Шліфувально-полірувальний пристрій з системою моніторингу оброблюваної поверхні
Номер патенту: 59793
Опубліковано: 25.05.2011
Формула / Реферат
Шліфувально-полірувальний пристрій, який включає шпиндельний та інструментальний вузли, що забезпечують обертання і відносне переміщення інструмента і деталі при їх взаємному притисканні, який відрізняється тим, що в нього додатково введено систему моніторингу оброблюваної поверхні, яка дозволяє контролювати її коефіцієнт відбивання за умов подачі в зону обробки аерозолю технологічної рідини.
Текст
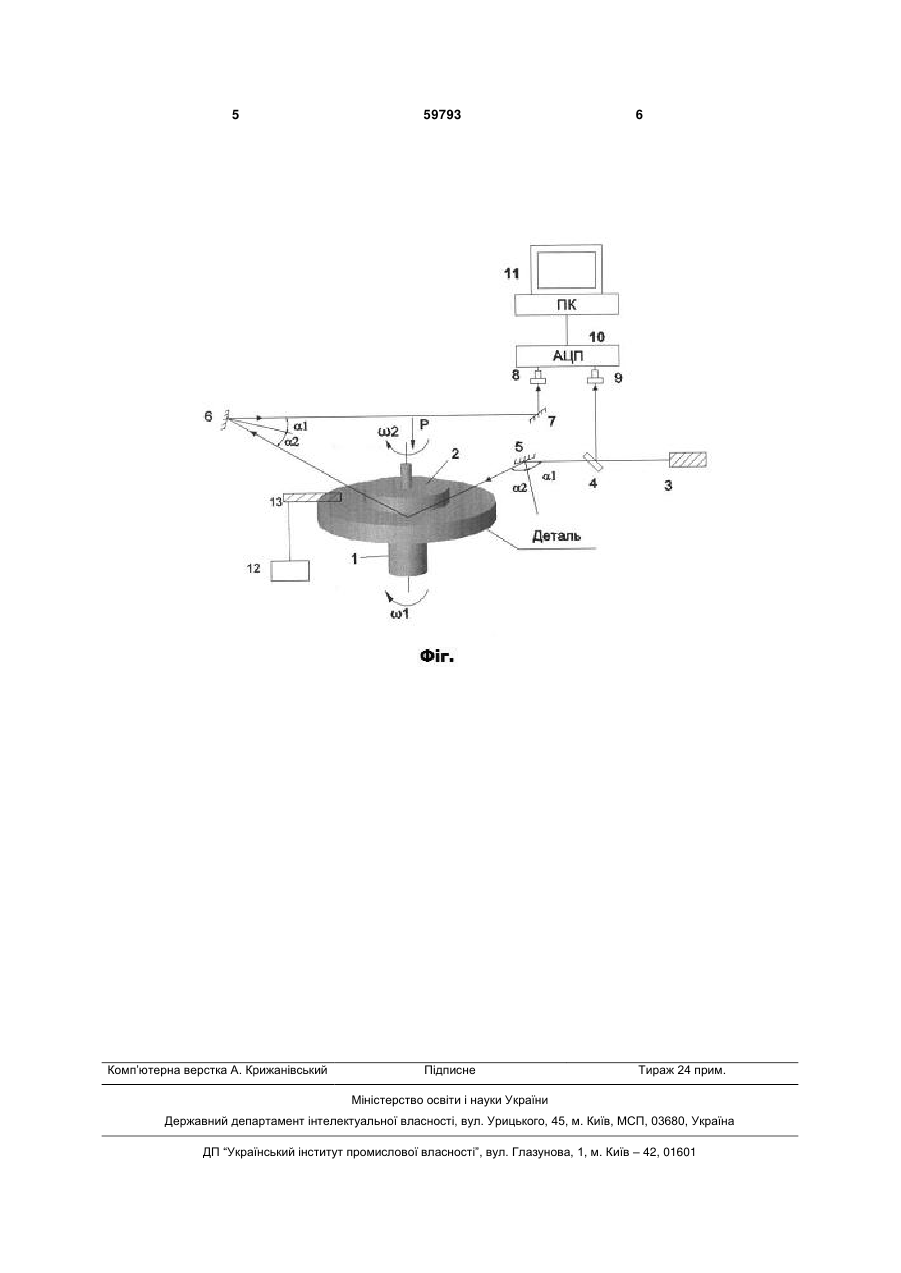
Шліфувально-полірувальний пристрій, який включає шпиндельний та інструментальний вузли, що забезпечують обертання і відносне переміщення інструмента і деталі при їх взаємному притисканні, який відрізняється тим, що в нього додатково введено систему моніторингу оброблюваної поверхні, яка дозволяє контролювати її коефіцієнт відбивання за умов подачі в зону обробки аерозолю технологічної рідини. (19) (21) u201015181 (22) 16.12.2010 (24) 25.05.2011 (46) 25.05.2011, Бюл.№ 10, 2011 р. (72) СИРОТА ОЛЬГА ОЛЕГІВНА, ФІЛАТОВ ОЛЕКСАНДР ЮРІЄВИЧ (73) ІНСТИТУТ НАДТВЕРДИХ МАТЕРІАЛІВ ІМ. В.М. БАКУЛЯ НАН УКРАЇНИ 3 тивну обробку високоякісних поверхонь деталей з неметалевих матеріалів без використання МОТС (води, водних розчинів та суспензій) неможливо. Особливо це стосується кремнеземовмісних матеріалів, при полірування яких наявність на оброблюваній поверхні води є обов'язковою. В основу корисної моделі покладено завдання такого вдосконалення пристрою для шліфування і полірування плоских поверхонь деталей з неметалевих матеріалів, при якому за рахунок використання системи моніторингу оброблюваних поверхонь, що реалізує метод рефлектрометрії за умов подачі МОТС - води у вигляді дрібно-крапельного аерозольного туману, забезпечується можливість контролю відбиваючої здатності поверхонь безпосередньо в процесі обробки, а відповідно підвищення продуктивності і якості обробки за відсутності нальоту на робочій поверхні інструмента і дефектів на оброблених поверхнях. Для рішення цього завдання в шліфувальнополірувальний пристрій, який включає шпиндельний та інструментальний вузли, що забезпечують обертання і відносне переміщення інструмента і деталі при їх взаємному притискання, включено систему моніторингу оброблюваної поверхні, яка дозволяє контролювати її коефіцієнт відбивання світла за умов подачі в зону обробки аерозолю технологічної рідини. