Спосіб позапічноі обробки рідкої сталі
Номер патенту: 23590
Опубліковано: 02.06.1998
Автори: Кисіленко Володимир Васильович, Тітієвський Володимир Маркович, Бузун Ігор Леонідович, Бать Юрій Ізраільович, Буга Ілля Дмитрович, Дюдкін Дмитро Олександрович, Курдюков Анатолій Андрійович, Булянда Олександр Олексійович
Формула / Реферат
Спосіб позапічної обробки рідкої сталі, що містить у собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару металу, який відрізняється тим, що швидкість введення дроту в ківш встановлюють за залежністю:
де Н - висота шару рідкої сталі, м
d - товщина оболонки, м;
Т - температура рідкої сталі, °С;
К - коефіцієнт, враховуючий зміну температури стальної оболонки в часі при введенні дроту в рідкий метал
К = 95-105град./м.с.
Текст
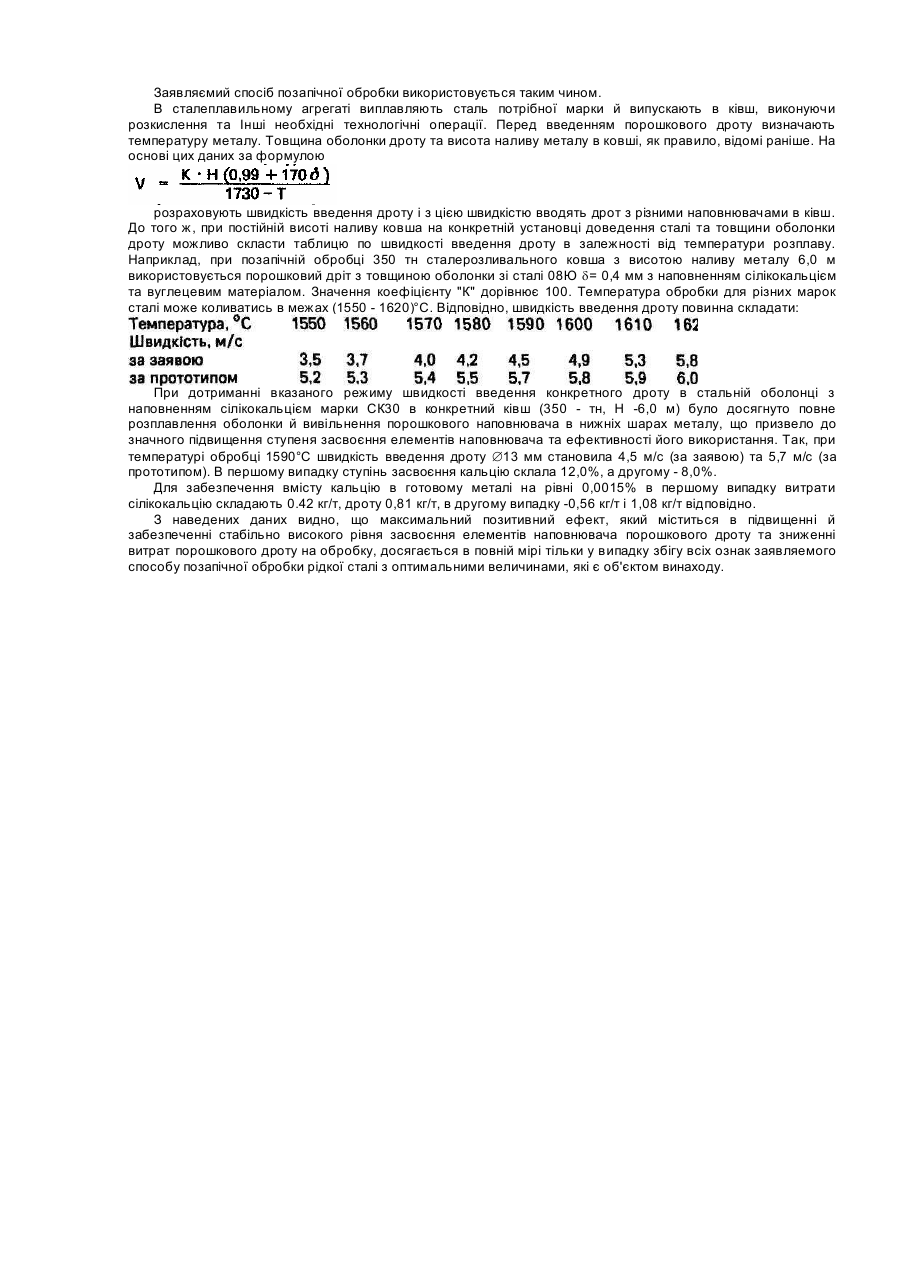
Винахід відноситься до чорної металургії, зокрема до позапічної обробки рідкої сталі в ковші порошковими реагентами. Відомо використання для позапічної обробки рідкої сталі порошкового дроту з різними наповнювачами (сілікокальцієм, вуглецевими матеріалами та Ін.). Швидкість введення порошкового дроту в ковш становить до 8,5 м/с [Труды третьего конгресса сталеплавильщиков (Москва 10-15 апреля 1995 г.), - М., 1996., с. 251-253]. Недоліком цього способу позапічної обробки є нерегламентований режим швидкості введення порошкового дроту в залежності від температури сталі, висоти ковша та товщини стальної оболонки, що призводить до нестабільного засвоєння елементів наповнювача. Відомо, що існує спосіб позапічної обробки сталі в ковші порошковим дротом, в котрому швидкість введення дроту в ковш встановлюють за залежністю: V=1,25K(T/1550)3H4/5, де К = (0,95 - 1,05) - емпіричний коефіцієнт, залежний від товщини оболонки дроту, Н -висота розплаву в ковші, м, Т - температура розплаву в ковші, °С. [Патент РФ № 2102500, кл. С 21 С 7/00, 1997]. Недоліком вказаного способу є те, що в наведеній формулі не враховано зміну температури стальної оболонки в часі при введені дроту в ківш, це призводить до того, що при різниці в температурах обробки рідкої сталі в 70°С(1620-1550°С) швидкість введення змінюється незначно (для ковша глибиною 6,0 м - 5,2 - 6,0 м/с). Але як вказує практика, при такому перепаді температур швидкість введення повинна змінюватись на величину порядку 2,5 м/с, інакше при низькій температурі (1550°С) та наведеній швидкості стальна оболонка буде розчинятися наверху рідкого металу, порошковий наповнювач буде вивільнятися на поверхні металу, значно погіршуючи ступінь засвоєння елементів та ефективність використання порошкового Дроту. В основу заявляемого винаходу поставлено завдання вдосконалити спосіб позапічної обробки рідкої сталі в ковші порошковим дротом в стальній оболонці шляхом встановлений швидкості введення дроту в залежності від температури і висти шару рідкої сталі, товщини стальної оболонки та