Спосіб відцентрового лиття порожнистих заготівок
Номер патенту: 58293
Опубліковано: 15.07.2003
Автори: Іванова Ліна Олександрівна, Хохряков Андрій Леонідович, Малих Сергій Вікторович
Формула / Реферат
1. Спосіб відцентрового лиття, який включає футерування виливниці, яка обертається, та заливку металу, який відрізняється тим, що футерування виливниці проводять металевим піском при швидкості обертання виливниці, яку вона одержує перед заливкою металу.
2. Спосіб за п. 1, який відрізняється тим, що футерівку додатково покривають дисперсним неметалевим матеріалом, який стає міцним у період заливки металу.
Текст
1 Спосіб відцентрового лиття, який включає футерування виливниці, яка обертається, та зали вку металу, який відрізняється тим, що футерування виливниці проводять металевим піском при швидкості обертання виливниці, яку вона одержує перед заливкою металу 2 Спосіб за п 1, який відрізняється тим, що футерівку додатково покривають дисперсним неметалевим матеріалом, який стає міцним у період заливки металу Винахід відноситься до ливарного виробництва, а саме до центробіжного лиття порожнистих заготівок зі сплавів чорних та кольорових металів Відомий спосіб центробіжного лиття порожнистих заготівок, при якому на обертаючуюся виливницю за допомогою жолобу наносять захисне сипуче покриття з кварцового піску та заливають металом (див Справочник по чугунному литью Под ред Гиршовича Н Г , Машиностроение, Л , 1978, с 533) Цей спосіб не забезпечує високу якість поверхні порожнистих заготівок через пригар піску та не дозволяє одержати в одній виливниці заготівки лиття різного діаметру, або з виступами на поверхні заготівки Відомим Є також спосіб лиття у стаціонарні форми згідно якого напівформи виготовляють по металевій моделі із суміші, яка містить в собі пісок з чавуну, пульвербакеліт та керосин, витримують напівформи при температурі 300°С до їх затвердіння, склеюючи напівформи та заливають чавуном (див Прогрессивная технология литейного производства Под ред Рыжакова А А ВолгоВятское книжное Издателство, Горький, 1969, с 84-85) Вказаний спосіб забезпечує чистоту поверхні колінчатих валів з чавуну, однак присутність у складі суміші пульвербакеліту (4,3 відсотка) та керосину (0,20 ВІДСОТКІВ), ЯКІ необхідні для одержання сухої МІЦНОСТІ форми з металевого піску, засмічує атмосферу токсичними речовинами Найбільш близьким по технічній суті до заявленого способу є вибраний, як прототип спосіб центробіжного лиття труб з внутрішніми буртами, наприклад, циліндрів для машин, які виробляють папір, що включає послідовну заливку під флюсом металу основного тіла відливки та відокремлюваної перегородки (переборки) від основного тіла металу внутрішнього бурта, в якому з метою підвищення виробництва та скорочення парку виливниць, після заливки металом основного тіла відливки, переборку створюють шляхом подачі сипучого матеріалу на поверхність основного тіла відливки, який знаходиться при температурі