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному: завдяки додатковому включенню в шліфувально-полірувальний пристрій системи моніторингу оброблюваної поверхні, яка дозволяє контролювати її коефіцієнт відбивання світла за умов подачі в зону обробки аерозолю МОТС згідно корисній моделі, в технології фінішної обробки плоских поверхонь деталей електронної техніки та оптичних систем зі скла, неметалевих матеріалів, досягається можливість неперервного контролю їх відбиваючої здатності і шорсткості і, як наслідок, підвищується продуктивність і якість обробки за відсутності нальоту і дефектів на робочій поверхні інструмента. На фіг. представлено шліфувальнополірувальний пристрій, який включає шпиндельний та інструментальний вузли, що забезпечують обертання і відносне переміщення інструмента і деталі при їх взаємному притискання, включено систему моніторингу оброблюваної поверхні, яка дозволяє контролювати її коефіцієнт відбивання світла за умов подачі в зону обробки аерозолю технологічної рідини. 59793 4 Корисна модель має шпиндельний вузол 1, інструментальний вузол 2 і систему моніторингу оброблюваної поверхні і подачі аерозолю технологічної рідини, яка включає оптичну схему, до складу якої входять напівпровідниковий лазер 3 (довжина хвилі 650 нм), напівпрозору пластинку 4, дзеркала 5, 6, 7, фотодіоди 8, 9, амплітудноцифровий перетворювач (АЦП) 10, з виходом на комп'ютер 11, а також компресор 12 і розпилювач аерозольних водяних розчинів 13. Шліфувально-полірувальний пристрій для фінішної обробки неметалевих деталей працює так: оброблюваній деталі за допомогою шпиндельного вузла надають обертального руху. Під дією осьового навантаження інструмент притискається до поверхні деталі, що оброблюється, і здійснює обертання в тому ж напрямку, що і деталь за рахунок сил тертя, що виникають між ними. В процесі фінішної обробки (тонкого шліфування і полірування) плоских поверхонь деталей з неметалевих матеріалів інструмент розташовується відносно поверхні, що оброблюється, з ексцентриситетом, так щоб її крайня зона була досяжною для лазерного променя і не екранувалась іншими елементами системи. В зону обробки подається технологічна рідина (найчастіше, вода) у вигляді дрібнокрапельного аерозолю, який практично не впливає на інтенсивність світлового потоку, що відбивається від поверхні, що оброблюється. Лазерний промінь модульований з частотою 1 кГц у вигляді меандра направляється на світлоподільну пластинку, яка формує опорний сигнал, потрапляючи на один із фотодіодів. Частина випромінювання, що пройшла світлоподільну пластинку, за допомогою дзеркала направляється на поверхню деталі, що оброблюється, і після відбивання від неї за допомогою дзеркала спрямовується на фотодіод, який формує вимірювальний сигнал, відношення якого до опорного і визначає величину