Пристрій для лиття витисканням з кристалізацією металу під тиском
Номер патенту: 58251
Опубліковано: 15.07.2003
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Барабаш Віктор Андрійович, Шинський Олег Йосипович, Католіченко Володимир Іванович, Яковишин Олег Анатолійович, Тарасевич Микола Іванович
Формула / Реферат
1. Пристрій для лиття витисканням з кристалізацією металу під тиском, який містить верхню траверсу, рухому траверсу з контейнером, нижню траверсу з камерою витискання і механізми фіксації контейнера і камери витискання, який відрізняється тим, що в донній частині камери витискання розміщений плунжер, виконаний з можливістю надання йому після витискання рідкого металу в форму поступального в напрямку форми і обертового навколо своєї осі руху для допресовування металу, а після видалення виливків з контейнера-виштовхування прес-залишку з камери витискання.
2. Пристрій по п. 1, який відрізняється тим, що вогнетривка частина дна камери витискання містить футерівку і розміщену на ній мінеральну тканину.
Текст
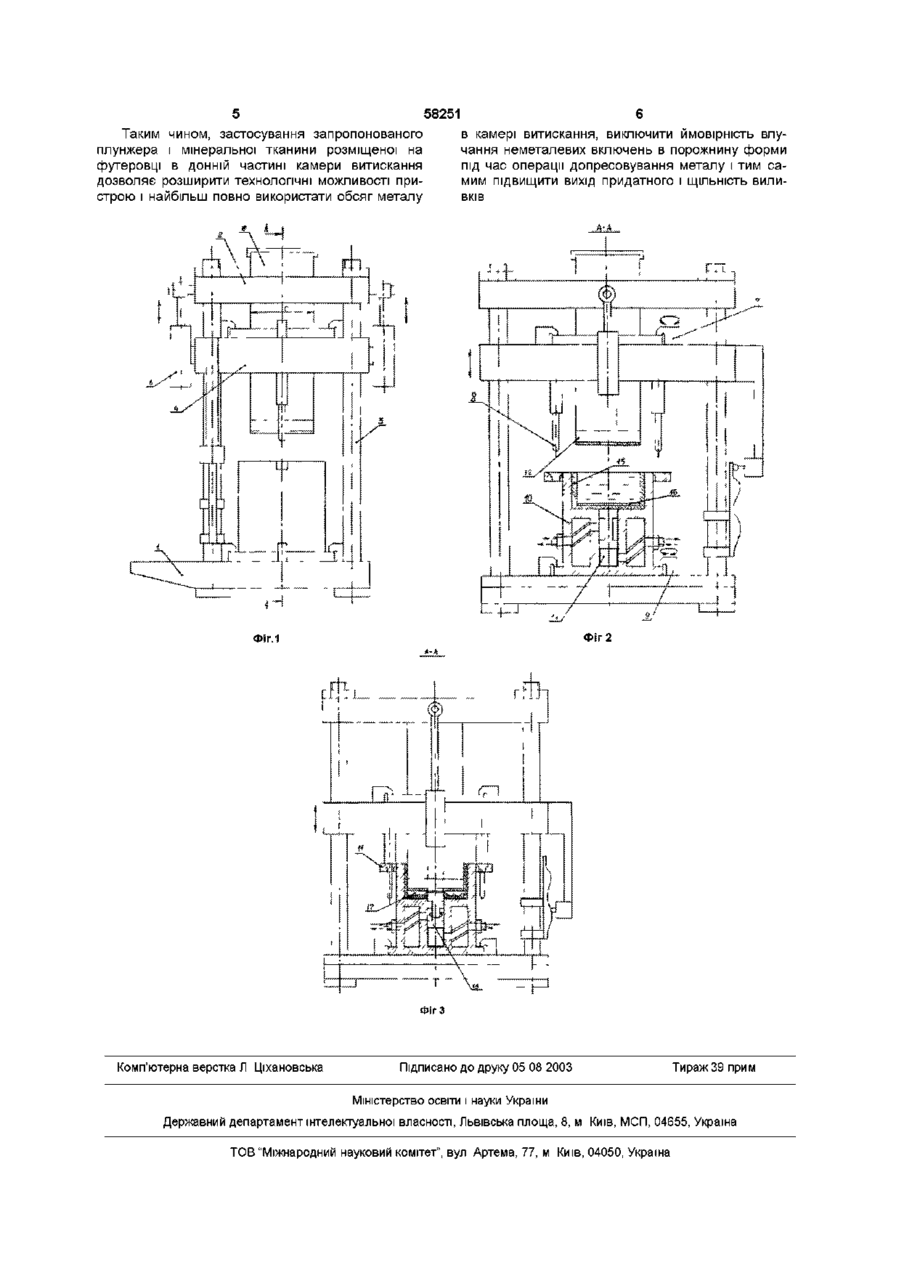
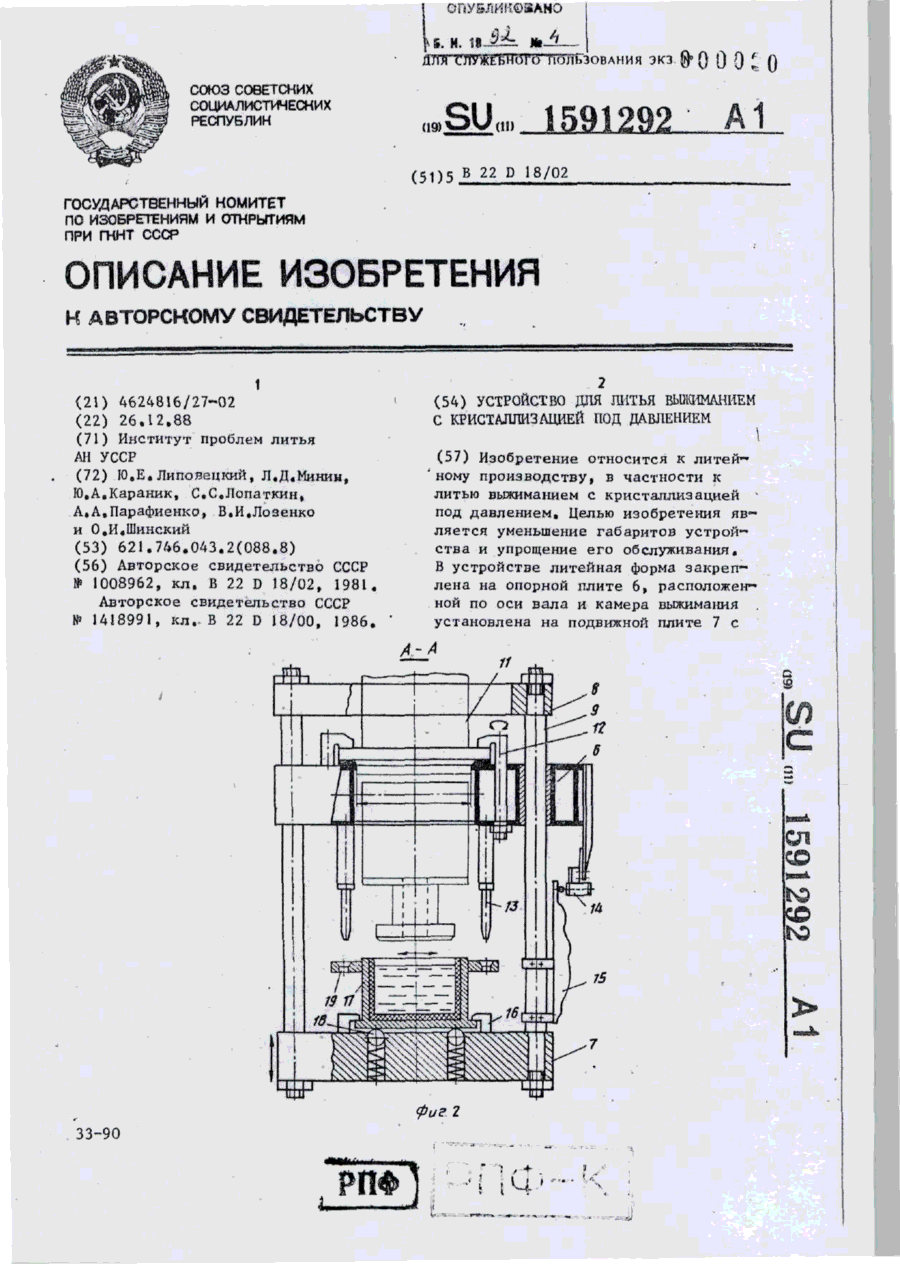
1 Пристрій для лиття витисканням з кристалізацією металу під тиском, який містить верхню траверсу, рухому траверсу з контейнером, нижню траверсу з камерою витискання і механізми фіксації контейнера і камери витискання, який відрізняється тим, що в донній частині камери витискання розміщений плунжер, виконаний з можливістю надання йому після витискання рідкого металу в форму поступального в напрямку форми і обертового навколо своєї осі руху для допресовування металу, а після видалення виливків з контейнеравиштовхування прес-залишку з камери витискання 2 Пристрій по п 1 , який відрізняється тим, що вогнетривка частина дна камери витискання містить футерівку і розміщену на ній мінеральну тканину Винахід відноситься до ливарного виробництва, зокрема до лиття з кристалізацією під тиском Відомий пристрій для лиття витисканням з кристалізацією під тиском (СРСР, Ас №1591292 МПК B22D18/02, 1992) Пристрій включає нижню і верхню траверси жорстко зв'язані чотирма направляючими колонками по яким за допомогою двох гідроциліндрів переміщується рухома траверса, на якій закріплено контейнер з моделлю, і камеру витискання закріплену на нижній траверсі Для здійснення процесу витискання рухома траверса з контейнером переміщується вниз на камеру витискання і метал під дією тиску витісняється в форму Недоліком цього пристрою є те, що після здійснення операції витискання в камері витискання залишається прес-залишок, який складно видалити Відомий пристрій для виготовлення виливків по моделям, що газифікуються з кристалізацією під тиском (Україна, патент №832 МПК B22D18/02, 1993) Пристрій включає модель камери пресування з моделлю виливка, контейнер в дні якого виконано отвір, підпресовочний поршень розташований у наскрізному отворі з можливістю вертикального