Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Шиндякін Валерій Анатолійович, Горелік Вадім Семенович, Блескун Валерій Пилипович, Бичков Юрій Борисович
Формула / Реферат
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.
2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее профилирующее устройство с зубчатой внутренней поверхностью и углом наклона зубьев к образующей цилиндра, равным углу наклона линии зуба червячного колеса, а также направляющее устройство с выступами, расположенное на выходе из кристаллизатора, отличающееся тем, что оно дополнительно снабжено направляющим устройством с выступами, расположенным на входе в кристаллизатор.
3. Устройство по П.2, отличающее-с я тем, что профиль зуба исходной трубной заготовки выполнен по эквидистанте к профилю зуба червячного колеса или близким к нему.
4. Устройство по п.2, отличающее-с я тем, что диаметр окружности вершин зубьев исходной трубной заготовки выполнен больше диаметра окружности впадин зубьев червячного колеса.
Текст
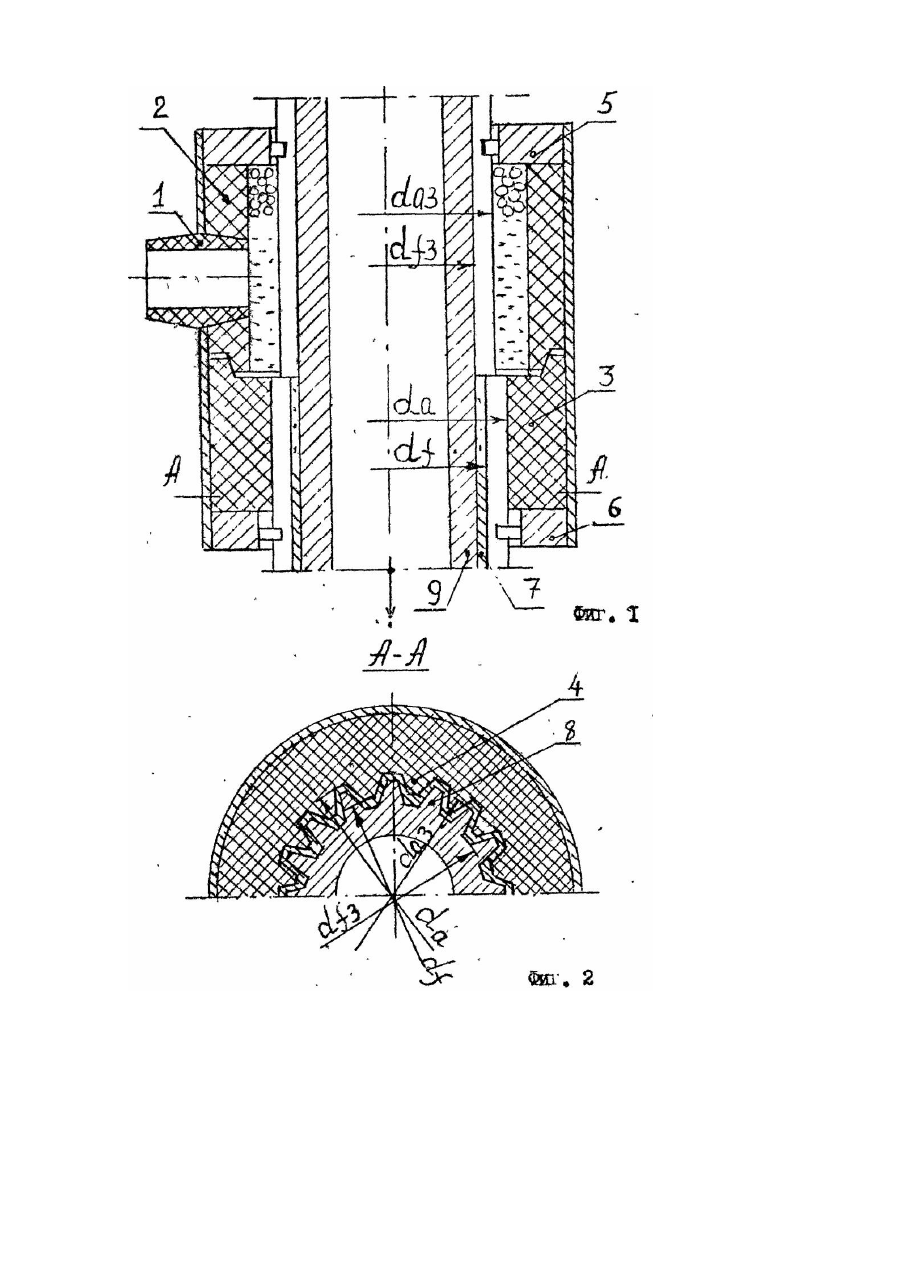
Изобретение относится к металлургии и может быть использовано при производстве полых биметаллических заготовок червячных колес из цветных металлов и сплавов методом непрерывного литья. Известны способы и устройство для непрерывного литья плакированной заготовки, предусматривающие пропускание основного металла через расплав плакирующего металла £1]. Однако это техническое решение не позволяет получить технический результат -обеспечить уменьшение остаточных литейных напряжений в плакирующем слое, повышение изгибной прочности зубьев червячных колес и за счет этого получить экономию плакирующего металла, поскольку не обеспечивает получение зубчатого венца в сочетании с зубчатой стальной исходной заготовкой, на которую намораживается металл. Известно устройство для изготовления полых-биметаллических заготовок, содержащее охладительную трубу, на которую намораживается металл, и профилирующее устройство, выполненное в виде калиброванной втулки [2]. Однако что техническое решение не позволяет получить технический результат, поскольку не обеспечивает получение зубчатого венца в сочетании с зубчатой стальной исходной заготовкой, на которую намораживается металл·. Наиболее близким к заявленному способу по технической сущности является способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание трубной заготовки через, расплав плакирующего металла и профилирующее устройство с з убчатой вн утренней поверхностью [3]. Однако это техническое решение не позволяет получить технический результат, поскольку не обеспечивает возможность использования стальной исходной заготовки, на которую намораживается металл, с зубчатой наружной поверхностью. Наиболее близким к заявляемому устройству по технической сущности является установка для изготовления полых биметаллических заготовок червячных колес, содержащая профилирующее устройство с зубчатой внутренней поверхностью и углом наклона зубьев к образующей цилиндра, равным углу наклона линии зуба червячного колеса, также направляющее устройство с выступами, расположенное