коефіцієнту, враховуючого зміну температури оболонки в часі по мірі входження дроту в ківш з рідкою сталлю, що дозволить забезпечити стабільне вивільнення порошкового наповнювача дроту в глибині рідкого металу, значно підвищити ступінь засвоєння елементів наповнювача та знизити витрату дроту на обробку. Суть винаходу міститься в тому, що по способу позапічної обробки рідкої сталі, що містить в собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару рідкої сталі, швидкість введення дроту в ківш встановлюють за залежністю: де Н - висота шару рідкої сталі, м; d - товщина оболонки, м; Т - температура рідкої сталі, °С; К - коефіцієнт, враховуючий аміну температури стальної оболонки в часі при введенні дроту в рідкий метал К = (95 –105) град. /м.с. Значення коефіцієнта "К" визначено на основі розрахунків теплофізичних процесів взаємодії стальної оболонки з розплавом при різній його температурі та підтверджено в дослідно-промислових умовах. Величина коефіцієнту "К" змінюється в залежності від марки сталі дроту. Спільними з прототипом суттєвими ознаками заявляемого винаходу є такі: - введення порошкового дроту в рідку сталь - визначення перед введенням дроту температури та висоти шару рідкої сталі - швидкість введення порошкового дроту, встановлювана в залежності від температури та висоти слоя рідкої сталі, товщини стальної оболонки. Відмінними від прототипу суттєвими ознаками заявляемого винаходу є такі: - наявність в формулі коефіцієнту, враховуючого зміну температури оболонки в часі при введенні дроту в ковш і залежного від марки сталі оболонки. Наведені відмінні ознаки є необхідними й достатніми для всіх випадків, на котрі розповсюджується об'єм правового захисту винаходу. Між сукупністю суттєвих ознак заявляемого винаходу та досягаємим технічним результатом є причиннонаслідковий зв'язок. При занурюванні дроту в стальній оболонці, маючому температуру довкілля (навколишнього середовища), в рідку сталь та межі між дротом та розплавом, спостерігається великий температурний градієнт. Від розплаву різко віднімається тепло й на дроті конденсується шар сталі. Потім оболонка дроту і наповнювач прогрівається, намерзлий шар сталі та оболонка дроту розплавляються, а порошковий наповнювач переходить в розплав. Для отримання оптимальних результатів розплавлення оболонки та вивільнення наповнювача повинно проходити при руху дроту вниз безпосередньо біля днища ковша. Час розплавлення оболонки визначається її товщиною та зміною температури, пов'язаної з температурою розплаву. Місце вивільнення наповнювача після розплавлення оболонки визначається висотою розплаву і швидкістю введення дроту. Розрахункове співвідношенні цих параметрів в кожному конкретному випадку повинно забезпечувати досягнення накресленої мети. При низькій температурі розплаву й невідповідній завищеній швидкості введення, дріт досягає днища