Спосіб вироблення трубок для покриття валиків зволожувального апарата офсетних друкарських машин
Номер патенту: 59053
Опубліковано: 15.08.2003
Автори: Новицька Наталія Володимирівна, Жарік Жанна Ігорівна, Крикливий Віктор Миколайович, Рокша Світлана Дмитрівна, Яворський Володимир Юрійович
Формула / Реферат
Спосіб вироблення трубок для покриття валиків зволожувального апарата офсетних друкарських машин, при якому на круглов'язальній машині малого діаметра в'яжуть плюшевий рукав, нерозрізний петельний ворс якого складається переважно з бавовняної пряжі, а у грунті використовують синтетичні усадочні нитки, наприклад поліамідні нитки "еластик", після в'язання рукав відварюють, вибілюють, промивають, віджимають та висушують, який відрізняється тим, що в'язаний рукав відварюють у розчині універсального мийного засобу з концентрацією (1,8-2,5) г/л, в якому масова частка поверхнево-активних речовин складає не менше ніж 14%, поступово за 20 хвил. підвищуючи температуру від 40°С до 70°С, потім при температурі 70°С - 60 хвил., після чого його вибілюють у розчині, що містить універсальний мийний засіб у концентрації (2,0-2,8) г/л, перекис водню - (2,2-3,0) мл/л, соду кальциновану - (0,55-0,75) г/л, оптичний вибілювач - (0,06-0,09) г/л спочатку при температурі 85°С-90°С протягом 60 хвилин, потім при температурі 90°С-95°С - 30 хвилин, нарешті промивають у проточній воді, поступово знижуючи її температуру: 60°С - 20 хвилин, 50°С - 15 хвилин, 40°С - до усунення залишків лугу.
Текст
Спосіб вироблення трубок для покриття валиків зволожувального апарата офсетних друкарських машин, при якому на круглов'язальній машині малого діаметра в'яжуть плюшевий рукав, нерозрізний петельний ворс якого складається переважно з бавовняної пряжі, а у грунті використовують синтетичні усадочні нитки, наприклад поліамідні нитки еластик , після вязання рукав відварюють, вибілюють, промивають, віджимають та висушують, який відрізняється тим, що в'язаний рукав відварюють у розчині універсального мийного засобу з концентрацією (1,8-2,5)г/л, в якому масова частка поверхнево-активних речовин складає не менше ніж 14%, поступово за 20хвил підвищуючи температуру від 40°С до 70°С, потім при температурі 70°С - бОхвил , після чого його вибілюють у розчині, що містить універсальний мийний засіб у концентрації (2,0-2,8)г/л, перекис водню - (2,23,0)мл/л, соду кальциновану - (0,55-0,75)г/л, оптичний вибілювач - (0,06-0,09)г/л спочатку при температурі 85°С-90°С протягом 60 хвилин, потім при температурі 90°С-95°С - ЗО хвилин, нарешті промивають у проточній воді, поступово знижуючи и температуру 60°С - 20 хвилин, 50°С - 15 хвилин, 40°С - до усунення залишків лугу Винахід відноситься до трикотажного виробництва і стосується способів вироблення в'язаних плюшевих трубок малого діаметра, які використовуються як чохли для покриття валиків зволожувального апарата офсетних друкарських машин, а більш конкретно, - до способів обробки цих трубок із застосуванням процесів вибілювання за використанням сполук, що виділяють кисень Офсетні друкарські машини мають зволожувальний аппарат, одною з головних складових частин якого є зволожувальні валикі, що мають вологоємне текстильне покриття В сучасних офсетних машинах для покриття зволожувальних валиків, як найбільш придатні, застосовуються трубчасті в'язані чохли, вироблені плюшевим переплетенням Від ЯКОСТІ покриття зволожувальних валиків - в'язаних чохлів - значною мірою залежить якість друку, тому до якості чохлів ставлять ряд жорстких вимог По-перше, вони повинні бути безшовними По-друге, чохол повинен достатньо щільно облягати зволожувальний валик По-третє, поверхня чохлів не повинна