Спосіб обробки внутрішніх поверхонь тригранних кутів деталей на верстатах з чпк
Номер патенту: 58039
Опубліковано: 25.03.2011
Автори: Лякун Станіслав Федорович, Юркевич Володимир Євгенійович

Формула / Реферат
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей на верстатах з ЧПК, що полягає в попередній обробці граней, після чого деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, і нахиляють таким чином, щоб вісь тригранного кута була паралельною осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж ребер до вершини тригранного кута, причому, різець-фрезу переміщають в функціональній лінійній залежності одночасно по трьох координатах, який відрізняється тим, що деталь повертають навколо осі, паралельної осі шпинделя, доти, поки між ребром плоского кута основи деталі і негативним напрямком однієї з координатних осей X(Y) не утвориться кут σ, який являє собою розрахункову частину плоского кута основи, потім нахиляють деталь відносно осі шпинделя доти, поки площина плоского кута основи деталі не установиться до осі шпинделя під кутом, який дорівнює головному куту в плані φ при вершині різця-фрези, а кути σ і φ обчислюють як функції одночасно від всіх трьох плоских кутів тригранного кута, причому, якщо плоский кут тригранного кута деталі менше 90°, то грані тригранного кута фрезерують по рядках різцем-фрезою.
Текст
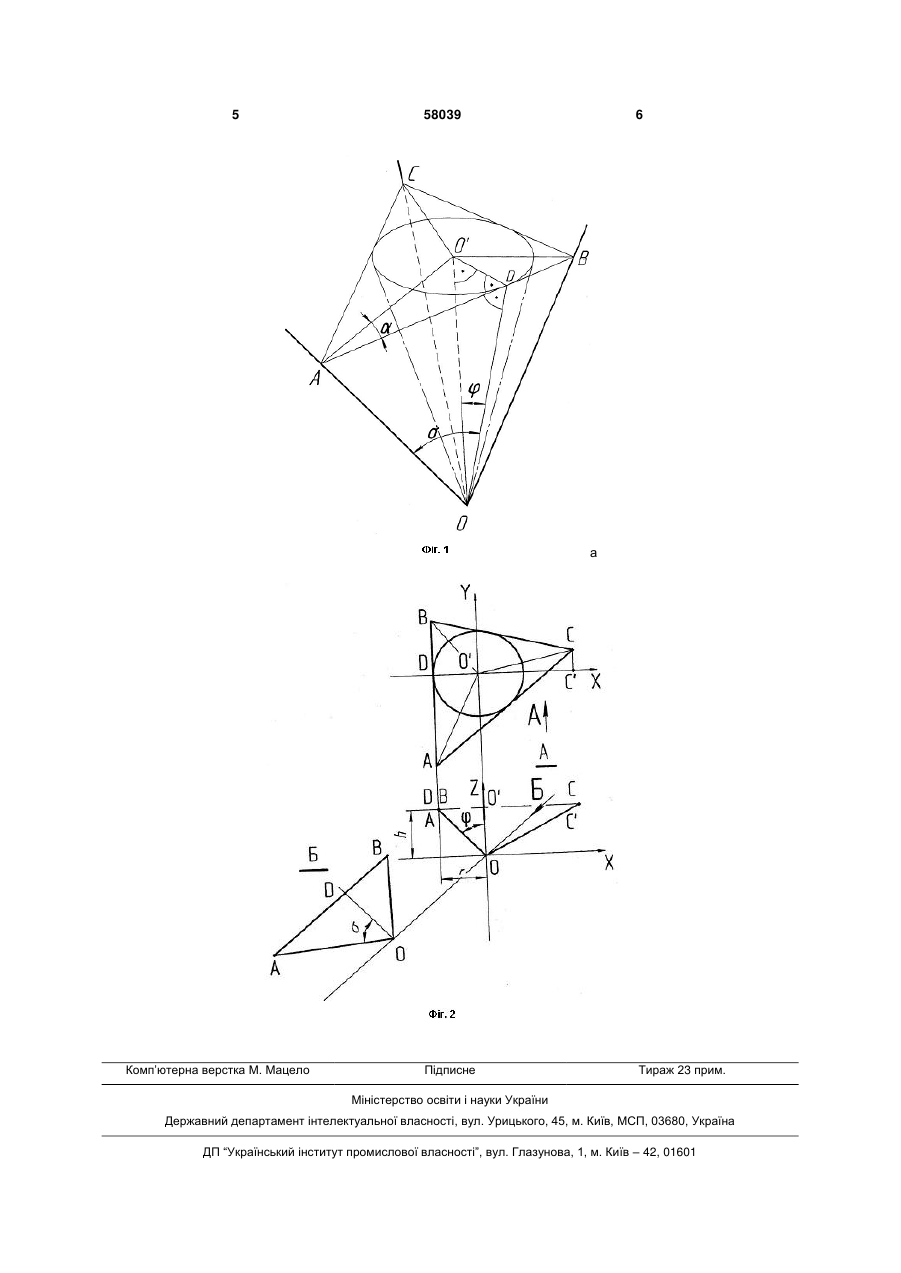
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей на верстатах з ЧПК, що полягає в попередній обробці граней, після чого деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, і нахиляють таким чином, щоб вісь тригранного кута була паралельною осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж ребер до 3 кута була паралельною осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж ребер до вершини тригранного кута, причому, різець-фрезу переміщають у функціональній лінійній залежності одночасно по трьох координатах, потім деталь повертають навколо осі, паралельної осі шпинделя, доти, поки між ребром плоского кута основи деталі і негативним напрямком однієї з координатних осей X(Y) не утвориться кут σ, який являє собою розрахункову частину плоского кута основи, потім нахиляють деталь відносно осі шпинделя доти, поки площина плоского кута основи деталі не установиться до осі шпинделя під кутом, що дорівнює головному куту в плані φ при вершині різця-фрези, а кути σ і φ обчислюють як функції одночасно від всіх трьох плоских кутів тригранного кута, причому, якщо плоский кут тригранного кута деталі менше 90°, то грані тригранного кута фрезерують по рядках різцемфрезою. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі і технічним результатом полягає в такому. Завдяки тому, що деталь повертають навколо осі, паралельної осі шпинделя, доти, поки між ребром плоского кута основи деталі і негативним напрямком однієї з координатних осей X(Y) не утвориться кут σ, який являє собою розрахункову частину плоского кута основи, потім нахиляють деталь відносно осі шпинделя доти, поки площина плоского кута основи деталі не установиться до осі шпинделя під кутом, що дорівнює головному куту в плані φ при вершині різця-фрези, а кути σ і φ обчислюють як функції одночасно від всіх трьох плоских кутів тригранного кута, причому, якщо плоский кут тригранного кута деталі менше 90°, то грані тригранного кута фрезерують по рядках різцем-фрезою. Суть способу, що заявляється, пояснюється кресленнями, де на фіг. 1 схематично зображений ТГК оброблюваної деталі в аксонометрії. У ТГК вписаний конус. OD - лінія дотику конуса і грані ТГК. На фіг. 2 в системі координат наведена відсічена частина тригранного кута деталі, установленої для остаточної обробки, з урахуванням кутів σ і φ. Пропонований спосіб полягає в такому. Попередню і остаточну обробку ТГК деталі роблять за одну установку заготовки на похилоповоротному столі (ППС), закріпленому на верстаті з ЧПК. Для попередньої обробки деталь установлюють таким чином, щоб одна грань ТГК була перпендикулярною осі шпинделя, а одне ребро цієї грані було паралельним координатній осі X. Тобто грань АОВ (фіг. 1) перпендикулярна осі шпинделя і осі Z і є основою. Як правило, у верстатах з ЧПК вісь Z паралельна осі шпинделя, вісь X горизонтальна, а вісь Y перпендикулярна осям X і Z. Деталь, закріплену на ППС, можна повертати в одну та іншу сторони на 360°. А нахиляти ППС можна тільки на кут від 0° до 90° включно між по 58039 4 зитивними напрямками осей X(Y) і Z. Далі кінцевою фрезою з відповідним конусом, наприклад, що дорівнює ливарному уклону прес-форми, фрезерують ТГК уздовж ребер плоского кута, установленого перпендикулярно осі. шпинделя. Після фрезерування граней, непаралельних площині, на якій установлена деталь, утворюються плоскі кути, які дорівнюють або більше 90°. Після попередньої обробки деталі в кожному тригранному куті залишається невибраний матеріал (зкруглення радіусом, який дорівнює радіусу фрези). Для остаточної обробки ТГК (див. фіг. 1) деталь не знімають, а повертають за допомогою похило-поворотного стола навколо осі, паралельної осі шпинделя, доти, поки між ребром плоского кута основи деталі й негативним напрямком однієї з координатних осей X(Y) не утвориться кут σ, що являє собою розрахункову частину плоского кута основи. При цьому, лінія OD (див. фіг.1, 2) стане паралельною одній з координатних осей X(Y). Потім похило-поворотний стіл з деталлю нахиляють (відносно осі шпинделя) доти, поки площина плоского кута основи деталі не установиться до осі шпинделя під кутом, що дорівнює головному куту в плані φ при вершині різця-фрези. Таким чином, вісь ТГК оброблюваної деталі (ОО’) установлюють паралельно осі шпинделя, а кожну