переміщення і генератор віброколивань розміщений у поршні Після заливки металу в ливни ковий канал розміщений збоку моделі камери пресування вмикають механізм переміщення поршня, в результаті чого метал видавлюється з камери пресування заповнюючи порожнину, яка утворилася під час газифікації моделі Після завершення процесу тверднення металу у формі поршень повертають на початкову позицію, виливок видаляють з контейнера і процес повторюється Для додаткової дії на метал після видавлювання металу з камери пресування вмикають генератор віброколивань Недоліком даного пристрою є те, що камера пресування і модельний блок знаходяться в одному контейнері Метал попередньо заливається в камеру пресування і після цього вмикають механізм переміщення поршня Поршень переміщується до повного видавлювання металу з неї у форму Внаслідок цього розплавлений метал у камері пресування підплавляє нижню частину моделі виливка ще до того, як поршень починає рухатись Отже, неможливо буде здійснити найбільш прийнятний режим заповнення об'єму виливка - режим заміщення моделі металом, а тому існує небезпека обвалу форми У процесі видавлювання металу з камери витискання поршень зімне шкуринку металу, що утворилася, розташовану на межі між рідким металом камери пресування і формуваль ю 00 ю 58251 ною масою, через яку буде діяти поршень Тому існує ймовірність влучання неметалевих включень у порожнину форми Найближчим прототипом запропонованого пристрою є пристрій для отримання виливків (СРСР, А с №869956, МПК B22D18/02, 1981), в якому після того, як рідкий метал буде видавлено з камери витискання в порожнину форми, вмикається привід поршня, розміщеного в донній частині камери витискання, таким чином здійснюється допресовування металу в формі Недоліком цього пристрою є те, що під час операції допресовування, коли поршень почне підніматись вгору, футеровка камери витискання в донній частині буде зруйнована і й частинки попадуть в порожнину форми Задачею передбачуваного винаходу є розширення технологічних можливостей пристрою, підвищення якості і виходу придатного литва Поставлена задача вирішується тим, що в пристрої для лиття витисканням з кристалізацією металу під тиском, який складається з верхньої траверси, рухомої траверси з контейнером, нижньої траверси з камерою витискання і механізмів фіксації контейнера і камери витискання, згідно з винаходом, в донній частині камери витискання розміщено плунжер, якому після витискання рідкого металу у форму, що знаходиться в контейнері, надають поступального у напрямку форми і обертового навколо своєї осі руху здійснюючи допресовування металу, а після видалення виливка з контейнера-виштовхування прес-залишку з камери витискання В пристрої вогнетривка частина дна камери витискання складається з футеровки і розміщеної на ній мінеральної тканини Технічне рішення, що заявляється, відрізняється від прототипу тим, що процес допресовування