Спосіб виготовлення деревинношарових пластиків
Формула / Реферат
1. Спосіб виготовлення деревинношарових пластиків, що містить виробництво лущеного шпону з деревини, сушіння, просочування шпону фенолформальдегідними олігомерами, сушіння просоченого шпону, складання пакетів і гаряче пресування їх, який відрізняється тим, що як в'яжуче використовують пульвербакеліт та рідинний резольний олігомер-форконденсат фенолу і формальдегіду - у співвідношенні 1:1 по абсолютно сухій масі, та додатково вводять карбамід при такому співвідношенні компонентів, мас. %:
пульвербакеліт
4,0-12,0
олігомер-форконденсат фенолу і формальдегіду
4,0-12,0
карбамід
3,0-7,0
деревинний шпон
решта.
2. Спосіб по п. 1, який відрізняється тим, що карбамід попередньо вносять у форконденсат фенолу і формальдегіду та розчиняють у ньому, після чого додають пульвербакеліт і масу перемішують до однорідної консистенції.
Текст
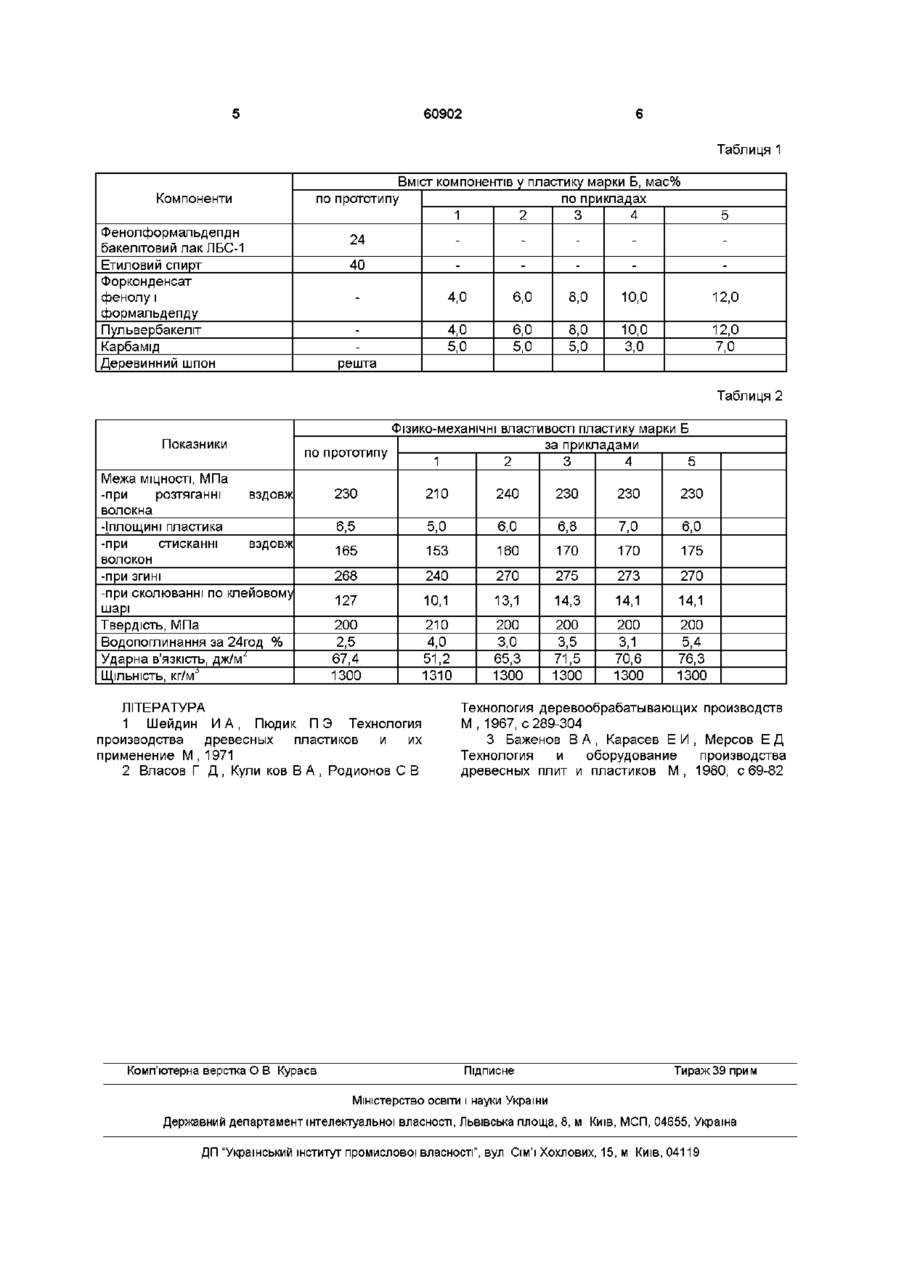
1 Спосіб виготовлення деревинношарових пластиків, що містить виробництво лущеного шпону з деревини, сушіння, просочування шпону фенолформальдепдними олігомерами, сушіння просоченого шпону, складання пакетів і гаряче пресування їх, який відрізняється тим, що як в'яжуче використовують пульвербакеліт та Винахід належить до деревообробної промисловості і може бути використаний при виробництві деревинношарових пластиків, які заміняють метали і використовуються як конструкційні, електроізоляційні матеріали в машинобудівній і електротехнічній, приладобудівній промисловості, на транспорті та інших галузях народного господарства Відомий спосіб виробництва деревинношарових пластиків шляхом виготовлення лущеного шпону з деревини, висушування його, просочення шпону спиртовим розчином фенолформальдепдних резол ьних олігомерів, сушіння просоченого шпону, складання пакетів шпону по спеціальним схемам і пресування за особливим режимом при високих температурах і тиску (1-2) Недоліком відомого способу є використання значної КІЛЬКОСТІ високовартісних фенолформальдепдних олігомерів (до 24мас %), етилового спирту як розчинника олігомерів, високий тиск пресування пластиків (до 20МПа) та виділення в процесі виготовлення пластика, просочування, сушіння та гарячого пресування значної КІЛЬКОСТІ токсичних речовин - фенолу і формальдегіду рідинний резольний олігомер-форконденсат фенолу і формальдегіду - у співвідношенні 1 1 по абсолютно сухій масі, та додатково вводять карбамід при такому співвідношенні компонентів, мас % пульвербакеліт 4,0-12,0 олігомер-форконденсат фенолу і формальдегіду 4,0-12,0 карбамід 3,0-7,0 деревинний шпон решта 2 Спосіб по п 1, який відрізняється тим, що карбамід попередньо вносять у форконденсат фенолу і формальдегіду та розчиняють у ньому, після чого додають пульвербакеліт і масу перемішують до однорідної консистенції Відомий спосіб виробництва деревинношарових пластиків, коли сухий лущений деревинний шпон просочується фенолформальдепдним бакелітовим лаком СБС шляхом вимочування в ваннах, або просочування нагрітого до 145-150°С шпону на клеєнамазих вальцях концентрованим розчином бакелітового лаку Просочений смолою шпон