солідуса при цьому як сипучий матеріал вживають порошок або кварцовий пісок (див АС СССР №611712 кл В22Д13/02, опубл 25 06 78, бюл №23) Цей спосіб дозволяє скоротити парк виливниць для обмеженої номенклатури порожнистих відливок, які мають однаковий ЗОВНІШНІЙ діаметр, але різне місцезнаходження буртів в середині порожнистої відливки Однак для одержання литих заготівок, які мають різний ЗОВНІШНІЙ діаметр, на центробіжну машину, необхідний цілий комплект виливниць під кожний ЗОВНІШНІЙ діаметр порожнистої заготівки (див Антонов М И Дьяченко В И Универсальная центробежная машина для отливки бронзовых втулок Журнал "Литейное производство", М , №8, 1975, с 40-41) В основу винаходу поставлена задача - у способі центробіжного лиття порожнистих заготівок методом зміни параметрів способу забезпечити можливість лиття в одній з виливниць порожнистих заготівок з різними ЗОВНІШНІМИ параметрами, а також виступами на ЗОВНІШНІЙ поверхні порожнистої заготівки Технічний результат від використання винаходу - скорочення парку виливниць, наприклад, для умов мілкосерійного виробництва порожнистих СО сч 00 ю 58293 заготівок, розширення номенклатури порожнистих заготівок, які економічно доцільно виготовляти центробіжним способом Ціль, яка поставлена вирішується тим, що спосіб центробіжного лиття порожнистих заготівок, які включають футерування виливниці, яка обертається, та заливку металу згідно винаходу футерування виливниці проводять металевим піском при швидкості обертання виливниці, яку вона отримує перед заливкою металу Футерівку додатково покривають дисперсним неметалевим матеріалом, який зміцнюється у період заливки металу Проведення футерування виливниці металевим піском при швидкості обертання виливниці, яку вона одержує перед заливкою металу, забезпечує можливість лиття в одній виливниці порожнистих заготівок з різними ЗОВНІШНІМИ діаметрами, а також виступами на поверхні порожнистої заготівки Покриття футерівки дисперсним неметалевим матеріалом, який зміцнюється у період заливки металу, забезпечує можливість лиття в одній виливниці порожнистих заготівок з металів, температура плавлення яких вище, або дорівнює температурі плавлення металевого піску Суть винаходу пояснюється слідуючими прикладами Приклад №1 По формулі (1) визначали КІЛЬКІСТЬ обертань, яке повинна одержати виливниця, щоб відлити в ній порожнисту заготівку з внутрішнім діаметром 136мм з алюмінієвого сплаву АЛ-2 з товщиною стінки 5мм 5500 (1) у-г Де п - КІЛЬКІСТЬ обертань виливниці, об/мін у - ЩІЛЬНІСТЬ металу, ч/см3 г - внутрішній радіус відливки, см Для алюмінієвого сплаву АЛ-2 величина у=2,65ч/см , тоді при г=6,8см 5500 = 1294 об/мін, приймаємо п= 1300об/мш У комплект центробіжної машини для одержання порожнистих заготівок типа втулок із ЗОВНІШНІМ діаметром в інтервалі від 80 до 140мм використовували одну виливницю з внутрішнім діаметром 150мм Для цієї виливниці товщина футерівки з металевого піску для відливки порожнистої заготівки