мати сторонніх включень та повинна мати ступінь білості не менш ніж 80% По-четверте, чохол повинен мати оптимальну вологоємність та, що особливо важливо, оптимальну капілярність, яка повинна бути не менш ніж 80мм (згідно З ГОСТ 3816-81, це висота підняття води по капілярах зануреної в неї проби) Перші дві вимоги можна задовольнити належним вибором структури в'язаного чохла, яка відома з заявки № 2002108047/К від 09 10 2002р Згідно З ЦІЄЮ заявкою на круглій в'язальній машині малого діаметра в'яжуть плюшеву трубку, використовуючи для створення нерозрізного петельного (плюшевого) ворсу різноусадочні нитки, при чому як малоусадочну та гігроскопічну використано бавовняну пряжу, а як усадочні - синтетичні нитки різної природи Трикотажні чохли за заявкою № 2002108047/К мають пружний нерозрізний петельний (плюшевий) ворс з різновисокими плюшевими петлями загальною висотою 2-Змм та ширини, які відповідають діаметрам зволожувальних валиків сучасних офсетних друкарських машин Останні дві вимоги можна задовольнити, якщо належним чином проводити обробку трубчастого плюшевого чохла після в'язання Під час в'язання СО Ю О о> ю 59053 плюшева трубка виробляється так, що її ворсова поверхня (яка є робочою для зволожувального валика) знаходиться в середині При побудові процесу обробки трубчастого плюшевого чохла треба зважати на цю суттєву особливість У трикотажному виробництві застосовуються широко ВІДОМІ способи вибілювання звичайних в'язаних полотен і виробів (див , наприклад Вальтер Бернард, Практика беления и крашения текстильных материалов, М Легкая индустрия, 1971 -crop 167, Абрамов С А , Гусев В И Технология отделки трикотажных изделий, М Легкая индустрия, - 1973 - crop 86, Типовой технологический режим производства трикотажного полотна и купонов на кругловязальных машинах (вязание и отделка), М ЦНИИТЭИлегпром, - 1981 - стор 38 40), які складаються з наступних технологічних операцій відварювання, вибілювання, промивки, віджимання та сушіння У відомих способах обробки звичайних трикотажних полотен та виробів відварювання здійснюють у лужному розчині з додаванням соди кальцинованої у концентрації (0,5-1,0)г/л і змочувача (0,5-1,0)г/л, поступово за ЗОхвил підвищуючи температуру розчину від 40°С до 98°С, потім ЗОхвил при температурі 98°С Після відварювання здійснюють промивку при температурі 50°С Вибілювання відомим способом здійснюють у розчині, у який додають змочувач (у якому поверхнево-активні речовини складають 1%-6%) у концентрації (0,5-1,0)г/л, метасилікат - 2,0%-4,0%, перекис водню - 8,0%-10,0%, їдкий натр - 1,5%2,0%, оптичний вибілювач - 0,04%-0,2% Температуру розчину поступово за 15хвил підвищують від 50°С до 90°С, і при температурі 90°С-95°С вибілюють протягом 60-120хвил За вибілюванням здійснюється промивка до усунення залишків лугу на протязі 40-50хвил з поступовим розхолодженням води Проте описаний відомий типовий процес обробки не забезпечує необхідної якості плюшевих чохлів зволожувальних валиків По-перше, відварювання за відомим технологічним режимом з використанням тільки слаболужного розчину не забезпечує необхідне очищення робочої (ворсової) поверхні чохла від супутників целюлозних волокон та авіважних препаратів, які завжди присутні на сировині, що використовується для в'язання чохлів Це призводить до зниження показника капілярності і, як наслідок, якості друку По-друге, відомий технологічний режим дозволяє досягти ступеня білості не більш ніж 60%, що значно менше вимог друкарів та показників імпортних зразків По-третє, склад розчину для вибілювання такий, що дозволяє досягти показника капілярності лише (10-20)мм Це у 4 - 8 разів менше за те, що потрібно для