сушиться, складається в пакети ВІДПОВІДНО ДО марки пластика і запресовується при підвищених температурах і тиску (3 - прототип) Недоліком відомого способу є використання значної КІЛЬКОСТІ бакелітового лаку, етилового спирту як розчинника оліготера, значні енерговитрати (для створення підвищеного тиску пресування, нагрівання шпону), емісія вільних фенолу і формальдегіду при виробництві пластика В основу винаходу поставлено задачу створення способу виготовлення деревинношарових пластиків, в якому шляхом зміни компонентів, ПОСЛІДОВНОСТІ технологічних операцій та режимів вирбництва забезпечується зменшення витрат фенолформальдепдних олігомерів, виключення використання етилового спирту як розчинника олігомерів, зменшення тиску о о> о (О 60902 гарячого пресування пластика та зменшення деревинношарових пластиків шляхом викидів вільного фенолу і формальдегіду в процесі використання в'яжучого - форкоиденсату фенолу і виготовлення пластика до санітарних норм формальдегіду та пульвербакеліта у промислових приміщень співвідношенні 1 1 з пластифікатором карбамідом Поставлена задача вирішується тим, що в та ЗМІНІ ПОСЛІДОВНОСТІ технологічних операцій способі виготовлення деревинношарового дозволяє зменшити витрати пластика, який включає виробництво лущеного фенолформальдегідного в'яжучого і не шпону з деревини, сушіння, просочування шпону використовувати як розчинник етиловий спирт, фенолформальдепдними олігомерами, сушіння зменшити емісію вільних фенолу і формальдегіду просоченого шпону, складання пакетів і гаряче при виробництві пластику, зменшити пресуванням їх, згідно з винаходом в якості максимальний тиск гарячого пресування, що фенолформальдегідного в'яжучого знижує енерговитрати Просочення лущеного шпону провадиться на клеєнамазних вальцях, що використовують пульвербакеліт та рідинний є більш прогресивним, ніж вимочування шпону у резол ьний фенолформальдепдний олігомер ваннах спиртовим розчином форконденсат фенолу і формальдегіду у співвідношенні 1 1 по абсолютно сухій масі та фенолформальдепдних олігомерів При цьому додатково вводять карбамід при такому фізико-механічні властивості пластика не співвідношенні компонентів, мас % погіршуються Пульвербакеліт 4,0-12,0 Спосіб здійснюється таким чином деревинний Форконденсат фенолу і формальдегіду 4,0шпон, висушений до вологості 6-8%, на 12,0 клеєнамазних вальцях промазується і просочується фенолформальдепдним в'яжучим Карбамід 3,0-7,0 Для приготування в'яжучого в форконденсат Деревинний шпон решта фенола і формальдегіде ВІДПОВІДНО рецептурі Карбамід попередньо вносять у форконденсат вводять карбамід і розчиняють його, а потім фенолу і формальдегіду, а потім розчин змішують додають пульвербакеліт (СТУ 05-441), який з пульвербакелітом Останній поступово частково розчиняється в форконденсаті Витрати розчиняється в форкоиденсаті фенолу і в'яжучого залежать від товщини просочуваного формальдегіду Розчинений карбамід смолою шпона і складають від 70-80г/м2 для поглинається в першу чергу деревинним шпоном, шпона завтовшки 0,75мм до 85-105г/м2 для пшона а потім шпон просочується розчином завтовшки 1,5мм, що