з ЗОВНІШНІМ діаметром 146мм, складає 2мм Як металевий пісок для футерівки використовувався чавунний пісок у=3,2г/см3 з зерновим складом 0,3 Виливниця нагрівалася до температури 200°С та приводила до обертання зі швидкістю 1300об/мш На її внутрішню поверхню за допомогою жолоба наносили пісок із чавуну шаром Змм АЛЮМІНІЄВИЙ сплав при температурі 750°С через ливарну лійку заливали у виливницю Після витягання із виливниці порожниста заготівка мала чисту зовнішню поверхню, мікрозернисту структуру та концентровану зону пористості з боку внутрішньої поверхні, яка віддалялася у припуск при механічній обробці Приклад №2 По формулі (1) визначали КІЛЬКІСТЬ обертань, яке має одержати виливниця, щоб відлити в ній порожнисту заготівку з внутрішнім діаметром 100мм з сірого чавуну з товщиною стінки 10мм Для сірого чавуну марки СЧ18-36 величина 3 у=7,0г/см , тоді при г=5см п= 5500 = 929 об/мін, приймаємо 950об/мш Для виливниці з внутрішнім діаметром 150мм товщина футерівки для відливки порожнистої заготівки із ЗОВНІШНІМ діаметром 120мм складає 15мм Матеріал футерівки - пісок з чавуну у=3,2г/см3 із зерновим складом 05 Виливницю нагрівали до температури 150°С та приводили до обертання зі швидкістю 950об/мш На її внутрішню поверхню через жолоб у декілька прийомів наносили чавунний пісок шаром 13мм Потім футерівку додатково покривали дисперсним неметалевим матеріалом, шаром 2мм де застосовували слідуючий склад кварцовий пісок 85мас ч , зола - 15мас ч Вказаний матеріал у період заливки прогрівається за рахунок тепла від розплавленого чавуну до температури 600-900°С Це приводить до спікання вогнестійкого покриття та запобігає його змив струмінням розплаву при температурі заливки Чавун при температурі 1340°С крізь ливарну лійку заливали у виливницю Після витягання із виливниці порожниста заготівка мала чисту зовнішню поверхню та щільну структуру без відбілювання Використовуючи диференційну засипку неметалевого піску по довжині виливниці можливо одержувати порожнисті заготівки з виступами на їх ЗОВНІШНІЙ поверхні, або відливати заготівки з фланцем Для роликової центробіжної машини, наприклад для лиття заготівок типа втулок з внутрішнім діаметром від 60 до 190мм в умовах мілкосерійного виробництва, дозволить використовувати всього дві виливниці з внутрішнім діаметром 150мм та 202мм Пропонуємий спосіб центробіжного лиття дозволяє скоротити парк коштовних цільнометалевих виливниць, наприклад для одержання порожнистих заготівок типа втулок при мілкосерійному їх виробництві (із сталі, чавуну, бронзи або алюмінієвих сплавів) в 10-20 разів Одночасно цей спосіб розширює можливості центробіжного лиття не тільки по видам сплавів, а і по конфігурації зовнішньої поверхні порожнистих заготівок, так як футерівка з металевого піску не перешкоджає вийманню відливки після її затверджування у виливниці 58293 Комп'ютерна верстка О Воробей Підписано до друку 05 08 2003 Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for centrifugal casting of hollow blanks
