C 7/00
Мітки: сталі, спосіб, мікролегування, бором
Формула / Реферат:
Способ микролегирования стали бором, включающий ввод в жидкий металл в ковше датолитового концентрата, алюминия и кремнемарганцевых сплавов, отличающийся тем, что концентрат вводят в ковш перед выпуском металла из агрегата в количестве 0,5-1,5 кг/т металла, а алюминий в количествах (кг/т стали) 0,13 (0,5-1,5) + 0,3-0,7; 0,5-0,8 и 0,1-0,15 вводят соответственно перед выпуском плавки, по ходу выпуска после присадки кремнемарганцевых сплавов и...
Попередній патент: Шиберний пристрій з пневмоциліндровим приводом
Наступний патент: Роздрібнювач
Випадковий патент: Спосіб лікування пізніх гестозів у вагітних