коефіцієнта відбивання світла, що корелює з висотними параметрами шорсткості. Моніторинг стану оброблюваної поверхні здійснюється за залежністю коефіцієнту відбивання світла від часу обробки. При використанні корисної моделі забезпечується можливість неперервного контролю відбиваючої здатності і шорсткості плоскої поверхні деталі, що оброблюється, та підвищується продуктивність і якість обробки за відсутності нальоту і дефектів на робочій поверхні інструмента, що призведе до підвищення продуктивності процесу фінішної обробки, зниження собівартості деталей та покращення їх експлуатаційних характеристик. 5 Комп’ютерна верстка А. Крижанівський 59793 6 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding and polishing unit with system of monitoring work surface
Автори англійськоюSyrota Olha Olehivna, Filatov Oleksandr Yuriievych
Назва патенту російськоюШлифовально-полировальное устройство с системой мониторинга обрабатываемой поверхности
Автори російськоюСирота Ольга Олеговна, Филатов Александр Юрьевич
МПК / Мітки
МПК: B24D 7/00, B24B 49/00
Мітки: шліфувально-полірувальний, поверхні, оброблюваної, системою, пристрій, моніторингу
Код посилання
<a href="https://ua.patents.su/3-59793-shlifuvalno-poliruvalnijj-pristrijj-z-sistemoyu-monitoringu-obroblyuvano-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Шліфувально-полірувальний пристрій з системою моніторингу оброблюваної поверхні</a>
Шліфувально-полірувальний інструмент
Номер патенту: 49762
Опубліковано: 11.05.2010
Автори: Прокопів Микола Михайлович, Мельник Володимир Євгенійович, Сташкевич Станіслав Ігорович, Чалий Валерій Тихонович, Кривошея Анатолій Васильович, Розенберг Олег Олександрович, Хмельницька Катерина Іванівна, Соловей Ольга Василівна
МПК: B24B 11/00
Мітки: інструмент, шліфувально-полірувальний
Формула / Реферат:
1. Шліфувально-полірувальний інструмент, що містить корпус та робочий абразивовмісний шар, який відрізняється тим, що робочий абразивовмісний шар виконаний у вигляді стільникової структури з наскрізними отворами циліндричної форми, діаметр яких складає 1,0...2,0 мм і відстань між отворами 1,0...2,0 мм.2. Інструмент за п. 1, який відрізняється тим, що отвори розташовані рівномірно по об'єму алмазовмісного шару.
Комбінований шліфувально-полірувальний круг
Номер патенту: 8744
Опубліковано: 15.08.2005
Автори: Смоквина Володимир Віталійович, Пономаренко Ірина Пилипівна, Бровченко Анатолій Михайлович
МПК: B26F 1/00
Мітки: комбінований, шліфувально-полірувальний, круг
Формула / Реферат:
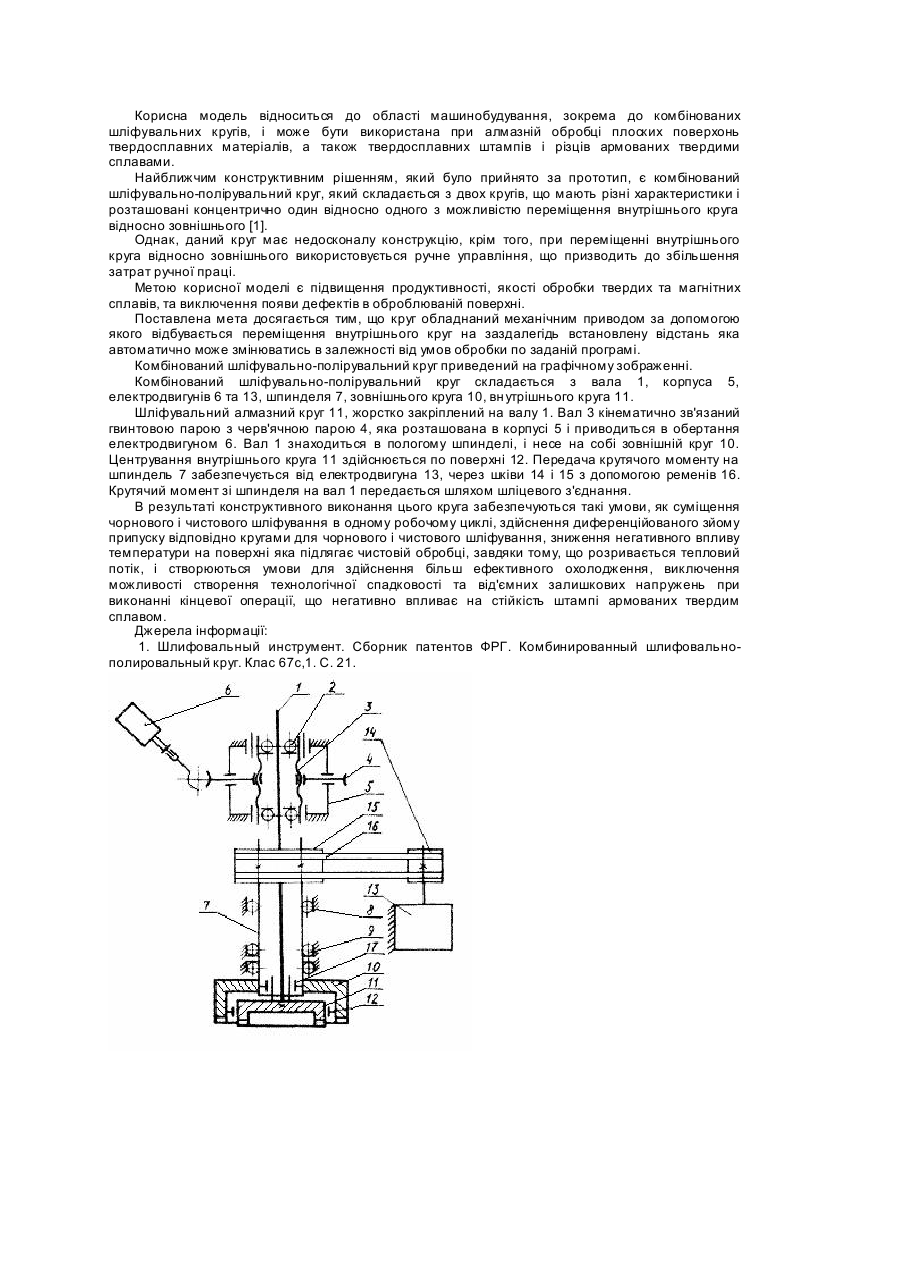