ефективної роботи звожувального аппарата сучасних офсетних машин По-четверте, температурно-часовий режим відомого способу не дозволяє ефективно регулювати усадку за шириною плюшевої трубки, щоб забезпечити необхідний її діаметр для щільного обтягування зволожувального валика офсетної машини Це пояснюється тим, що відомий типовий ре жим обробки призначається для обробки порівняно тонких полотен, у той час як товщина подвоєного безшовного чохла не менш ніж у 5 разів, а ЩІЛЬНІСТЬ петельної структури не менш ніж у 2 рази вища за ті ж показники звичайного полотна Із вищевикладеного випливає винахідницька задача створити такий спосіб обробки трубок для покриття валиків зволожувального апарата офсетних друкарських машин, який усував би перелічені недоліки та надавав би можливості забезпечіти показник капілярності не менш ніж 80мм, ступінь білості не менш ніж 80%, ефективне очищення ворсової (робочої) поверхні від різноманітних домішок, необхідну усадку чохла за шириною для щільного покриття зволожувального валика Поставлена задача вирішується тим, що у способі вироблення трубок для покриття валиків зволожувального апарата офсетних друкарських машин, при якому на круглов'язальній машині малого діаметра в'яжуть плюшевий рукав, нерозрізний петельний ворс якого складається переважно з бавовняної пряжі, а у ґрунті використовують синтетичні усадочні нитки, наприклад, поліамідні нитки "еластик", після в'язання рукав відварюють, вибілюють, промивають, віджимають та висушують, в'язаний рукав відварюють у розчині універсального миючого засобу з концентрацією (1,8-2,5)г/л, в якому масова частка поверхнево-активних речовин складає не менш ніж 14%, поступово за 20хвил підвищюючи температуру від 40°С до 70°С, потім при температурі 70°С - бОхвил , після чого його вибілюють у розчині, що містить універсальний миючий засіб у концентрації (2,0-2,8)г/л, перекис водню - (2,2-3,0)мл/л, соду кальциновану (0,55-0,75)г/л, оптичний вибілювач - (0,06-0,09)г/л спочатку при температурі 85°С-90°С протягом 60 хвилин, потім при температурі 90°С-95°С ЗОхвилин, нарешті промивають у проточній воді, поступово знижуючи и температуру 60°С - 20 хвилин, 50°С -15 хвилин, 40°С - до усунення залишків лугу Наявність в обробних розчинах пропонованого способу поверхнево-активних речовин у достатній КІЛЬКОСТІ забезпечує ефективне очищення ворсової (робочої) поверхні від сторонніх домішок і авіважних препаратів, що позитивно відзначається на капілярності Підвищення капілярності сприяє більш інтенсивному проникненню обробного розчина в структуру оброблюваного чохла, а температурно-часовий режим його обробки сприяє ефективній дії вибілюючих агентів, що забезпечує отримання необхідного ступеня білості Суттєве значення має режим промивки, бо за вимогами високої якості друку чохли у готовому вигляді не повинні мати лужної реакції Таким чином, ознаки пропонованого способу, що його відрізняють, вирішують поставлену винахідницьку задачу отримання чохлів для зволожувальних валиків високої якості Більш детально пропонований спосіб розглянемо на конкретному прикладі Чохли для зволожувальних валиків вироблено на круглов'язальних машинах 7-14 класу із застосуванням бавовняної пряжі, як неусадочної гігроскопічної нитки, сумарною ЛІНІЙНОЮ густиною від ЗО до 150 текс та синте 59053 тичної поліамідної комплексної текстурованої нитки "еластик" 5 текс х 2, як усадочної нитки Після зняття з в'язальної машини ЩІЛЬНІСТЬ трикотажу становить 45-50 петельних стовпчиків на 100мм для чохлів, вироблених на машинах 7-9 класу, та 65-70 петельних стовпчиків на 100мм для чохлів, вироблених на машинах 12-14 класу Поверхнева густина чохлів складає (850-1650)г/м