ковша, змінює свою траєкторію та рухається угору під впливом виштовхуючої сили. Вивільнення наповнювача відбувається запізно, біля поверхні рідкої ванни, знижується час взаємодії реагенту з розплавом та його засвоєння металом. При високій температурі розплаву й невідповідній низькій швидкості введення розплавлення оболонки відбувається раніше, при руху дроту в верхніх шарах рідкого металу, також не забезпечуючи оптимальний час взаємодії наповнювача-реагента з розплавом, і в одному і в другому випадках відхилень спостерігається неоднорідність складу металу по висоті ковша. Заявляємий спосіб позапічної обробки використовується таким чином. В сталеплавильному агрегаті виплавляють сталь потрібної марки й випускають в ківш, виконуючи розкислення та Інші необхідні технологічні операції. Перед введенням порошкового дроту визначають температуру металу. Товщина оболонки дроту та висота наливу металу в ковші, як правило, відомі раніше. На основі цих даних за формулою розраховують швидкість введення дроту і з цією швидкістю вводять дрот з різними наповнювачами в ківш. До того ж, при постійній висоті наливу ковша на конкретній установці доведення сталі та товщини оболонки дроту можливо скласти таблицю по швидкості введення дроту в залежності від температури розплаву. Наприклад, при позапічній обробці 350 тн сталерозливального ковша з висотою наливу металу 6,0 м використовується порошковий дріт з товщиною оболонки зі сталі 08Ю d= 0,4 мм з наповненням сілікокальцієм та вуглецевим матеріалом. Значення коефіцієнту "К" дорівнює 100. Температура обробки для різних марок сталі може коливатись в межах (1550 - 1620)°С. Відповідно, швидкість введення дроту повинна складати: При дотриманні вказаного режиму швидкості введення конкретного дроту в стальній оболонці з наповненням сілікокальцієм марки СК30 в конкретний ківш (350 - тн, Н -6,0 м) було досягнуто повне розплавлення оболонки й вивільнення порошкового наповнювача в нижніх шарах металу, що призвело до значного підвищення ступеня засвоєння елементів наповнювача та ефективності його використання. Так, при температурі обробці 1590°С швидкість введення дроту Æ13 мм становила 4,5 м/с (за заявою) та 5,7 м/с (за прототипом). В першому випадку ступінь засвоєння кальцію склала 12,0%, а другому - 8,0%. Для забезпечення вмісту кальцію в готовому металі на рівні 0,0015% в першому випадку витрати сілікокальцію складають 0.42 кг/т, дроту 0,81 кг/т, в другому випадку -0,56 кг/т і 1,08 кг/т відповідно. З наведених даних видно, що максимальний позитивний ефект, який міститься в підвищенні й забезпеченні стабільно високого рівня засвоєння елементів наповнювача порошкового дроту та зниженні витрат порошкового дроту на обробку, досягається в повній мірі тільки у випадку збігу всіх ознак заявляемого способу позапічної обробки рідкої сталі з оптимальними величинами, які є об'єктом винаходу.
