Спосіб відновлення працездатності зношеної зубчастої передачі приводу
Номер патенту: 57580
Опубліковано: 15.03.2005
Автори: Розенберг Олег Олександрович, Пащенко Володимир Олександрович, Сіліч Алєксандр Анатольєвіч, Бавикин Олександр Єгорович, Маховський Юрій Олексійович, Сизранцев Владімір Ніколаєвіч, Рибак Валерій Якович, Півень Володимир Олександрович, Ратманов Едуард Владіміровіч
Формула / Реферат
Екстрактор для одержання екстрактів з дикорослих трав складається з завантажувального бункера, штагеля та подрібнювача для подачі в робочу зону підготовленої сировини, шнекового пристрою для його переміщення, пристрою для подачі екстрагента, змішувача, бункер для відводу шроту та пристрою для відводу концентрату. При цьому на валу шнека, який має змінний крок, розташовані лопатки під фіксованим кутом до поверхні.
Текст
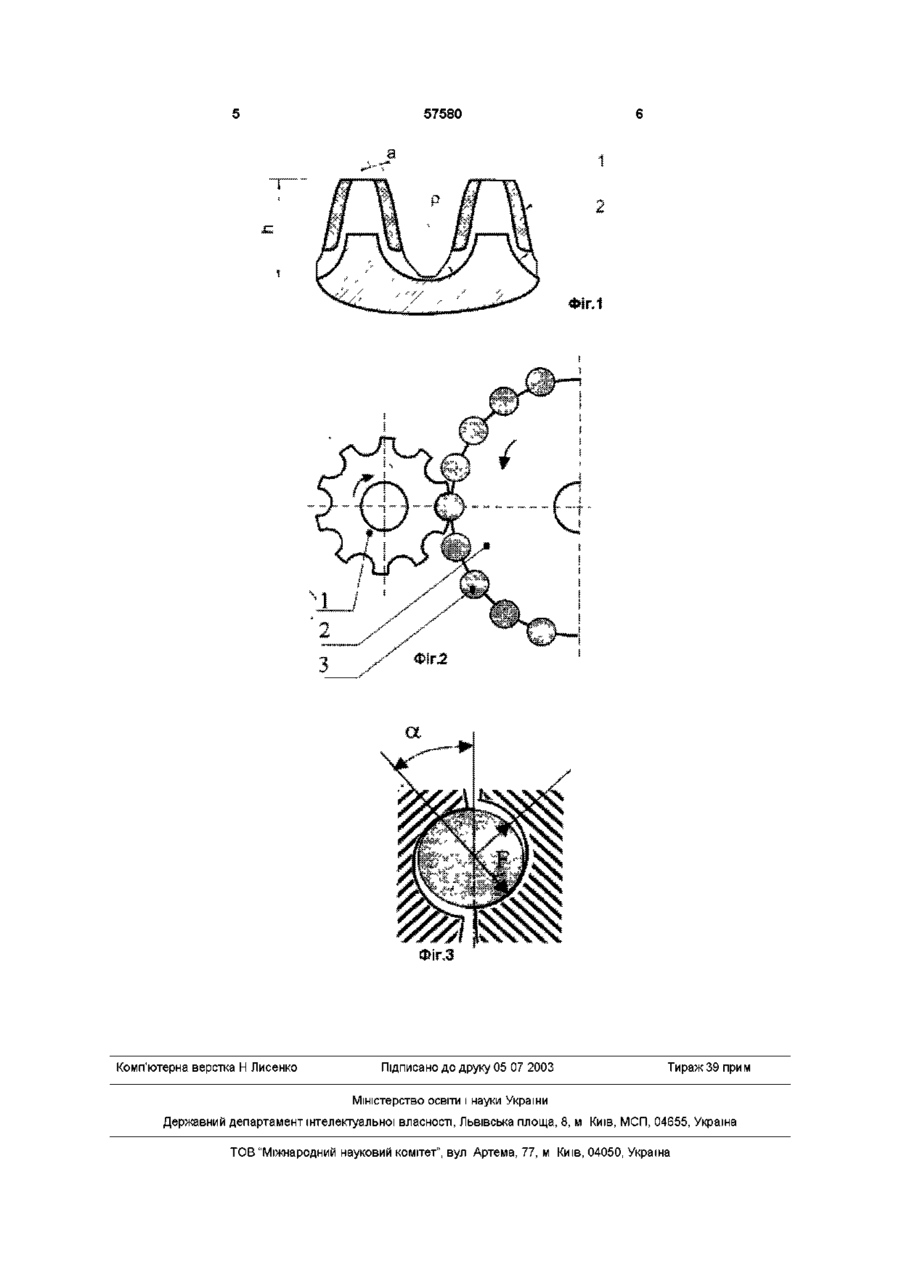
Спосіб відновлення працездатності зношеної зубчастої передачі приводу, що включає механічну обробку зношених зубчастих коліс, який відрізняється тим, що як механічну обробку проводять обробку шляхом зрізання вершин зубів зношених зубчастих коліс на величину, що складає 0,5-0,7 їх висоти, і виготовлення колового профілю зубчастих коліс з западинами, розміри яких відповідають їх зносу, після чого розміщують на одному з коліс у цих западинах ролики з діаметром, меншим за розмір западин колового профілю в 1,03 1,10 рази Винахід стосується машинобудування, а саме гірничо-збагачувального виробництва і може бути використаний переважно при відновленні зношених по профілю зуб'їв крупномодульних циліндричних зубчастих коліс приводів Відомий спосіб відновлення працездатності зношеної зубчастої передачі приводу, що передбачає механічну обробку зношених зубчастих коліс шляхом наплавлення на зношені поверхні зуб'їв коліс металу, після чого колеса обробляють для відновлення їх первинної геометрії (див патент України №39595А МПК 7B23F9/08, B23F9/10, опубл бюлл №5 за 2001 рік) Цей спосіб відновлення зубчастих великогабаритних коліс має такі недоліки - по-перше, у зв'язку з наплавкою виникають термічні поводки місць кріплення зубчастих коліс, що ускладнює технологію їх обробки, - по-друге, шар наплавленого на поверхні зуб'їв металу має підвищену твердість і коливання и в різних місцях коліс, що теж ускладнює обробку, - по-третє, потрібні витрати на електроди для наплавлення, саме на технологію наплавлення, зачищення поверхонь після наплавлення , обробку різанням наплавленої поверхні з підвищеною твердістю, заходи по захисту екологічного середовища при наплавленні В основу винаходу поставлено завдання такого удосконалення способу відновлення працез датності зношеної зубчастої передачі приводу, при якому за рахунок переходу при відновленні з зубчастої передачі на зубчасто-роликову забезпечується незмінність геометро-кшематичних характеристик приводу після відновлення його працездатності з одночасною економією фінансових витрат, а також спрощення технологічного процесу в цілому Для вирішення цього