Подальшу обробку чохлів здійснюють у джгутовій барці, безперервно переміщуючи їх у ванні, яку заповнюють обробними розчинами Відварювання провадять у розчині універсального миючого засобу (виробництва, наприклад, заводу "Вшницяпобутхім"), в якому масова частка поверхнево-активних речовин складає не менш ніж 14%, силікату натрію не менш ніж 5%, фосфорнокислих солей не менш ніж 13% Концентрацію цього засобу у ванні підтримують на рівні 2,0г/л Під час відварювання температуру ванни поступово за 20хвил підвищують від 40°С до 70°С, і відварюють при температурі 70°С протягом бОхвил Далі розчин зливають, і ванну барки заповнюють водою з температурою 60°С Вибілювання здійснюють у розчині, концентрація речовин у якому складає універсального миючого засобу (склад якого викладено вище) 2,5г/л, соди кальцинованої - 0,6г/л, перекису вод Комп'ютерна верстка С Волобуева ню - 2,7мл/л, оптичного вибілювача - 0,08г/л Продовж бОхвил вибілювання провадять при температурі 85°С-90°С, потім ЗОхвил при температурі 90°С-95°С Відпрацьований розчин зливають і переходять до промивки Промивку здійснюють у проточній воді, поступово знижуючи и температуру При температурі 60°С промивають протягом 20хвил , 50°С-15хвил , 40°С - не менш як 15хвил до усунення залишків лугу Оброблені чохли віджимають у центрифузі протягом 5хвил до остатньої вологості не більш ніж 35%, та висушують у сушільній камері при температурі 90°С протягом 180хвил Оброблена за таким режимом плюшева трубка має показник капілярності 80мм, ступінь білості 80% , остатбчну ЩІЛЬНІСТЬ трикотажу за горизонталлю - 76-110 петельних стовпчиків на 100мм, задану ширину, яка відповідає діаметру зволожувального валика Таким чином, пропонований спосіб дає можливість виробити ВИСОКОЯКІСНІ трубки для покриття валиків зволожувального апарата офсетних машин, які відповідають усім вимогам поліграфічної промисловості, що обумовлені технічними умовами ТУ У 00302385 009-98 "Трубка трикотажна для поліграфічної промисловості" Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing pipes to cover the rollers of wetting apparatus of offset machines
Автори англійськоюKryklyvyi Viktor Mykolaiovych, Yavorskyi Volodymyr Yuriiovych
Назва патенту російськоюСпособ изготовления трубок для покрытия валиков увлажняющего аппарата офсетных печатных машин
Автори російськоюКрикливый Виктор Николаевич, Яворский Владимир Юрьевич
МПК / Мітки
МПК: D06L 3/00
Мітки: машин, вироблення, друкарських, покриття, трубок, апарата, валиків, офсетних, зволожувального, спосіб
Код посилання
<a href="https://ua.patents.su/3-59053-sposib-viroblennya-trubok-dlya-pokrittya-valikiv-zvolozhuvalnogo-aparata-ofsetnikh-drukarskikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб вироблення трубок для покриття валиків зволожувального апарата офсетних друкарських машин</a>
Пристрій для рубки паперового полотна фальцювального апарата рулонних ротаційних друкарських машин
Номер патенту: 4286
Опубліковано: 27.12.1994
Автори: Головко Ігор Васильович, Рак Юрій Павлович, Чехман Ярослав Іванович, Дідич Володимир Петрович
МПК: B41F 13/54
Мітки: полотна, апарата, ротаційних, фальцювального, рубки, друкарських, пристрій, машин, паперового, рулонних
Формула / Реферат:
Устройство для рубки бумажного полотна фальцевального аппарата рулонных ротационных печатных машин, включающее установленный в обойме на фальцевальном цилиндре марзан и укрепленные в пазу рубящего цилиндра две закрепленные на металлических подставках упругие планки и расположенный между планками и подставками пилообразный нож, отличающееся тем, что, с целью повышения надежности устройства и увеличения срока его службы, марзан имеет в...