здійснюється плунжером, якому крім поступального у напрямку форми надають ще і обертового руху Внаслідок цього деформації зсуву, що відбуваються в металі виливка супроводжуються ще й явищами скручування Шкуринка металу, яка утворюється над плунжером розривається і проникає в більш прогрітий об'єм ливникової системи Опір допресовці різко знижується, а, отже, пристрій досягає більшого ККД Завдяки тому, що на формувальну суміш над плунжером покладено мінеральну тканину, виключається можливість проникнення неметалевих часточок у порожнину форми під час операції допресовування металу Оснащення камери витискання запропонованим плунжером дозволяє зменшити габарити пристрою, спростити його обслуговування та створити найбільш сприятливі умови для підживлення виливка рідким металом і внаслідок цього забезпечити отримання якісних виливків Завдяки ефективному впливу тиску плунжера підвищується вихід придатного за рахунок зменшення металу, який іде на прес-залишок Крім того, спрощується видалення прес-залишку з камери витискання наприкінці робочого циклу Мінеральна тканина ж не дає часточкам формувальної суміші потрапити в форму під час операції допресовування, Суть запропонованого пристрою пояснюється малюнками На фіг 1 зображено загальний вид пристрою, на фіг 2 - розріз А-А на фіг 1, на фіг 3 представлено розріз А-А на фіг 1 під час операції допресовування Пристрій складається з нижньої 1 і верхньої 2 траверс, жорстко зв'язаних чотирма направляючими колонками 3, що проходять через рухливу траверсу 4, яка переміщується за допомогою двох гідроциліндрів 5 Для закріплення контейнера 6, в якому знаходиться форма, наприклад, з заформованою моделлю, що газифікується, у ГНІЗДІ рухливої траверси є фіксатори 7 Два штирі 8, один з яких виконує роль направляючого, а інший центруючого, закріплені на рухливій траверсі 4 На нижній траверсі 1 встановлені Г-образні фіксатори 9 для затиску камери витискання 10 Пристрій працює наступним чином Попередньо підготовлений контейнер 6 діаметром D із заформованою моделлю, що газифікується, встановлюється в гніздо рухливої траверси 4 і фіксується фіксаторами 7 Потім на консольну частину нижньої траверси 1 встановлюється облицьована камера витискання 10 і переміщується механізованим штовхальником (на кресленні не показаний) у робочу зону, де виступаючий пасок камери витискання 10 перекривається зверху фіксаторами 9 При цьому зорієнтована щодо штирів 8 камера витискання 10 встановлюється приблизно СПІВВІСно з контейнером 6 Після ЦЬОГО включають у роботу закріплені на рухливій траверсі 4 гідроциліндри 5, що впливають через верхню траверсу 2, на рухливу траверсу 4, при опусканні якої штирі 8, взаємодіючи з настановними отворами 11 у камері витискання 10, точно центрують останню з контейнером 6 Потім відбувається взаємодія пуансона 12 контейнера 6 з рідким металом і здійснюється процес витискання рідкого металу з камери