Спосіб позапічноі обробки рідкоі сталі
Номер патенту: 23587
Опубліковано: 02.06.1998
Автори: Кисіленко Володимир Васильович, Буга Ілля Дмитрович, Оніщук Віталій Прохорович, Бузун Ігор Леонідович, Бать Юрій Ізраільович, Курдюков Анатолій Андрійович, Дюдкін Дмитро Олександрович, Носоченко Олег Васильович, Крутіков Василь Петрович, Ромодикін Сергій Дмитрович
Формула / Реферат
Спосіб позапічної обробки рідкої сталі, який включає випуск розплаву у ківш, присадку розкислювачів - алюмінію, матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, який відрізняється тим, що при вмістові [S] у металі перед обробкою < 0,010% швидкість введення у ківш матеріалів, що містять кальцій, складає 0,035-0,052 кг Са/т.хв., а при вмістові [S] у металі перед обробкою > 0.010% швидкість введення матеріалів, що містять кальцій складає 0,053-0,080 кг Са/т.хв., при цьому співвідношення між тривалістю продувки інертним газом після обробки та тривалістю введення матеріалів, що містять кальцій, складає у першому випадку {0,4 - 0,7): 1, а у другому випадку (0,8-1,0):1.
Текст
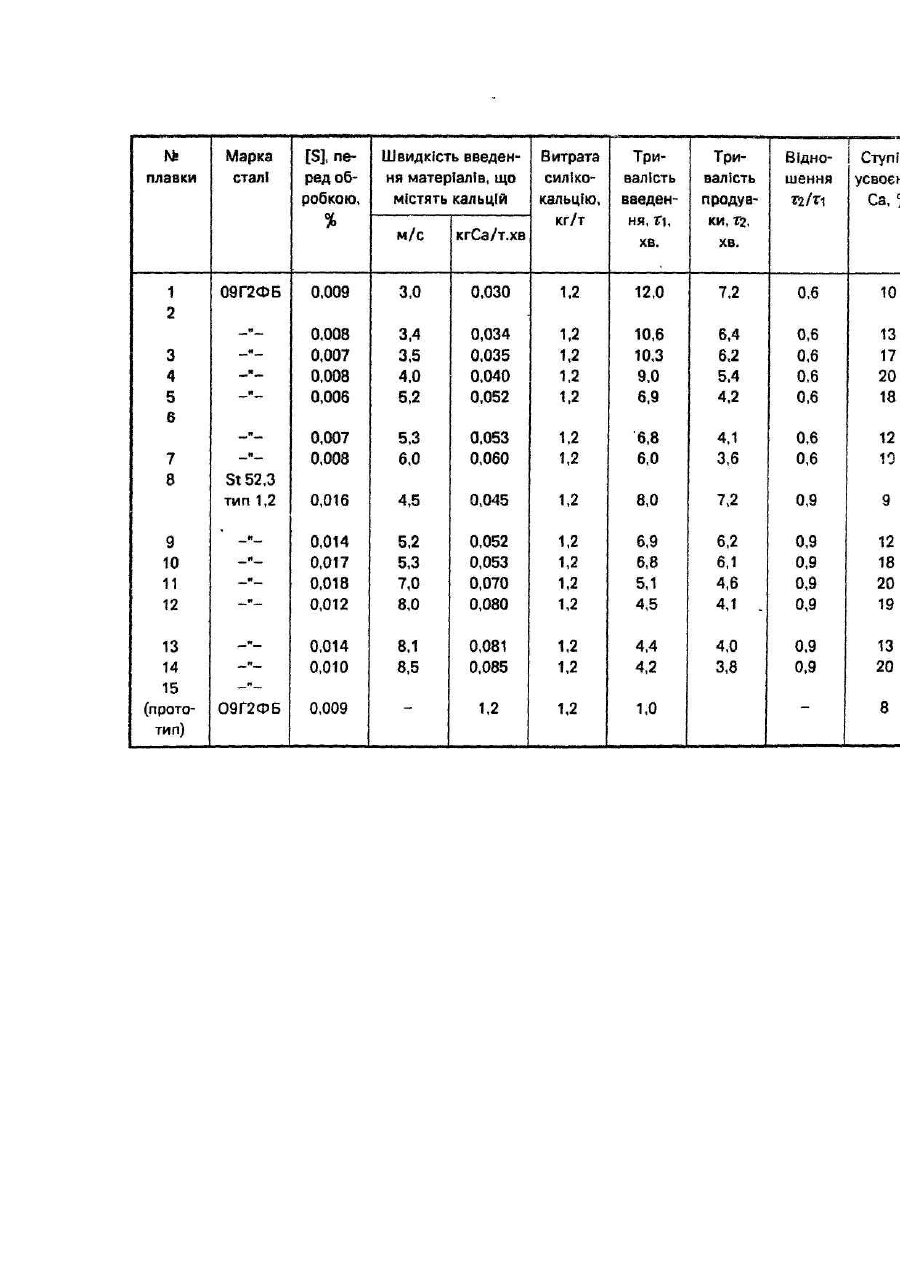
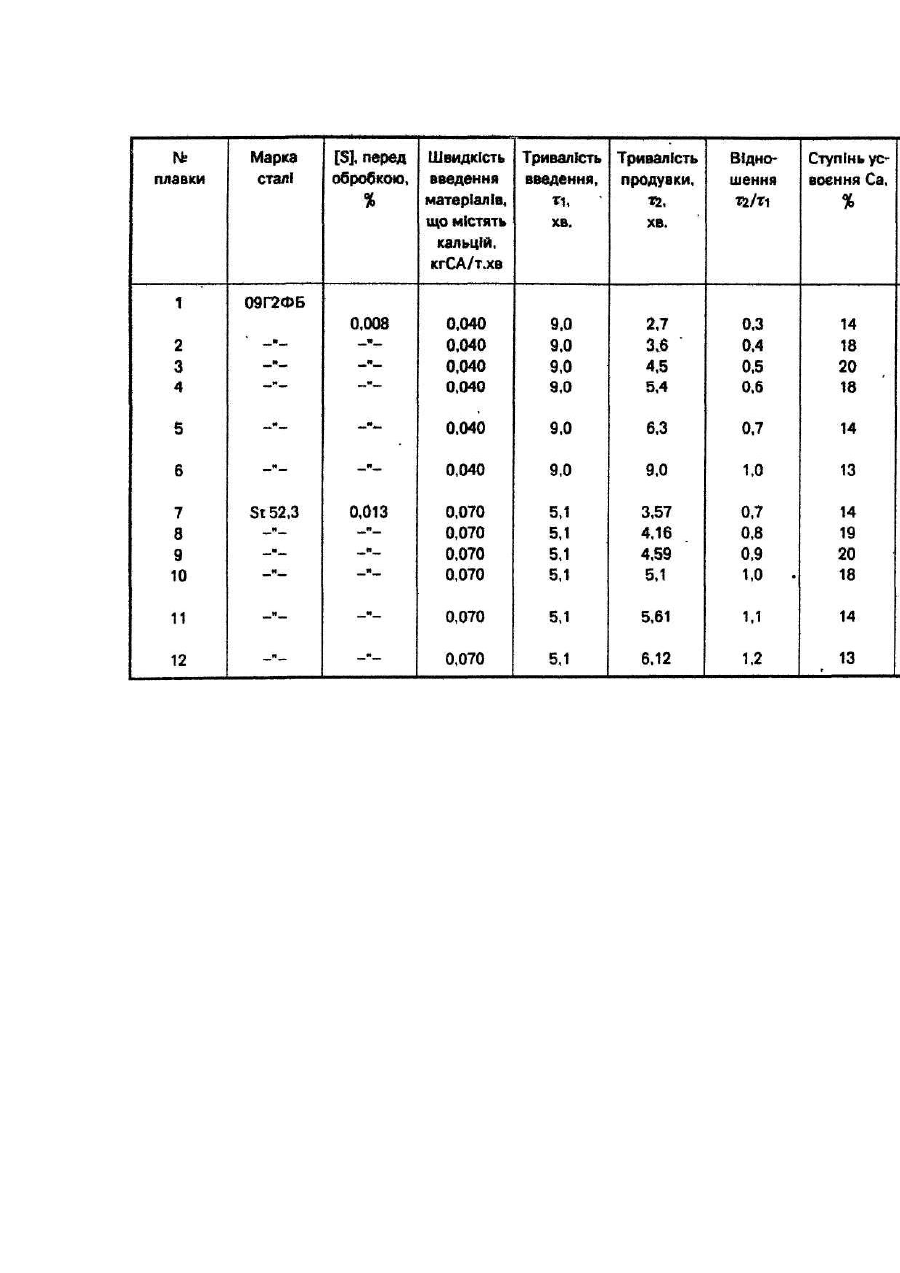
Винахід належить до металургії, зокрема - до позапічних способів обробки сталей у ковші порошкоподібними реагентами. Відомий спосіб позапічної обробки сталі, що включає випуск рідкого металу у ківш, розкислення та модифікування його у ковші алюмінієм та матеріали, що містять кальцій [Кудрик В.А. Металургія сталі. - М.: Металургія, 1981, с 161-162]. Недоліком даного способу є нерегламентована подача матеріалів, що містять кальцій, у ківш за одиницю часу, що приведе до підвищеного вигару кальцію і погіршення якості металу. Найбільш близьким за технічною суттю та досягненим результатом до передбачуваного є спосіб обробки сталі, що включає випуск розплаву у ківш, присадку розкислювачів - алюмінію та матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, причому алюміній присаджують за 0,5-3,0 хв. до початку продувки у кількості 0,1-1,0 кг/т сталі на кожну тисячну відсотка понад (1 х 10-3)% кисню, розчиненого у металі, і підтримують у процесі продувки вміст кисню (2-10)х10-3%присадками розкислювачів [Авт.