завдання у способі відновлення працездатності зношеної зубчастої передачі приводу, що передбачає механічну обробку зношених зубчастих коліс, згідно винаходу як механічну обробку проводять обробку шляхом зрізання вершин зуб'їв зношених зубчастих коліс на величину, що складає 0,5-0,7 їх висоти і виготовлення колового профілю зубчастих коліс з западинами на одному з коліс, розміри яких відповідають їх зносу, після чого розміщують у цих западинах ролики, з діаметром меншим за розмір западин колового профілю в 1,03 1,10 рази Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному Завдяки реалізації пропонованої сукупності ознак з'являється можливість відновити працездатність зубчастої передачі шляхом переходу від зубчастої передачі до зубчасто-роликової із забезпеченням незмінних, геометро-кшематичних хара О 00 ю ю 57580 ктеристик приводу, при цьому відпадає необхідність у виготовленні коліс передачі з нових заготовок Це особливо важливо у випадках відновлення передач великих габаритів, наприклад рудорозмельних млинів з діаметром коліс до 6м (вага коліс 16-23 і 3 тони), зрозуміло, що виготовлення таких коліс з нових заготовок призведе до значних фінансових витрат, пропонований спосіб забезпечує можливість для заготовок коліс використовувати зношені зубчасті колеса, відпадає необхідність наплавки металу, внаслідок чого ліквідуються термічні поводки Таким чином, значно спрощується технологія відновлення зубчастої передачі, підвищується її якість, зменшуються витрати з одночасним зберіганням незмінності геометро-кшематичних характеристик приводу Спосіб відновлення працездатності зношеної передачі приводу пояснюється фігурами 1, 2, З На фіг 1 зображена схема перетворення профілю зношеного зуба евольвентної передачі на зубчасто-роликовий, на фіг 2 - схема отриманої в результаті відновлення працездатності зношеної зубчастої передачі, зубчасто-роликової передачі, на фіг 3 - схема розподілу сил у відновленій передачі Евольвентний профіль зубу 1 мав висоту h Шар поверхні профілю робочої зони зчеплення завтовшки "а" у зношеному колесі 2 відсутній, він стерся На колесі 2 нарізали новий-круговий профіль радіусом Р На фіг 2 зображена схема зубчасто-роликової передачі, де 1 і 2 зубчасті колеса з круговим профілем, 3-ролик На фіг 3 зображена схема дії сил F, які передаються з одного колеса на друге через ролик радіусом г під кутом контакту а Приклад конкретної реалізації відновлення працездатності зношеної зубчастої передачі Відновлювали привод потужністю 1,25МВт кульового млина для розмолу залізної руди, в якому була зубчаста евольвентна передача з модулем 20мм з кутом нахилу спіралі зуб'їв 5°15', довжиною зубчастого вінця 800мм, ЗОВНІШНІМ діаметром коліс 5410 та 560мм, вагою 18 і 3 тони Розмір висоти зуб'їв h (фіг 1) - 45мм, зношеного шару "а" на поверхні зуб'їв - 9мм Кут а фігЗ) розраховували з розрахунку кута контакту ролика З і зуба виробничної рейки черв'ячної фрези при зубонарізанні коліс з круговим профілем - 30° Механічну обробку зубчастих коліс