на выходе из кристаллизатора и обеспечивающее поворот заготовки в процессе вытяжки на угол, равный углу наклона линии зуба червячного колеса [3]. Общими признаками заявляемого технического решения и прототипа является пропускание трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой вн утренней поверхностью и углом наклона зубьев к образующей цилиндра, равным углу наклона линии зуба червячного колеса, а также наличие направляющего устройства с выступами, расположенного на выходе из кристаллизатора и обеспечивающего поворот заготовки в процессе вытяжки на угол, равный углу наклона линии зуба червячного колеса. Однако это техническое решение не позволяет получить технический результат, поскольку не обеспечивает возможность использования стальной исходной заготовки, на которую намораживается металл, с зубчатой наружной поверхностью, так как не обеспечивает совпадение выступов на исходной заготовке с впадинами на профилирующем устройстве. В основу изобретения поставлена задача усовершенствования способа и устройства непрерывного литья полых биметаллических заготовок червячных колес за счет намораживания плакирующего металла на трубн ую заготовку с зубчатой наружной поверхностью и дополнительного снабжения существующего устройства направляющим устройством с выступами, расположенным, на входе в кристаллизатор, благодаря чему обеспечивается совпадение выступов на заготовке с впадинами на профилирующем устройстве. Такое техническое решение позволяет получить технический результат - обеспечить уменьшение остаточных (литейных) напряжений в плакирующем слое, повышение изгибной прочности зубьев червячных колес и за счет этого получи ть экономию плакирующего металла. Для решения поставленной технической задачи в способе непрерывного литья полых биметаллических заготовок червячных колес, включающем пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, согласно изобретению плакирующий металл намораживают на трубную заготовку с з убчатой наружной поверхностью. Дли решения поставленной технической задачи устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее профилирующее устройство с зубчатой внутренней поверхностью и углом наклона зубьев к образующей цилиндра; равным углу наклона линии зуба червячного колеса, а также направляющее устройство с выступами, расположенное на выходе из кристаллизатора, согласно изобретению дополнительно снабжено направляющим устройством с выступами, расположенным на выходе в кристаллизатор. Перечисленные признаки составляют сущность изобретения. Для более полного достижения технического результата профиль зуба исходной трубной заготовки выполнен по эквидистанте к профилю зуба червячного колеса или близким к нему, а диаметр окружности вершин зубьев исходной трубной заготовки выполнен больше диаметра окружности впадин зубьев червячного колеса. Применение трубной заготовки с зубчатой наружной поверхностью позволяет значительно уменьшить остаточные (литейные) напряжения в наружных слоях плакирующего металла за счет более полного протекания релаксации этих напряжений в процессе