складає до 24% сухої пульвербакеліта в форконденсаті, а частково речовини Просочений в'яжучим шпон залишається на поверхні листів шпону і витримується в стопах не менше ЗО хвилин і використовується для утворення клейових МІСТКІВ висушується в сушарках до вмісту вологи 3-6% між листами при гарячому пресуванні, ,що Після вирівнювання вологи в пачках шпона дозволяє зменшити витрати олігомера відносно протягом 24 годин, ВІДПОВІДНО вимогам до марки деревини на 8,0-14,0% Карбамід у просоченому пластика А,Б,В,Г, збирається пакет просоченого шпоні є пластифікуючою речовиною деревини при смолою шпона для гарячого пресування гарячому пресуванні пластика, що дозволяє Пресування провадиться при температурі плит зменшити як тиск пресування так і КІЛЬКІСТЬ 145±5 С, тиску 10-16МПа і витримці при досягненні використаного фенолформальдегідного в'яжучого температури плит преса 145°, 5хв/мм товщини Форконденсат фенолу і формальдегіду та пластика пульвербакеліт використовують у співвідношенні 1 1 по абсолютно сухій масі в КІЛЬКОСТІ 8-24мас% Пресування провадиться за чинною від деревини, що дозволяє одержати деревиннотехнологією Смола в процесі пресування шаровий пластик з високими фізико механічними просочує шпон, затверджується і створює моноліт властивостями При ЗМІНІ співвідношення Після охолодження пластика під тиском до компонентів та зменшенні КІЛЬКОСТІ в'яжучого до температури не більше 40°С пластик 8мас% відбувається зниження МІЦНОСТІ пластика вивантажується з преса і витримується не менше Збільшення КІЛЬКОСТІ в'яжучого більше 24 мас% не 12 годин Далі його обрізають за форматом і доцільно, бо властивості пластику змінюються випробовують ВІДПОВІДНО вимогам стандарту незначно, а собівартість їх зростає Найбільш Склад деревенношарових пластиків марки Б, раціональною КІЛЬКІСТЬ в'яжучого є 14-16 мас% наведено в табл 1, а фізико-механічні властивості пластика - у табл 2 В'яжуче, форконденсат фенолу і формальдегіду та пульвербакеліт, у порівнянні з Запропонований спосіб виготовлення пластика фенолформальдепдними спирторозчинними дозволяє зменшити витрати смолами ЛБС і СБС, які застосовують у відомих фенолформальдегідного в'яжучого на 30-50%, не способах, містять значно меншу КІЛЬКІСТЬ ВІЛЬНОГО використовувати як розчинник смоли етиловий фенолу і формальдегіду, що поліпшує умови спирт, зменшити емісію фенолу і формальдегіду, а виробництва пластика Економиться етиловий також зменшити тиск при гарячому пресуванні на спирт, який використовується у відомих способах 20-30% Запропонований спосіб виготовлення 60902 Таблиця 1 Компоненти по прототипу Вміст компонентів у пластику марки Б, мас% по прикладах 1 2 3 4 5 24 40 4,0 6,0 8,0 10,0 12,0 Фенолформальдепдн бакелітовий лак ЛБС-1 Етиловий спирт Форконденсат фенолу і формальдегіду Пульвербакеліт Карбамід Деревинний шпон 4,0 5,0 6,0 5,0 8,0 5,0 10,0 12,0 3,0 7,0 решта Таблиця 2 Показники Фізико-механічні властивості пластику марки Б за прикладами по прототипу 1 2 3 4 5 Межа МІЦНОСТІ, МПа -при розтяганні вздовж волокна -Іплощині пластика -при стисканні вздовж волокон -при згині -при сколюванні по клейовому шарі Твердість, МПа