св. СРСР № 1371980, кл. С 21 С 7/00, 1988]. Недоліком даного способу є те, що матеріали, які містять кальцій, вводяться нерегламентоване і тривалість продувки після обробки не співвідноситься з кількістю введеного кальцію, що не дозволяє модифікувати всі неметалеві вкраплення (в першу чергу - алюмінати) і приводить до погіршення якості металу при перевитраті кальцію. В основу винаходу поставлена задача удосконалити спосіб позапічної обробки рідкої сталі шляхом регламентації швидкості подачі матеріалів, що містять кальцій до сталерозливного ковша за одиницю часу в залежності від вмісту [S] та установлення тривалості продувки інертним газом в залежності від тривалості введення матеріалів, що містять кальцій та вмісту [S], що забезпечить поліпшення якості сталі, модифікування неметалевих вкраплень та підвищення ступеня усвоения кальцію. Суть винаходу полягає у тому, що в способі позапічної обробки рідкої сталі, який включає в себе випуск розплаву у ківш, присадку розкислювачів - алюмінію та матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, при вмістові [S] у металі перед обробкою 0,010% швидкість введення матеріалів, що містять кальцій, складає 0,0530-0,080 кг Са/т.хв., при цьому співвідношення між тривалістю продувки Інертним газом після обробки та тривалістю введення матеріалів, що містять кальцій складає у першому випадку (0,4-0,7): 1, а у другому випадку (0,8-1,0): 1. Загальними з прототипом істотними ознаками винаходу є: - присадка у ківш розкислювачів - алюмінію та матеріалів, що містять кальцій; - продувка металу інертним газом під шлаком. Відзначними від прототипу істотними ознаками є: - швидкість введення матеріалів, що містять кальцій у ківш складає 0,035-0,052 кг Са/т.хв. при вмістові [S] 0,010%; - тривалість продувки Інертним газом складає (0,4-0,7):1 тривалості введення матеріалів, що містять кальцій при [S] 0,010%. Між совокупністю істотних прикмет заявлюваного способу позапічної обробки та технічним результатом, якого буде досягнено, Існує причинно-наслідковий зв'язок. Так, тільки при зазначеній швидкості введення матеріалів, що містять кальцій, у сталерозливний ківш, досягається найвища здатність рідкої ванни усвоювати кальцій за одиницю часу. При цьому, при вмістові [S] у сталі < 0,010% кількість кальцію, що поступає у ванну за одиницю часу, повинна бути більшою, бо в цьому випадку значна частина кальцію, взаємодіючи з сірою, утворює сульфид кальцію, який, частково обволікаючи глиноземні вкраплення, перешкоджає їх глобуляризації. А співвідношення між тривалістю продувки інертним газом після обробки і тривалістю введення матеріалів, що містять кальцій у зазначених межах дозволить рівномірно розподілити кальцій, глобуляризувати неметалеві вкраплення по всьому об'єму металу та перевести значну ?