кристаллизации и охлаждения заготовки, а также практически полностью снять эти напряжения в объемах плакирующего металла, заключенного между зубьями трубной заготовки. Поскольку диаметр окружности вершин зубьев исходной трубной заготовки выполнен больше диаметра окружности впадин зубьев червячного колеса, то наиболее полное снятие остаточных (литейных) напряжений происходит в наиболее нагруженных слоях плакирующего металла - у основания зубьев червячного колеса, здесь же наблюдается уменьшение рабочих напряжений при приложении внешней Нагрузки в процессе эксплуатации червячных колес за счет перераспределения напряжений между плакирующим металлом и металлом исходной трубной заготовки, а значит и повышение изгибной прочности зубьев. Применение направляющего устройства с выступами, расположенного на входе в кристаллизатор, обеспечивает совпадение выступов на исходной трубной заготовке с впадинами на профилирующем устройстве, свободное ее прохождение через кристаллизатор, равномерное распределение плакирующего металла по толщине зуба получаемой биметаллической заготовки. Применение профиля зуба исходной трубной заготовки, выполненного по эквидистанте к профилю зуба червячного колеса или близким к нему, обеспечивает одинаковую и минимальную толщину плакирующего слоя по всей высоте зуба червячного колеса, а значит и сокращение расхода плакирующего металла. Таким образом, совокупность существенных признаков заявляемого изобретемния обеспечивают получение технического результата - уменьшение остаточных (литейных) напряжений в плакирующем слое, повышение изгибной прочности зубьев червячных колес и за счет этого экономию плакирующего металла. На фиг.1 приведена схема устройства для непрерывного литья полых биметаллических заготовок червячных колес; на фиг.2 - сечение по А-А. Устройство содержит втулк у 1 для подвода жидкого металла, соединенную по конусной поверхности с металлоприемником 2, который также по конусной поверхности соединен с профилирующим устройством 3, имеющим зубчатую вн утреннюю поверхность 4 с углом наклона зуба, равным углу наклона линии зуба червячного колеса. Два направляющих устройства 5 и 6 расположены на входе в кристаллизатор и на выходе из него соответственно. На выходе биметаллическая заготовка состоит из внешнего плакирующего слоя 7, выполненного из цветного металла и охватывающе го по периметру зубья 8 исходной заготовки 9. Способ осуществляется с помощью заявляемого устройства следующим образом. Жидкий металл через втулку 1 поступает в металлоприемник, где отдает часть тепла исходной зубчатой трубной заготовке 9, перемещаясь вместе с ней в направлении вытяжки. При этом на поверхности контакта жидкого металла с зубьями исходной трубной заготовки протекают диффузионные процессы, обеспечивающие соединение основного и плакирующего металлов в процессе кристаллизации последнего, Намораживание плакирующего слоя 7 осуществляется в зоне профилирующего устройства 3 между зубьями 4 и 8. Направляющие устройства 5 и 6 обеспечивают совпадение выступов на исходной заготовке С впадинами на профилирующем устройстве. Для