зношеної зубчастої передачі проводили шляхом зрізання вершин зуб'їв зношених зубчастих коліс циліндричною фрезою на зубофрезерному верстаті на величину 0,63 висоти їх зуб'їв, виготовляли коловий профіль зубчастих коліс 2 з западинами, розмір яких вписувався в зношений контур западин і дорівнював радіусу Р =21 мм на глибину 20,5мм Потім розміщували у цих западинах ролики з радіусом г меншим за розмір западин колового профілю в 1,05 разів Величина зрізання вершин зуб'їв 2 повинна бути у межах 0,5 0,7 висоти їх зуб'їв, при виході за нижню границю цього співвідношення колеса 2 по зовнішньому діаметру не впишуться в між осьову відстань коліс тому, що діапазон регулювання її в таких приводах обмежений, при виході за верхню границю знизиться розрахункова МІЦНІСТЬ обода колеса 2 Інтервал вибору радіусів роликів 3 вибирається меншим за розмір западин колового профілю в 1,02 1,10 рази При виході за нижню границю можливе заклинювання ролика 3, тому потрібен гарантований зазор, при виході за верхню границю зростають контактні навантаження на ролик 3 і зуб'я, що приводить до інтенсивного зносу зуб'їв Порівняння характеристик способів за прототипом і пропонованого нами наведено в таблиці Таблиця Технологічні операції 1 Наплавлення поверхні 2 Зачистка наплавленої поверхні 3 Фрезерування по зовнішньому діаметру матеріали та спосіб за прототипом зварні лепйовані електроди (2000кг) абразивні круги циліндричні твердосплавні фрези (час обробки 340год) інструмент пропонований спосіб — — циліндричні фрези з швидкорізальної сталі або твердосплавні(час обробки 29 годин) 4 Зубофрезерування попереднє Комплект модульних дискових твердосплавних фрез (час обробки — 143 години) 5 Зубофрезерування чистове Черв'ячні фрези з твердосплавними черв'ячні фрези з коловими прямобічними різцями (340 годин) різцями з швидкорізальної сталі або твердосплавними (58 годин) 6 Виготовлення арматури кріплення — ролики 0 42х86Омм Фінансові витрати на здійснення пропонованого способу зменшились орієнтовано у 2 -ь 2,5 разів 57580 Комп'ютерна верстка Н Лисенко Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reconditioning of worn drive gearing
Автори англійськоюRozenberh Oleh Oleksandrovych, Rybak Valerii Yakovych, Piven' Volodymyr Oleksandrovych, Paschenko Volodymyr Oleksandrovych
Назва патенту російськоюСпособ восстановления трудоспособности изношенной зубчатой передачи привода
Автори російськоюРозенберг Олег Александрович, Рыбак Валерий Яковлевич, Пивень Владимир Александрович, Пащенко Владимир Александрович
МПК / Мітки
МПК: B23F 5/00, B23P 6/00, B23F 9/00
Мітки: відновлення, приводу, спосіб, працездатності, передачі, зубчастої, зношеної
Код посилання
<a href="https://ua.patents.su/3-57580-sposib-vidnovlennya-pracezdatnosti-znosheno-zubchasto-peredachi-privodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення працездатності зношеної зубчастої передачі приводу</a>
Спосіб відновлення зношеної пневматичної шини
Номер патенту: 60607
Опубліковано: 15.10.2003