х частину у шлак при мінімально необхідній кількості кальцію і все разом значно поліпшить якість металу. Загальна кількість матеріалів, що містять кальцій, присаджуваних у ківш, різна для кожної групи марок сталей і установлюється дослідним шляхом. Проведений аналіз показав, що заявлюваному винаходові властива новизна та винахідницький рівень і саме названа сукупність ознак забезпечує технічний результат - поліпшення якості сталі, модифікування неметалевих вкраплень та підвищення ступеня засвоєння кальцію. Слід відзначити, що введення необхідної кількості матеріалів, що містять кальцій з названою швидкістю можливе в основному при використанні порошкового дроту. У разі використання кускових або порошкоподібних матеріалів (вдування у струмені газу) важко витримати зазначені межі. Заявлений спосіб позапічної обробки використовується таким чином: У сталеплавильному агрегаті виплавляють сталь заданої марки і випускають у ківш, проводячи розкислення алюмінієм. Перед введенням матеріалів, що містять кальцій, повинен бути відомий вміст [S] у металі, В залежності від місця введення матеріалів, що містять кальцій, це може бути проба металу під час випуску, якщо не проводились інші технологічні операції, наприклад присадка ТШС з ціллю десульфурації, або спеціально відібрана проба після випуску сталі перед обробкою. При вмістові [S] у металі 0,010% матеріали, що містять кальцій, вводять у ківш з швидкістю 0,053-0,080 кг Са/т.хв., тому що у даному випадку значна частина кальцію втрачається на утворення CaS, який, частково обволікаючи глиноземні вкраплення, перешкоджає їх ло-буляризації. Після введення матеріалів що містять кальцій, виконують продувку металу інертним газом під шаром шлаку, причому при вмістові [S] 0,010% це співвідношення складає (0,8-1,0):1. Тривалість продувки у названих межах дозволяє рівномірно розподілити кальцій, глобулізувати неметалеві вкраплення по всьому об'єму металу та перевести значну їх частину в шлак. При вмістові [S] у металі > 0,010% вимагається трохи довше продувати оброблений матеріалами, що містять кальцій, рідкий метал, тому що у цьому випадку утворюється велика кількість неметалевих вкраплень і відповідно вимагається більше часу для того, щоб їх модифікувати і по можливості перевести в шлак. При швидкості введення матеріалів, що містять кальцій нижче 0,035 кг Са/т.