Комбінований шліфувально-полірувальний круг, який складається з двох кругів, що мають різні характеристики і розташовані концентрично один відносно одного з можливістю переміщення внутрішнього круга відносно зовнішнього, який відрізняється тим, що обладнаний механічним приводом, за допомогою якого відбувається переміщення внутрішнього круга на заздалегідь встановлену відстань, яка автоматично може змінюватись в залежності від умов обробки за...
Пристрій для затискання оброблюваної деталі
Номер патенту: 66373
Опубліковано: 17.05.2004
Автори: Фріс Карл, Люшер Марсель
МПК: B23B 31/00, B23B 31/02, B23Q 3/00
Мітки: пристрій, деталі, оброблюваної, затискання
Формула / Реферат:
1. Пристрій для затискання оброблюваної деталі у точно визначеному положенні в робочому просторі верстата, де цей пристрій містить патрон, пристосований до того, щоб закріплюватися в робочому просторі верстата, носій оброблюваної деталі, пристосований до того, щоб закріплюватися у згаданому патроні і затискатися у ньому, і затискні засоби для затискання згаданого носія оброблюваної деталі в патроні, які пристосовані до того, щоб перемикатися...
Пристрій для затискання оброблюваної деталі
Номер патенту: 67761
Опубліковано: 15.07.2004
Автори: Люшер Марсель, Фріс Карл
МПК: B23B 31/02, B23H 7/26
Мітки: деталі, затискання, оброблюваної, пристрій
Формула / Реферат:
1. Пристрій для затискання оброблюваної деталі у добре визначеному положенні в робочому просторі верстата, причому цей пристрій містить патрон, пристосований до того, щоб закріплюватися в робочому просторі верстата, носій оброблюваної деталі, пристосований до того, щоб закріплюватися у згаданому патроні і затискатися у ньому, і затискні засоби для затискання згаданого носія оброблюваної деталі в патроні і пристосовані до того, щоб...
Шліфувально-полірувальний абразив на гнучкій основі
Номер патенту: 55315
Опубліковано: 17.03.2003
Автори: Петрусевич Юрій Михайлович, Лейкін Сергій Михайлович, Хижняк Григорій Іванович
МПК: B24B 7/20, B24D 9/00, B24D 13/00
Мітки: абразив, основі, шліфувально-полірувальний, гнучкий
Формула / Реферат:
1. Шліфувально-полірувальний абразив на гнучкій основі, який складається із гнучкої основи, на якій розміщений композиційний шар із структурованого абразиву, сформованого у вигляді вічок правильної форми, які зв'язані з основою, який відрізняється тим, що він додатково містить на гнучкій основі зміцнювальні елементи для забезпечення міцності зчеплення абразиву з основою, а вічка розміщені по поверхні композиційного шару по типу стільникової...
Попередній патент: Сполука з антиоксидантною і антигіпоксичною дією
Наступний патент: Кристалізатор
Випадковий патент: Система для передачі скрапленого хлорвінілу