Спосіб виготовлення офсетних друкарських форм прямим фотографуванням оригіналів
Номер патенту: 24707
Опубліковано: 30.10.1998
Автори: Дудяк Василь Олексійович, Ференц Мирон Іванович, Гунько Степан Миколайович
Мітки: форм, виготовлення, офсетних, прямим, спосіб, оригіналів, фотографуванням, друкарських
Формула / Реферат:
Спосіб виготовлення офсетних друкарських форм прямим фотографуванням оригіналів, який полягає в прямому фотографуванні оригіналів на галогеносрібний світлочутливий матеріал з подальшою його хімічно-фотографічною обробкою і одержанням позитивного зображення, які розчиняють з желатиною, одержуючи при цьому друкувальні елементи на олеофільній основі, який відрізняється тим, що гідрофільності пробільних елементів на ділянках желатинового шару...
Склад для зволожування офсетних друкарських форм
Номер патенту: 23562
Опубліковано: 02.06.1998
Автори: Вольф Клаус, Онищенко Тетяна Іванівна, Трауцеддел Райнер, Березницький Георгій Константинович, Маслюк Анатолій Федорович, Гуменюк Зоряна Михайлівна
МПК: B41N 3/00
Мітки: зволожування, склад, офсетних, форм, друкарських
Формула / Реферат:
1. Состав для увлажнения офсетных печатных форм, включающий полимер и воду, отличающийся тем, что в качестве полимера используют катионсодержащий олигоуретан следующей формулыи дополнительно содержит органический растворитель при следующем соотношении компонентов, мас.%:Катионсодержащий олигоуретан 0,02-0,06Органический растворитель 1,0-2,0Вода Остальное2. Состав для...
Спосіб закріплення полімерних трубок у трубній решітці тепломасообмінного апарата
Номер патенту: 58187
Опубліковано: 15.07.2003
Автор: Мікульонок Ігор Олегович
МПК: F28F 9/04, B01D 63/06, F28D 7/00, F28F 21/00, F28D 3/00
Мітки: тепломасообмінного, полімерних, трубний, решітці, трубок, спосіб, закріплення, апарата
Формула / Реферат:
Спосіб закріплення полімерних трубок у трубній решітці тепломасообмінного апарата шляхом розміщення кінців трубок в отворах трубної решітки, введення в кожний з кінців трубок металевої втулки і розвальцювання останньої, який відрізняється тим, що кожний отвір трубної решітки виконують щонайменше з однією кільцевою канавкою, а розвальцювання відповідної металевої втулки здійснюють з утворенням у місці розташування зазначених кільцевих канавок...