уменьшения остаточных и рабочих изгибных напряжений в плакирующем слое у основания зуба диаметр окружности вершим зубьев исходной трубной заготовки d аз должен быть больше диаметра окружности впадин зубьев червячного колеса df. Диаметр окружности впадин зубьев заготовки d f3 назначают конструктивно для данного диаметра окружности вершин зубьев червячного колеса dа. Проведенные расчеты показывают, что расход цветного металла уменьшился по сравнению со способом [3] не менее, чем в 2 раза, в основном за счет уменьшения толщин плакирующего слоя, обусловленное снижение остаточных и рабочих изгибных напряжений в опасном сечении у основания зуба.
ДивитисяДодаткова інформація
Автори англійськоюBleskun Valerii Pylypovych
Автори російськоюБлескун Валерий Филиппович
МПК / Мітки
МПК: B22D 11/10
Мітки: лиття, коліс, спосіб, здійснення, безперервного, біметалевих, заготівок, пристрій, порожнистих, черв'ячних
Код посилання
<a href="https://ua.patents.su/3-22694-sposib-bezperervnogo-littya-porozhnistikh-bimetalevikh-zagotivok-chervyachnikh-kolis-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення</a>
Установка для виготовлення порожнистих біметалічних заготовок черв’ячних коліс
Номер патенту: 6661
Опубліковано: 29.12.1994
Автор: Блескун Валерій Пилипович
Мітки: порожнистих, біметаличних, черв'ячних, заготовок, коліс, установка, виготовлення
Формула / Реферат:
(56) 1. Установка для изготовления полых биметаллических заготовок червячных колес, содержащая охладительную трубку для намораживания металла и профилирующее устройство, выполненное в виде калиброванной втулки, отличающаяся тем, что она снабжена направляющей устройством в виде корпуса, в нижней части которого со стороны внутренней поверхности выполнены выступы, а профилирующее устройство выполнено с зубчатой внутренней поверхностью и...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Мельникова Вікторія Валер'янівна, Зеленський Віктор Михайлович, Гольдін Валерій Зінов'євич, Блескун Валерій Пилипович
МПК: B22D 11/00
Мітки: спосіб, пристрій, заготівки, безперервного, порожнистої, лиття, здійснення, біметалевої
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: безперервного, горизонтального, порожнистих, сплавів, заготовок, лиття, кольорових, пристрій, металів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: трубних, чавуну, лиття, вертикального, безперервного, заготівок, кулеподібним, пристрій, графітом
Формула / Реферат:
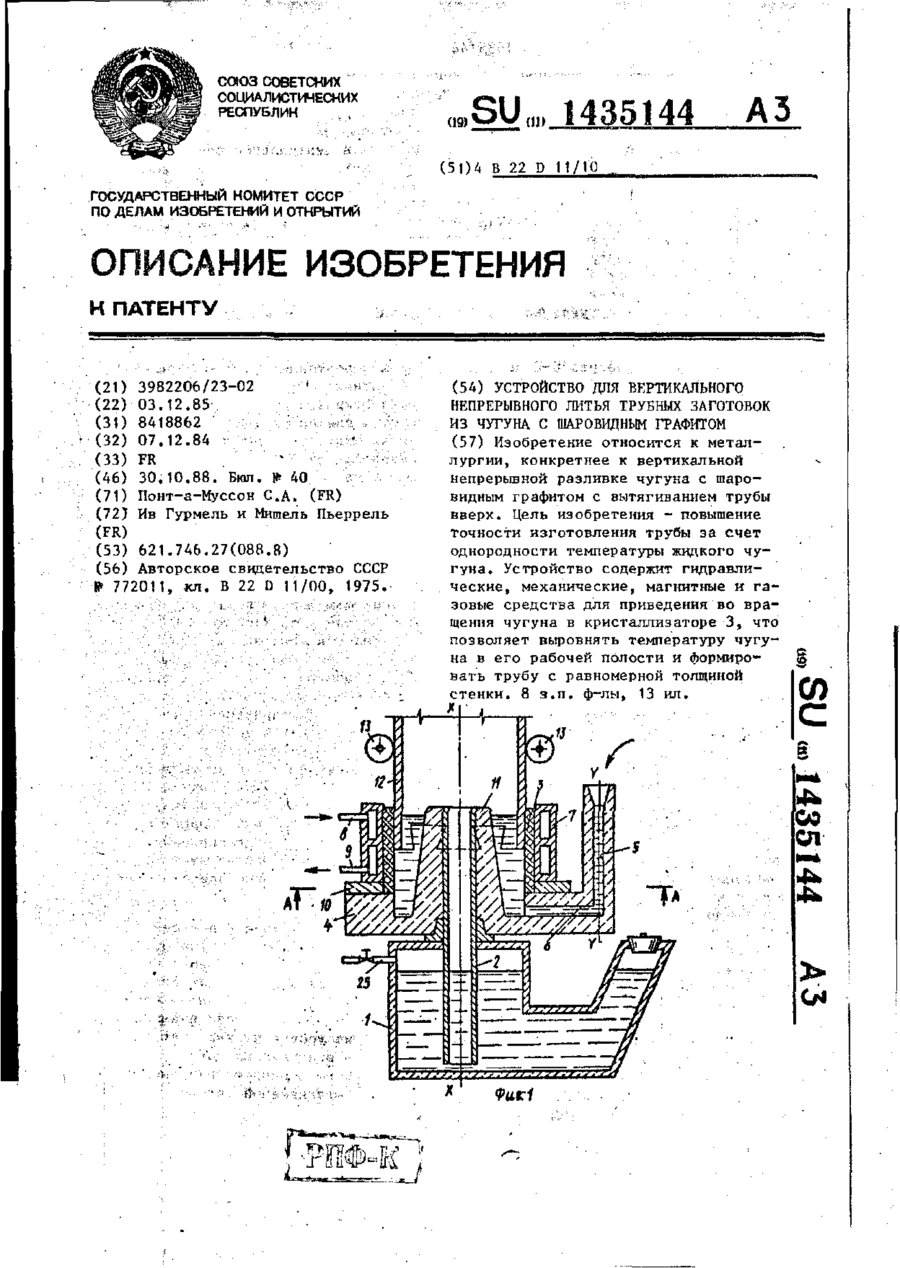
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, безперервного, устаткування, суцільних, заготовок, горизонтального, металів, кольорових, порожнистих, сплавів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Попередній патент: Спосіб прогнозування клінічного перебігу раку молочної залози
Наступний патент: Спосіб формування життєзабезпечуючого повітряного середовища, що поліпшує умови життєдіяльності біологічних об’єктів та система для його здійснення
Випадковий патент: Спосіб безперервного гарячого покривання металевої стрічки зануренням у рідкий метал та установка для його здійснення