Автори: Лиходід Юрій Анатолійович, Хоменя Олександр Андрійович, Носач Микола Олексійович
МПК: B60C 23/00
Мітки: спосіб, пневматичної, зношеної, шини, відновлення
Формула / Реферат:
Спосіб відновлення зношеної пневматичної шини, що включає усунення зіпсованої частини протектора обертовими дисковими фрезами із змінними секторними пилами і наступну обробку поверхні круглими дротяними щітками, який відрізняється тим, що на підготовлену поверхню протектора наносять шар клею гарячого твердіння і укладають радіально в стик мірні смуги погумованого металокорду з виходом їх на боковини, потім наносять шар клею гарячого твердіння...
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Войтюк Валерій Дмитрович, Ружило Зіновій Володимирович, Карабиньош Сергій Степанович, Костащук Микола Іванович, Новицький Андрій Валентинович
МПК: B23P 6/00
Мітки: поверхонь, внутрішніх, спосіб, працездатності, корпусних, посадочних, деталях, відновлення
Формула / Реферат:
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється...
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту
Номер патенту: 46678
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: відновлення, кочення, спосіб, колеса, транспорту, поверхні, рейкового, профілю
Формула / Реферат:
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину...
Спосіб мобілізації фрагментів нижньої губи для її відновлення після прямокутної резекції з приводу раку
Номер патенту: 48499
Опубліковано: 15.03.2005
Автор: Центіло Віталій Григорович
МПК: A61B 17/24
Мітки: приводу, фрагментів, прямокутної, спосіб, відновлення, раку, резекції, нижньої, губи, мобілізації
Формула / Реферат:
Спосіб мобілізації фрагментів нижньої губи для її відновлення після прямокутної резекції з приводу раку, що включає виконання розрізів на бокових фрагментах губи, який відрізняється тим, що виконують дугоподібні розрізи шкіри та розташованих під нею м'язів фрагментів вздовж губопідборідної складки до нижнього краю щелепи, а судинно-нервові пучки цих фрагментів зберігають цілісними та мобілізують, відокремлюючи від оточуючих тканин.
Спосіб мобілізації фрагментів нижньої губи та її відновлення після прямокутної резекції з приводу раку
Номер патенту: 48499
Опубліковано: 15.08.2002
Автор: Центіло Віталій Григорович
МПК: A61B 17/24
Мітки: приводу, резекції, нижньої, фрагментів, раку, губи, мобілізації, спосіб, прямокутної, відновлення
Формула / Реферат:
Спосіб мобілізації фрагментів нижньої губи для її відновлення після прямокутної резекції з приводу раку, що включає виконання розрізів на бокових фрагментах губи, який відрізняється тим, що виконують дугоподібні розрізи шкіри та розташованих під нею м'язів фрагментів вздовж губопідборідної складки до нижнього краю щелепи, а судинно-нервові пучки цих фрагментів зберігають цілісними та мобілізують, відокремлюючи від оточуючих тканин.
Попередній патент: Спосіб виготовлення обробленого домішкою фільтрувального джгута і пристрій для його здійснення
Випадковий патент: Пристрій для мобільної демонстрації реклами