хв. ([S] 0,010%) за одиницю часу кальцію буде надходити більше ніж необхідно, значна його частина буде витрачатись на утворення CaS, а той Са, що залишився, не може у повній мірі з модифікувати неметалеві вкраплення через те, що вони обволікаються плівкою CaS, що приводить до погіршення якості металу. При відношенні тривалості продувки до тривалості введення матеріалів, що містять кальцій меншій ніж 0,4 :1 ([S] < 0,010%) кальцій не буде рівномірно розподілятись по всьому об'єму металу і не всі неметалеві вкраплення будуть з модифіковані. При відношенні тривалості продувки до тривалості введення матеріалів, що містять кальцій більшій, ніж 0,7 : 1 ([S] 0,010%), неметалеві вкраплення не будуть модифіковані по всьому об'єму металу. При відношенні тривалості продувки до тривалості введення матеріалів, що містять кальцій більш, ніж 1,0 ([S] > 0,010%), значна частина неметалевих вкраплень, особливо CaS, буде нерівномірно розподілена і зосереджена в основному у верхніх шарах металу, що погіршить якість. Заявлюваний Спосіб позапічної і обробки рідкої сталі використовувався при розкислені та модифікуванні сталей 09Г2ФБ, St 52,3 у 350-тонному ковші на установці доводки металу. Спочатку виконували розкислення сталі алюмінієм у кількості і 1,5-2,0 кг АІ/т сталі, відбирали пробу та з'ясовували вміст [S], а потім за допомогою трайбапарата вводили необхідну кількість силікокальцію (СКЗО) у вигляді порошкового дроту 13 мм з потрібною швидкістю. Після введення порошкового дроту виконували продувку металу Інертним газом під шаром шлаку. Тривалість продувки визначали виходячи з тривалості введення матеріалів, що містять кальцій. Для дослідження макроструктури та якості поверхні металопрокату виконували масовий металографічний контроль в об'ємі ГОСТ та ТУ. У табл.1 представлені умови проведення досліджень і результати оцінки якості макроструктури та поверхні металопрокату. Відношення тривалості продувки інертним газом до тривалості введення матеріалів, що містять кальцій під час обробки сталі St 52,3, складало 0,9, а під час обробки сталі 09Г2ФБ-0,6. У табл.2 представлені результати оцінки якості макроструктури та поверхні металопродукції при різному співвідношенні 5 тривалості продувки до тривалості введення матеріалів, що містять кальцій. Швидкість введення порошкового дроту з SiCa при обробці сталі 09Г2ФБ - 0,040 кг Са/т.