Автори англійськоюIvanova Lina Oleksandrivna, Малых Сергей Викторович, Малых Сергей Викторович
Назва патенту російськоюСпособ центробежного литья полых заготовок
Автори російськоюИванова Лина Александровна, Малых Сергей Викторович
МПК / Мітки
МПК: B22D 13/02
Мітки: лиття, відцентрового, заготівок, порожнистих, спосіб
Код посилання
<a href="https://ua.patents.su/3-58293-sposib-vidcentrovogo-littya-porozhnistikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття порожнистих заготівок</a>
Форма для відцентрового лиття порожнистих заготівок поршневих кілець

Номер патенту: 54877
Опубліковано: 17.03.2003
Автори: Іванова Ліна Олександрівна, Козловський Ярослав Антонович
МПК: B22D 13/00
Мітки: порожнистих, поршневих, відцентрового, лиття, форма, заготівок, кілець
Формула / Реферат:
Форма для відцентрового лиття порожнистих заготівок поршневих кілець, яка має виливницю з встановленим в ній порожнистим стержнем, який формує робочу порожнину, яка відрізняється тим, що робоча порожнина порожнистого стержня має шар кераміки з порами розміром 1,5-10 мк та виконана у формі відкритих кільцевих виступів та западин, при цьому зовнішній діаметр виступів дорівнює внутрішньому діаметру порожнистої заготівки поршневого кільця, а...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: безперервного, лиття, спосіб, заготівок
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Блескун Валерій Пилипович, Шиндякін Валерій Анатолійович, Бичков Юрій Борисович, Горелік Вадім Семенович
МПК: B22D 11/10
Мітки: порожнистих, спосіб, здійснення, безперервного, пристрій, біметалевих, коліс, черв'ячних, лиття, заготівок
Формула / Реферат:
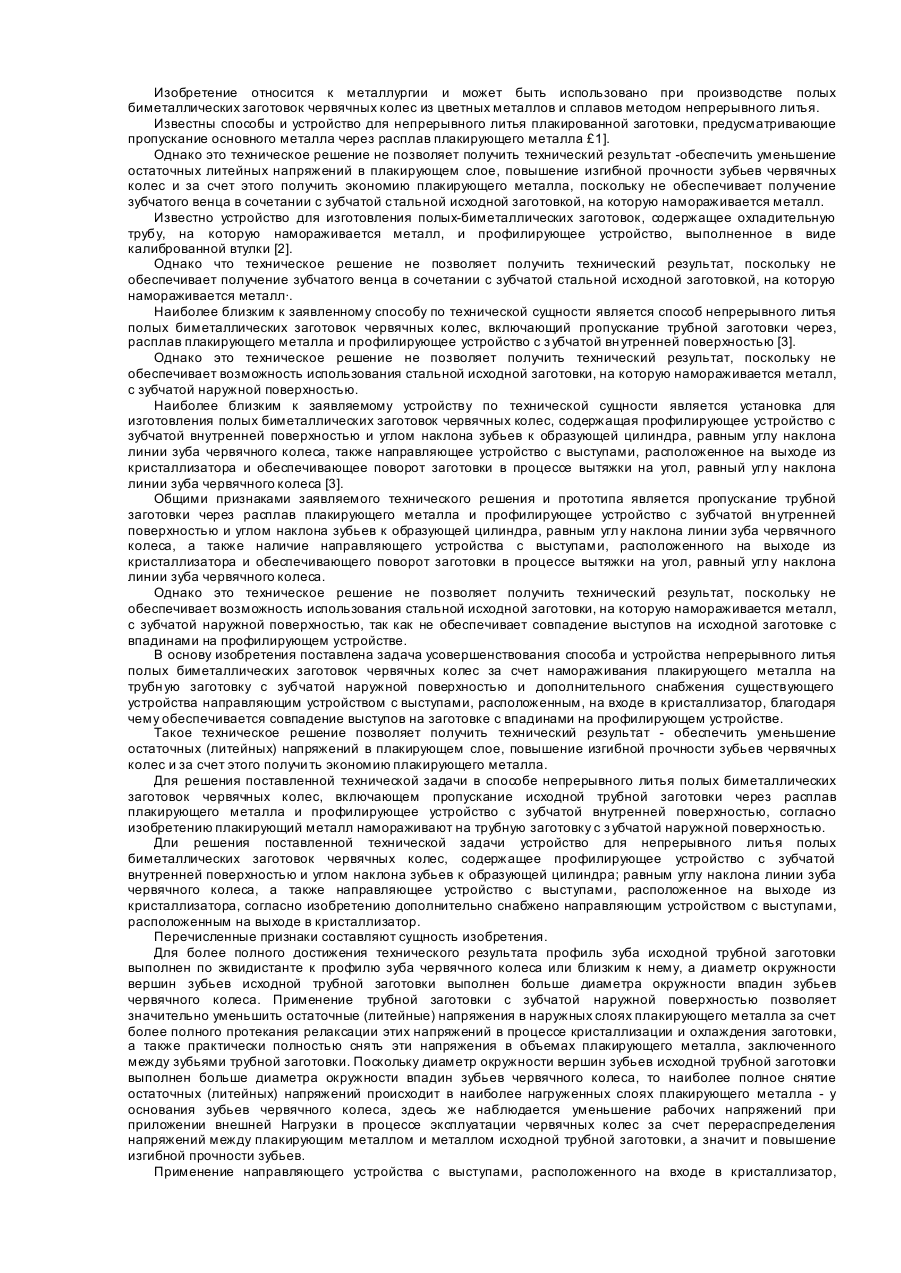
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Власенко Богдан Васильович, Плугатар Віктор Семенович, Петрусенко Віктор Андрійович
МПК: B22D 11/14, B22D 11/08
Мітки: безперервного, машини, спосіб, роботи, підготовки, лиття, заготівок
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Спосіб лиття порожнистих злитків
Номер патенту: 56284
Опубліковано: 15.05.2003
Автори: Пап Петро Аркадійович, Жук Геннадій Віліорович, ТРИГУБ Микола Петрович, Калинюк Олексій Миколайович
МПК: B22D 7/04, C22B 9/22, B22D 11/04
Мітки: порожнистих, лиття, спосіб, злитків
Формула / Реферат:
Спосіб лиття порожнистих злитків методом електронно-променевої плавки, що включає порційну подачу металу з проміжної ємності в кристалізатор і витягування злитка за допомогою порожнистої затравки з робочою швидкістю, який відрізняється тим, що витягування починають зі швидкістю в 1,5-3 рази більше робочої з одночасною подачею порції металу масою 5-10% від маси порожнистого злитка, причому на висоті порожнистого злитка рівного його зовнішньому...
Попередній патент: Тепловізійна камера
Наступний патент: Безгреблева гідроелектростанція на вільному потоці
Випадковий патент: Спосіб непрямої реваскуляризації нижньої кінцівки