витискання 10 у форму з заданою швидкістю Для забезпечення беззазорного переміщення пуансона 12 контейнера 6 в порожнині камери витискання 10 його діаметр на 1-2мм перевищує внутрішній діаметр камери витискання 10 (по футеровці) У процесі витискання по моделях, що газифікуються відбувається їхнє вигоряння і порожнина виливка через ливник повністю заповнюється розплавом Після ЦЬОГО дається витримка розплаву у формі для утворення шкуринки по всій поверхні виливка і ливниково-живильної системи Потім ТИСК на розплав збільшують шляхом подальшого видавлювання розплаву з камери витискання 10 і одночасно переміщують плунжер 13, який обертається навколо своєї осі приводом 14, камери витискання 10 для збільшення зусилля на розплав і витримують його до завершення кристалізації виливка Внаслідок того, що на дні камери витискання поверх формувальної маси 15 покладено мінеральну тканину 16 - по перед жується влучання неметалевих включень у форму в процесі допресовування Далі плунжер фіксують, рухливу траверсу 4 відводять у вихідну позицію за допомогою гідроциліндрів 5, відбувається розділення контейнера 6 з ливниковим залишком у камері витискання 10 Подальшим переміщенням плунжера 13 з камери витискання 10 виштовхується прес-залишок 17 Після цього здійснюють видалення контейнера 6 з виливком і заміну відпрацьованої камери витискання 10 на нову 5 58251 Таким чином, застосування запропонованого плунжера і мінеральної тканини розміщеної на футеровці в донній частині камери витискання дозволяє розширити технологічні можливості пристрою і найбільш повно використати обсяг металу в камері витискання, виключити ймовірність влучання неметалевих включень в порожнину форми під час операції допресовування металу і тим самим підвищити вихід придатного і ЩІЛЬНІСТЬ ВИЛИВКІВ ФІГ Комп'ютерна верстка Л Ціхановська 2 Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for extrusion casting with crystallization of metal under pressure
Автори англійськоюShynskyi Oleh Yosypovych, Yakovyshyn Oleh Anatoliiovych, Barabash Viktor Andriiovych, Katolichenko Volodymyr Ivanovych, Shynskyi Ihor Olehovych, Tarasevych Mykola Ivanovych
Назва патенту російськоюУстройство для литья вытеснением с кристаллизацией металла под давлением
Автори російськоюШинский Олег Иосифович, Яковишин Олег Анатольевич, Барабаш Виктор Андреевич, Католиченко Владимир Иванович, Шинский Игорь Олегович, Тарасевич Николай Иванович
МПК / Мітки
МПК: B22D 18/00
Мітки: металу, кристалізацією, лиття, пристрій, тиском, витисканням
Код посилання
<a href="https://ua.patents.su/3-58251-pristrijj-dlya-littya-vitiskannyam-z-kristalizaciehyu-metalu-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття витисканням з кристалізацією металу під тиском</a>
Спосіб та пристрій для безперервної плавки та лиття металів з кристалізацією під тиском
Номер патенту: 20676
Опубліковано: 02.09.1997