ДивитисяДодаткова інформація
Автори англійськоюBulianda Oleksandr Oleksiiovych, Kurdiukov Anatolii Andriiovych, Diudkin Dmytro Oleksandrovych, Bat Yurii Izrailiovych, Titiievskyi Volodymyr Markovych, Kysilenko Volodymyr Vasyliovych, Buha Illia Dmytrovych, Buzun Ihor Leonidovych
Автори російськоюБулянда Александр Алексеевич, Курдюков Анатолий Андреевич, Дюдкин Дмитрий Александрович, Бать Юрий Израилевич, Титиевский Владимир Маркович, Кисиленко Владимир Васильевич, Буга Илья Дмитриевич, Бузун Игорь Леонидович
МПК / Мітки
МПК: C21C 7/00
Мітки: позапічноі, спосіб, сталі, обробки, рідкої
Код посилання
<a href="https://ua.patents.su/2-23590-sposib-pozapichnoi-obrobki-ridko-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічноі обробки рідкої сталі</a>
Спосіб позапічноі обробки рідкоі сталі
Номер патенту: 23587
Опубліковано: 02.06.1998
Автори: Оніщук Віталій Прохорович, Носоченко Олег Васильович, Буга Ілля Дмитрович, Курдюков Анатолій Андрійович, Дюдкін Дмитро Олександрович, Крутіков Василь Петрович, Бать Юрій Ізраільович, Бузун Ігор Леонідович, Кисіленко Володимир Васильович, Ромодикін Сергій Дмитрович
МПК: C21C 7/00
Мітки: рідкоі, спосіб, обробки, позапічноі, сталі
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, який включає випуск розплаву у ківш, присадку розкислювачів - алюмінію, матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, який відрізняється тим, що при вмістові [S] у металі перед обробкою < 0,010% швидкість введення у ківш матеріалів, що містять кальцій, складає 0,035-0,052 кг Са/т.хв., а при вмістові [S] у металі перед обробкою > 0.010% швидкість введення...
Спосіб обробки рідкої сталі і пристрій для його здійснення
Номер патенту: 20453
Опубліковано: 15.07.1997
Автори: Ботвинський Віктор Якович, Поляков Володимир Федорович, Андріів Борис Костянтинович
МПК: B22D 1/00
Мітки: спосіб, здійснення, пристрій, рідкої, сталі, обробки
Формула / Реферат:
1. Способ обработки жидкой стали, включающий ее вакуумирование в герметичной емкости с последующим раскислением путем ввода в нее легко испаряющегося раскислителя, отличающийся тем, что по завершении вакуумирования в этой же емкости создают избыточное давление, а ввод раскислителя осуществляют под этим давлением. 2. Способ по п. 1, отличающийся тем, что величину избыточного давления устанавливают равным 3,0-23 атм.3....
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 16987
Опубліковано: 29.08.1997
Автори: Бать Сергій Юрійович, Дюдкін Дмитро Олександрович, Оніщук Віталій Прохорович, Жабкін Віктор Петрович, Кочевенко Іван Іванович, Овчінніков Микола Олексійович, Тітієвський Володимир Маркович, Шевченко Юрій Тимофійович, Бать Юрій Ізрайлевич, Писаренко Федір Олексійович
МПК: C21C 1/00
Мітки: обробки, чавуну, спосіб, магнієм, позапічноі
Формула / Реферат:
Способ внепечной обработки чутуна магнием, включающий подачу магния в виде порошковой проволоки, отличающийся тем, что измеряют глубину расплава и температуру чугуна, а проволоку вводят в расплав чугуна «,о скоростью, определяемой по зависимостиз __У./іг ^^ ^ц2 '(^1350) "'] 1 І^СV - скорость подачи проволоки, м/с, Н - глубина расплава, м, Т„ - температура чугуна, град. Цельсия, К — эмперический...
Пристрій для вимірювання окисленності та температури рідкої сталі
Номер патенту: 2080
Опубліковано: 26.12.1994
Автори: Шостак Василь Олександрович, Матвєєв Юрій Володимирович, Белан Олександр Антонович, Ігнатьєв Вадим Петрович, Гринберг Самуіл Єфімович, Дворядкін Борис Олександрович, Кущенко Олександр Іванович, Казаков Олексій Олексійович
МПК: G01N 27/406
Мітки: сталі, пристрій, температури, рідкої, вимірювання, окисленності
Формула / Реферат:
1. Устройство для измерения окисленности и температуры жидкой стали, содержащее концентрационный по кислороду элемент, термоэлектрический преобразователь и вторичные приборы следящего уравновешивания, подключенные к указанным преобразователям по трехпроводной схеме с взаимной развязкой цепей, отличающееся тем, что, с целью уменьшения потерь информации и повышения надежности работы устройства, к выводам термоэлектрического...