Формний цилінд для гравюрних стереотипів рольних друкарських машин
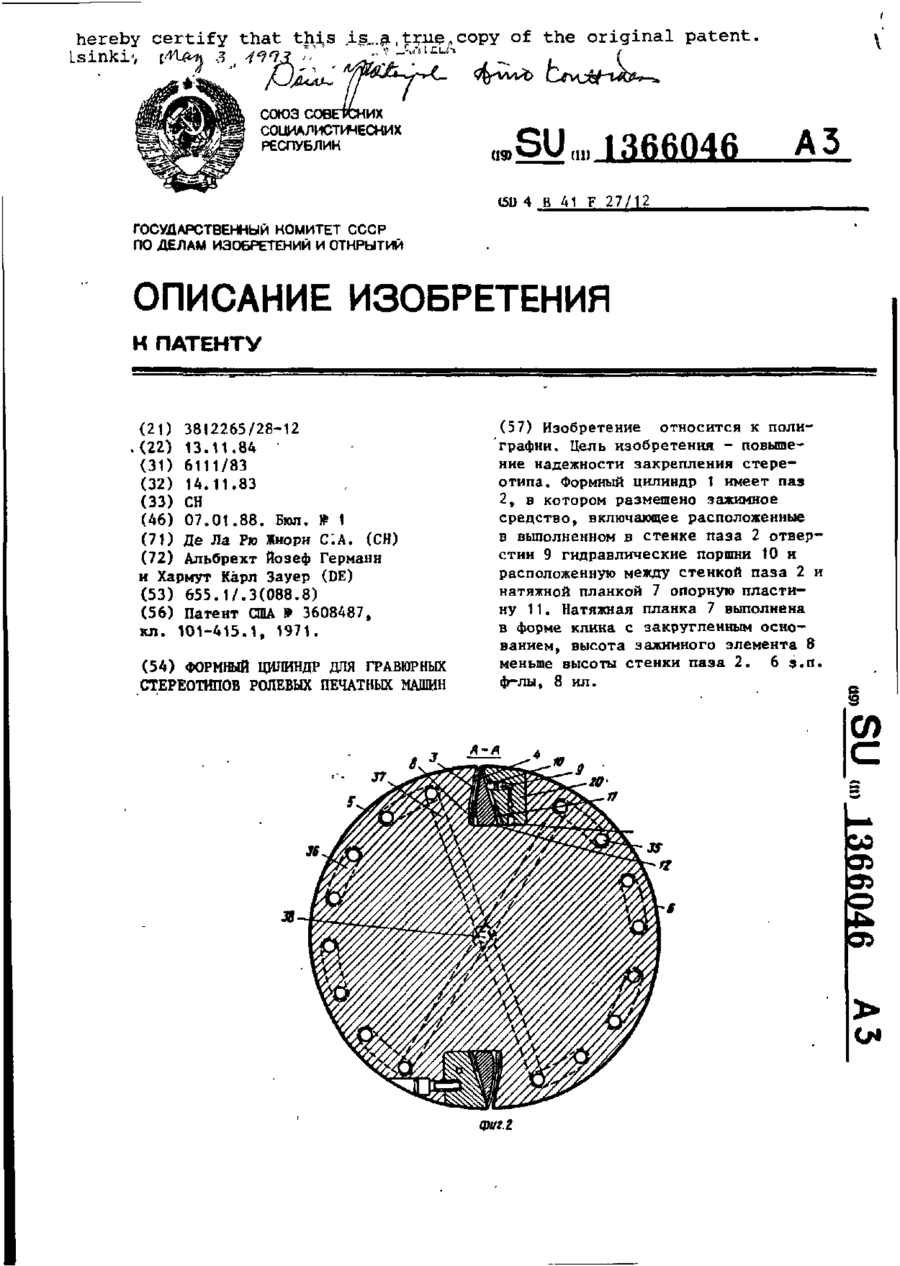
Номер патенту: 2323
Опубліковано: 26.12.1994
Автори: Хармут Карл Зауер, Альбрехт Йозеф Германн
МПК: B41F 27/12
Мітки: машин, рольних, гравюрних, друкарських, стереотипів, формний, цилінд
Формула / Реферат:
1. Формный цилиндр для гравюрных стереотипов ролевых печатных машин, содержащий по меньшей мере один сужающийся по радиусу к периферии и открытый по периферийной поверхности цилиндра паз и расположенное в нем средство для крепления двух входящих в паз концов стереотипа с одной, единой для обоих концов стереотипа натяжной планкой, которая установлена своим основанием на дно паза с возможностью поворота вокруг оси цилиндра и выполнена...
Попередній патент: Спосіб визначення пероксидної резистентності еритроцитарних мембран
Наступний патент: Композиція для профілактики і лікування порушень навчання, розладів пам’яті та розумової працездатності
Випадковий патент: Спосіб лікування порушень біоенергетики людини