грань ТГК установлюють під кутом φ до осі шпинделя. Вісь ТГК ОО’, як і осі всіх тригранних кутів, проходить через вершину ТГК, і кожна її точка віддалена від граней ТГК на рівні відстані. Закріплюють у шпиндель різець-фрезу і свердлять уздовж осі ТГК до його вершини до дотику з трьома його гранями. Далі фрезерують грані кожного двогранного кута уздовж ребер до вершини ТГК, причому, різецьфрезу переміщають у функціональній лінійній залежності одночасно по трьох координатах. Саме установкою деталі на кути σ і φ досягається паралельність осей шпинделя і тригранного кута. Таким чином, внутрішня поверхня ТГК стає доступною для обробки різцем-фрезою. Якщо один, два або всі лінійні кути двогранних кутів ТГК менше 90°, то грані ТГК фрезерують різцем-фрезою по рядках. Задаючи ряд величин h, одержують набір рядків для обробки граней (фіг. 2). Рядки - це траєкторії руху вершини різця-фрези при обробці граней ТГК по сторонах подібних трикутників, отриманих перетинанням ТГК набором площин, перпендикулярних осі ТГК. Фрезерування може бути й не по всіх сторонах трикутника. Наприклад, по двох. Розрахунок кутів σ, φ і всіх необхідних координат для рядків обчислюють як функції одночасно від всіх плоских кутів тригранного кута із застосуванням САПР типу «Компас», «Автокад» та інших аналогічних систем. Запропонований спосіб дозволить знизити трудомісткість, підвищити економічність і якість обробки внутрішніх поверхонь тригранних кутів деталей, одержати можливість обробки внутрішніх поверхонь тригранних кутів, у яких плоскі кути менше 90°, а також у випадках, коли всі три плоскі кути ТГК мають різну величину. 5 58039 6 а Комп’ютерна верстка М. Мацело Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining internal surfaces of trihedral angles of parts on cnc machines
Автори англійськоюLiakun Stanislav Fedorovych, Yurkevych Volodymyr Yevheniiovych
Назва патенту російськоюСпособ обработки внутренних поверхностей трехгранных углов деталей ha ctahkax c чпу
Автори російськоюЛякун Станислав Федорович, Юркевич Владимир Евгеньевич
МПК / Мітки
МПК: B23C 3/26
Мітки: тригранних, обробки, внутрішніх, деталей, поверхонь, кутів, спосіб, чпк, верстатах
Код посилання
<a href="https://ua.patents.su/3-58039-sposib-obrobki-vnutrishnikh-poverkhon-trigrannikh-kutiv-detalejj-na-verstatakh-z-chpk.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки внутрішніх поверхонь тригранних кутів деталей на верстатах з чпк</a>
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей
Номер патенту: 50151
Опубліковано: 25.05.2010
Автори: Юркевич Володимир Євгенійович, Лякун Станіслав Федорович
МПК: B23C 3/00
Мітки: кутів, внутрішніх, поверхонь, деталей, спосіб, обробки, тригранних
Формула / Реферат:
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей, що полягає в попередній обробці внутрішніх граней тригранного кута, який відрізняється тим, що деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, доти, поки бісектриса перпендикулярного осі шпинделя плоского кута основи деталі не стане паралельною одній із координатних площин, потім нахиляють деталь таким чином, щоб вісь тригранного кута була паралельною осі...
Спосіб електроерозійного вирізання внутрішніх кутів деталей
Номер патенту: 40017
Опубліковано: 16.07.2001
Автори: Поляков Святослав Петрович, Ступак Денис Олегович, Осипенко Василь Іванович
МПК: B23H 7/02
Мітки: кутів, деталей, внутрішніх, вирізання, спосіб, електроерозійного
Формула / Реферат:
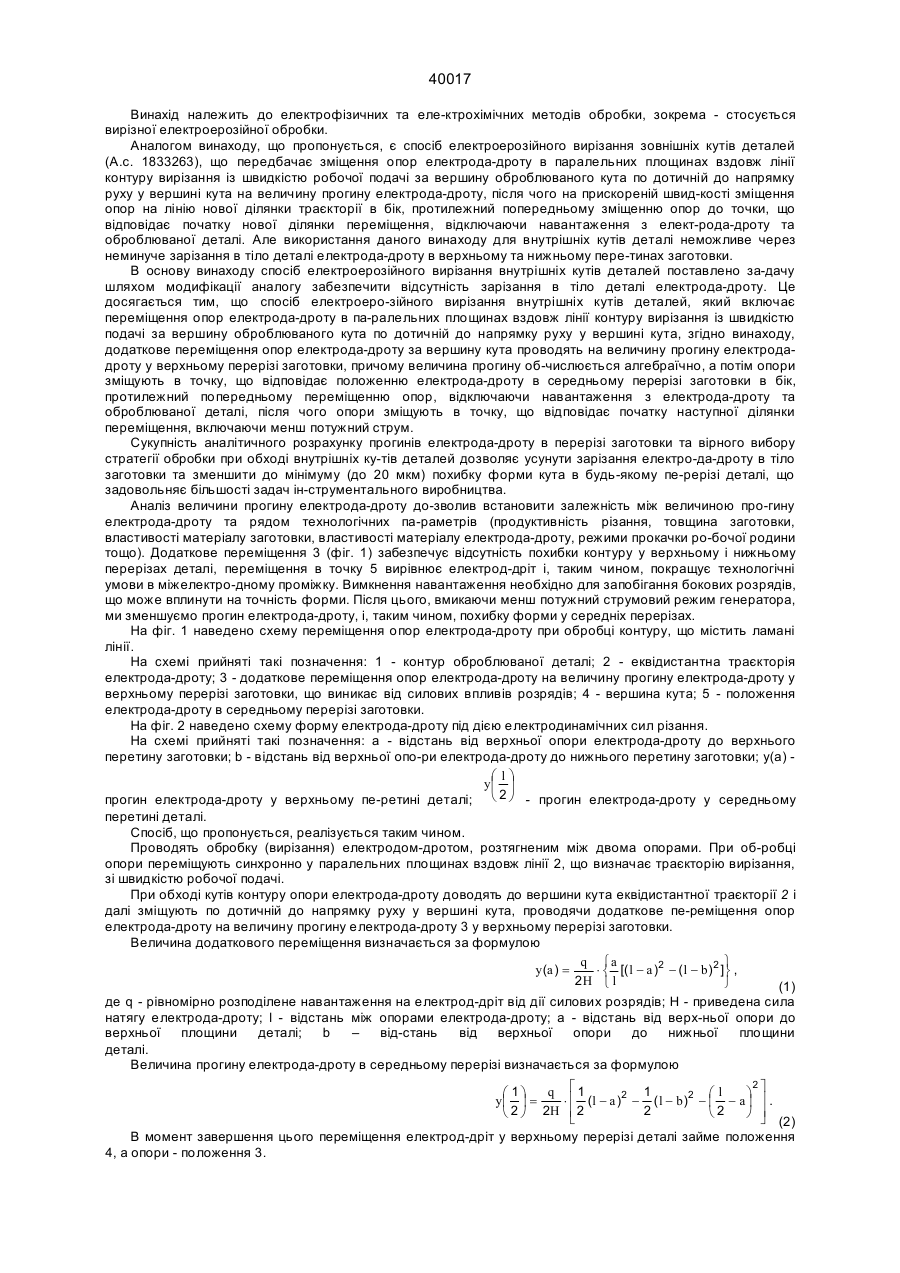
Спосіб електроерозійного вирізання внутрішніх кутів деталей, що включає переміщення опор електрода - дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, який відрізняється тим, що додаткове переміщення опор електрода - дроту за вершину кута проводять на величину прогину електрода - дроту у верхньому перерізі заготовки, причому величина...
Спосіб обробки високоточних деталей на верстатах з чпк
Номер патенту: 82468
Опубліковано: 25.04.2008
Автори: Кіяшко Лариса Олександрівна, Торлін Вадім Миколайович
МПК: G05B 19/18, B23Q 15/00
Мітки: чпк, високоточних, обробки, деталей, верстатах, спосіб
Формула / Реферат:
Спосіб обробки високоточних деталей на верстатах з ЧПК, що включає вимірювання температури різання, який відрізняється тим, що при проведенні кожного попереднього проходу по результатах вимірювання температури різання в оперативній пам'яті пристрою ЧПК розраховують температуру деталі та величину її теплового розширення, а за результатами цих розрахунків коректують положення інструмента для проведення наступного проходу.
Спосіб механічної обробки складних профілів деталей на верстатах з чпк
Номер патенту: 28827
Опубліковано: 25.12.2007
Автори: Ковалевська Олена Сергіївна, Колот Лідія Петрівна
МПК: B23C 3/00
Мітки: деталей, спосіб, верстатах, профілів, обробки, чпк, механічної, складних
Формула / Реферат:
Спосіб механічної обробки складного профілю деталі на верстаті з ЧПК шляхом автоматичної корекції траєкторії руху інструмента, який відрізняється тим, що перед корекцією траєкторії руху інструмента визначають автоматично за програмою стан технологічної системи у: y=tз-tф, де tз - заданий припуск на обробку; tф - фактичний припуск на обробку; після чого автоматично за програмою режимів обробки здійснюють корекцію руху інструмента.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: деталей, циліндричних, внутрішніх, відновлення, поверхонь, спосіб
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Попередній патент: Торцеве вуглепластикове ущільнення вала гідротурбіни
Наступний патент: Проточний пристрій для фільтрування плинних середовищ
Випадковий патент: Спосіб кількісного визначення оротової кислоти в натуральному молоці