Автори: Санніков Владислав Олександрович, Грибов Микола Миколайович, Примак Іван Никонорович, Таранов Євген Дмитрович, Щеглов Володимир Михайлович
МПК: B22D 18/00, B22D 19/14
Мітки: безперервної, плавки, тиском, спосіб, лиття, пристрій, кристалізацією, металів
Формула / Реферат:
1. Способ для непрерывной плавки и литья металлов с кристаллизацией под давлением, включающий плавление в индукционной печи шихтовой заготовки и периодическое заполнение жидким металлом методом выжимания с кристаллизацией под давлением сочлененной с печью литейной формы, отличающийся тем, что плавление верхней части периодически подаваемой снизу шихтовой заготовки постоянного сечения осуществляется в индукционной печи непрерывно, а...
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
Автори: Ліповецький Юрій Євсійович, Мінін Леонід Дмитрович, Шинський Олег Йосипович, Парафієнко Олексій Олексійович, Каранік Юрій Аполінарійович, Лопаткін Сергій Сергійович, Лозенко Віктор Іванович
Мітки: лиття, устаткування, тиском, вижиманням, кристалізацією
Текст:
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Пристрій для неперервного лиття вузької смуги металу (його варіанти), електромагнітний обмежувальний засіб і спосіб неперервного лиття вузької смуги металу
Номер патенту: 37223
Опубліковано: 15.05.2001
Автори: Ховард Л. Гербер, Ісмаел Г. Сауседо
МПК: B22D 11/06
Мітки: обмежувальний, вузької, засіб, смуги, неперервного, варіанти, електромагнітний, металу, спосіб, пристрій, лиття, його
Формула / Реферат:
1. Устройство для непрерывного литья узкой полосы металла, содержащее два противоположно вращающихся горизонтальных вала, установленных с вертикально ориентированным зазором, участок которого открыт со стороны торцов валов, и электромагнитное ограничивающее средство, включающее ограничивающую катушку, состоящую из двух частей, первая из которых своей фронтальной поверхностью обращена к зазору, а между первой и второй частями ограничивающей...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Шульга Василь Тимофійович, Сінчугов Олександр Юр'євич, Єфімов Віктор Олексійович, Примак Іван Никонорович, Шинський Олег Йосипович, Черненко Надія Георгієвна, Валігура Анатолій Іванович
МПК: B22D 18/04, B22C 9/04
Мітки: виготовлення, газифкуються, моделям, тиском, кристалізацією, спосіб, виливків
Формула / Реферат:
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Лозенко Віктор Іванович, Валігура Анатолій Іванович, Черненко Надія Георгієвна, Сінчугов Олександр Юр'євич, Каранік Юрій Аполінарійович, Шульга Василь Тимофійович, Шинський Олег Йосипович
МПК: B22D 18/00, B22D 18/06
Мітки: виливків, устаткування, моделями, тиском, кристалізацією, виготовлення, газифікуються
Формула / Реферат:
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Попередній патент: Пристрій для підігрівання плазми крові і трансфузійних розчинів
Наступний патент: Ступінчата ливникова система
Випадковий патент: Черв'ячна фреза