хв. Як видно з приведених даних, при використанні заявлюваного винаходу в порівнянні з прототипом значно зменшено брак по плені та розривині, Усі неметалеві вкраплення модифіковані. Ступінь усвоения кальцію набагато вища. З представлених у табл.1 та табл.2 даних видно, що максимальний позитивний ефект, що полягає у підвищенні якості сталі, модифікуванні неметалевих вкраплень та підвищенні ступеня усвоення кальцію досягається повною мірою тільки у випадку збігу усіх прикмет заявлюваного способу позапічної обробки рідкої сталі з оптимальними величинами, що є предметом винаходу.
ДивитисяДодаткова інформація
Автори англійськоюKurdiukov Anatolii Andriiovych, Buha Illia Dmytrovych, Krutykov Vasyl Petrovych, Nosochenko Oleh Vasyliovych, Diudkin Dmytro Oleksandrovych, Bat Yurii Izrailiovych, Kysilenko Volodymyr Vasyliovych, Onischuk Vitalii Prokhorovych, Buzun Ihor Leonidovych
Автори російськоюКурдюков Анатолий Андреевич, Буга Илья Дмитриевич, Крутиков Василий Петрович, Носоченко Олег Васильевич, Дюдкин Дмитрий Александрович, Бать Юрий Израилевич, Кисиленко Владимир Васильевич, Онищук Виталий Прохорович, Бузун Игорь Леонидович
МПК / Мітки
МПК: C21C 7/00
Мітки: рідкоі, обробки, спосіб, позапічноі, сталі
Код посилання
<a href="https://ua.patents.su/4-23587-sposib-pozapichnoi-obrobki-ridkoi-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічноі обробки рідкоі сталі</a>
Спосіб обробки рідкої сталі і пристрій для його здійснення
Номер патенту: 20453
Опубліковано: 15.07.1997
Автори: Андріів Борис Костянтинович, Поляков Володимир Федорович, Ботвинський Віктор Якович
МПК: B22D 1/00
Мітки: спосіб, рідкої, здійснення, сталі, пристрій, обробки
Формула / Реферат:
1. Способ обработки жидкой стали, включающий ее вакуумирование в герметичной емкости с последующим раскислением путем ввода в нее легко испаряющегося раскислителя, отличающийся тем, что по завершении вакуумирования в этой же емкости создают избыточное давление, а ввод раскислителя осуществляют под этим давлением. 2. Способ по п. 1, отличающийся тем, что величину избыточного давления устанавливают равным 3,0-23 атм.3....