Лінія отримання ізолюючої суміші для рідкої сталі
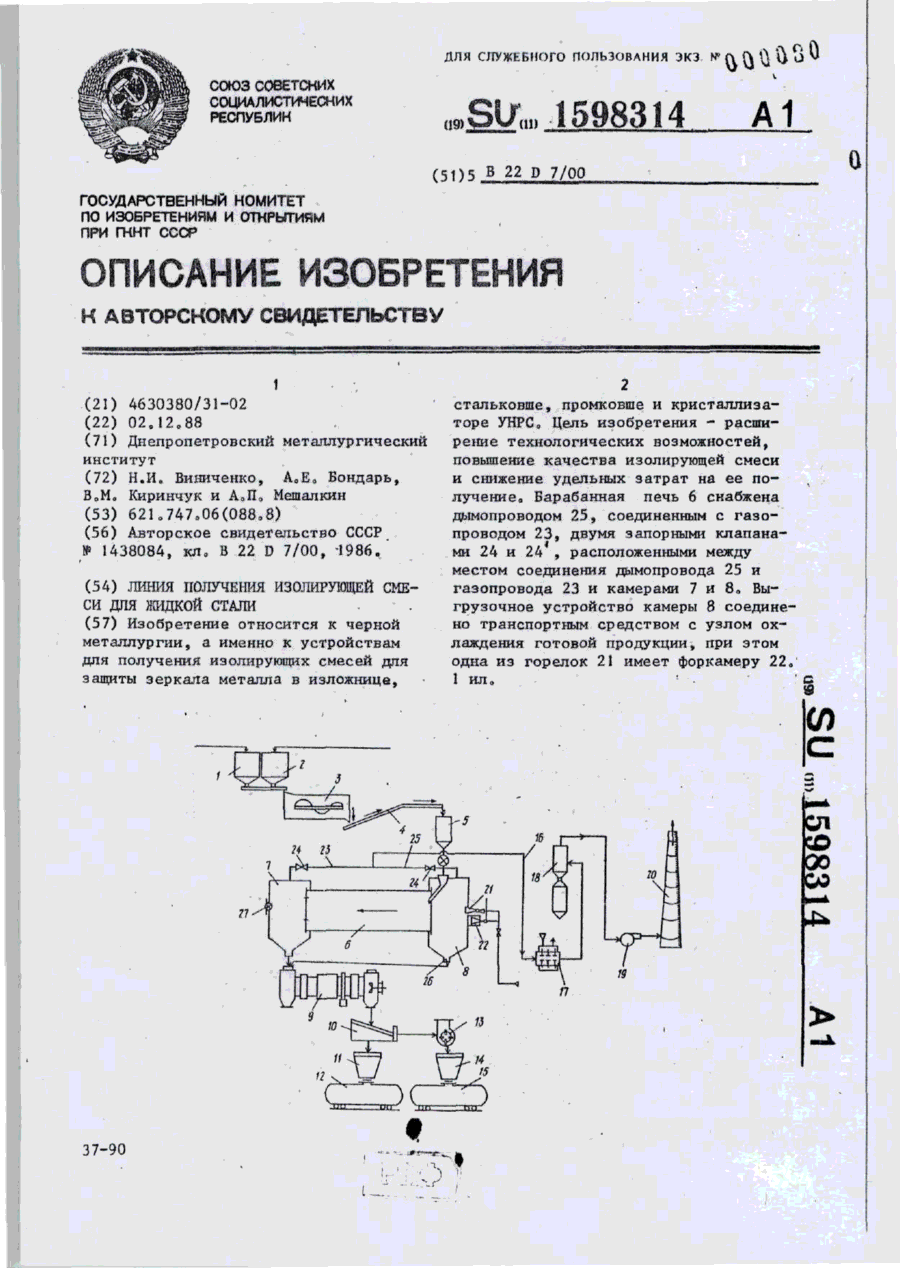
Номер патенту: 226
Опубліковано: 30.04.1993
Автори: Мішалкін Анатолій Павлович, Кірінчук Віталій Михайлович, Бондар Анатолій Іванович, Вініченко Микола Іванович
МПК: B22D 7/00
Мітки: отримання, суміші, сталі, ізолюючої, лінія, рідкої
Формула / Реферат:
Линия получения изолирующей смеси для жидкой стали, содержащая приемные бункеры сырьевых материалов, смеситель, конвейер, расходный бункер с питателем, барабанную печь с приводом вращения горелкой, загрузочной и разгрузочной камерами и камерой дожигания отходящих газов, а также газопровода ми от разгрузочной камеры, узел охлаждения готовой смеси, бункеры готовой смеси и узел газо- и пылеочистки, отличающаяся тем, что, с целью расширения...
Попередній патент: Спосіб одержання сапоніну з відходів бурякоцукрового виробництва
Наступний патент: Спосіб реабілітації дітей, хворих гострою пневмонією
Випадковий патент: Дюбель для термоізоляції bfmpro