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 16987
Опубліковано: 29.08.1997
Автори: Писаренко Федір Олексійович, Бать Сергій Юрійович, Оніщук Віталій Прохорович, Тітієвський Володимир Маркович, Кочевенко Іван Іванович, Дюдкін Дмитро Олександрович, Жабкін Віктор Петрович, Бать Юрій Ізрайлевич, Шевченко Юрій Тимофійович, Овчінніков Микола Олексійович
МПК: C21C 1/00
Мітки: спосіб, магнієм, позапічноі, чавуну, обробки
Формула / Реферат:
Способ внепечной обработки чутуна магнием, включающий подачу магния в виде порошковой проволоки, отличающийся тем, что измеряют глубину расплава и температуру чугуна, а проволоку вводят в расплав чугуна «,о скоростью, определяемой по зависимостиз __У./іг ^^ ^ц2 '(^1350) "'] 1 І^СV - скорость подачи проволоки, м/с, Н - глубина расплава, м, Т„ - температура чугуна, град. Цельсия, К — эмперический...
Спосіб позапічної обробки чавуна магнієм
Номер патенту: 6710
Опубліковано: 29.12.1994
Автори: Комалов Олександр Рафаілович, Остапчук Микола Петрович, Ботман Сергій Васильович, Бать Юрій Ізраілевич, Петько Анатолій Миколайович, Писаренко Федір Олексійович, Ворошилін Володимир Спиридонович, Тітієвський Володимир Маркович, Сінельніков Вячеслав Олександрович, Вяткін Юрій Федорович, Долженков Федір Єгорович, Налча Григорій Іванович, Савостянов Юрій Іванович, Курганов Віктор Олександрович, Овчінніков Микола Олексійович, Шевченко Юрій Тимофійович
МПК: C21C 1/00
Мітки: спосіб, обробки, позапічної, чавуна, магнієм
Формула / Реферат:
Способ внепечной обработки чугуна магнием, включающий подачу магния в виде порошковой проволоки, отличающийся тем, что проволоку вводят в расплав чугуна со скоростью 1,8-2,2 м/с и интенсивностью подачи магния 90-140 г/с.
Спосіб обробки сталі

Номер патенту: 7487
Опубліковано: 29.09.1995
Автори: Петров Анатолій Васильович, Арсент'єв Василь Олександрович, Сатін Анатолій Владіміровіч, Кадинцев Сергій Євгенович, Наконечний Анатолій Якович, Кологривова Лідія Миколаївна, Романенко Володимир Іванович, Мізін Владімір Грігорьєвіч, Зайцев Олександр Юрійович, Кучер Віктор Лукіч
МПК: C21C 5/28
Формула / Реферат:
(57) Способ выплавки стали в конвертере, включающий продувку металла кислородом сверху и снизу, скачивание окислительного шлака, наведение нового шлака путем добавки марганцевых материалов и извести, перемешивание металла и шлака продувкой нейтральным газом снизу и выпуск, отличающийся тем, что скачивание окислительного шлака проводят при температуре на 0,6-1,0% превышающей температуру выпуска, в качестве марганцевых материалов ис-пользуют...
Пристрій для вимірювання окисленності та температури рідкої сталі
Номер патенту: 2080
Опубліковано: 26.12.1994
Автори: Кущенко Олександр Іванович, Ігнатьєв Вадим Петрович, Гринберг Самуіл Єфімович, Казаков Олексій Олексійович, Дворядкін Борис Олександрович, Матвєєв Юрій Володимирович, Белан Олександр Антонович, Шостак Василь Олександрович
МПК: G01N 27/406
Мітки: пристрій, сталі, вимірювання, температури, рідкої, окисленності
Формула / Реферат:
1. Устройство для измерения окисленности и температуры жидкой стали, содержащее концентрационный по кислороду элемент, термоэлектрический преобразователь и вторичные приборы следящего уравновешивания, подключенные к указанным преобразователям по трехпроводной схеме с взаимной развязкой цепей, отличающееся тем, что, с целью уменьшения потерь информации и повышения надежности работы устройства, к выводам термоэлектрического...
Попередній патент: Композиція інгредієнтів для ароматизованого вина “букет криму”
Наступний патент: Фотополімерна емаль малинового кольору
Випадковий патент: Вентильний електродвигун