Водопоглинання за 24год % Ударна в'язкість, ДЖ/М^ ЩІЛЬНІСТЬ, КГ/М'5 230 210 240 230 230 230 6,5 5,0 6,0 6,8 7,0 6,0 165 153 160 170 170 175 268 240 270 275 273 270 127 10,1 13,1 14,3 14,1 14,1 200 2,5 67,4 1300 210 4,0 51,2 1310 200 3,0 65,3 1300 200 3,5 71,5 1300 200 3,1 70,6 1300 200 5,4 76,3 1300 ЛІТЕРАТУРА 1 Шейдин И А, Пюдик П Э Технология производства древесных пластиков и их применение М , 1971 2 Власов Г Д , Кули ков В А , Родионов С В Комп'ютерна верстка О В Курасв Технология деревообрабатывающих производств М , 1967, с 289-304 3 Баженов В А , Карасев Е И , Мерсов Е Д Технология и оборудование производства древесных плит и пластиков М, 1980, с69-82 Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of laminated-wood plastics
Назва патенту російськоюСпособ изготовления древеснослоистых пластиков
МПК / Мітки
МПК: B27D 1/00, B32B 21/00, B27D 5/00
Мітки: виготовлення, пластиків, спосіб, деревинношарових
Код посилання
<a href="https://ua.patents.su/3-60902-sposib-vigotovlennya-derevinnosharovikh-plastikiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деревинношарових пластиків</a>
Спосіб виготовлення деревностружкових плит
Номер патенту: 50987
Опубліковано: 15.11.2002
Автори: Яковенко Валентин Петрович, Третяк Петро Петрович, Герасименко Іван Іванович
МПК: B27K 3/02
Мітки: спосіб, виготовлення, плит, деревностружкових
Формула / Реферат:
Спосіб виготовлення деревностружкових плит, що включає змішування деревної стружки з фенолформальдегідним в’яжучим і карбамідом, формування килима і пресування, який відрізняється тим, що як фенолформальдегідне в’яжуче використовують пульвербакеліт та рідинний олігомер форконденсат фенолу і формальдегіду у співвідношенні 1:1 за абсолютно сухою масою, додатково вводять оксид магнію при такому співвідношенні компонентів, мас. %: ...
Спосіб виготовлення малотоксичних плит будівельного призначення
Номер патенту: 50986
Опубліковано: 15.11.2002
Автори: Герасименко Іван Іванович, Третяк Петро Петрович, Яковенко Валентин Петрович
Мітки: спосіб, плит, призначення, будівельного, виготовлення, малотоксичних
Формула / Реферат:
Спосіб виготовлення малотоксичних плит будівельного призначення, що включає виготовлення і сушіння рослинних частинок, змішування їх з карбамідоформальдегідною смолою і карбамідом, формування пакета, пресування і кондиціювання плит, який відрізняється тим, що в карбамідоформальдегідну смолу вводять водний розчин карбаміду, рідкого скла і казеїнового клею в кількості від 0,5 до 5% сухих речовин від сухого залишку смоли, а подрібнені рослинні...
Абразивний круг і спосіб його виготовлення
Номер патенту: 52932
Опубліковано: 15.01.2003
Автори: Герасименко Іван Іванович, Яковенко Валентин Петрович, Третяк Петро Петрович
МПК: B24D 5/00
Мітки: круг, абразивний, виготовлення, спосіб
Формула / Реферат:
1. Абразивний круг для шліфування на великих швидкостях, армований для збільшення механічної міцності, який відрізняється тим, що з метою зменшення вартості виготовлення як арматура використовується дерев'яний шпон.2. Круг за п. 1, який відрізняється тим, що він армується не менше ніж двома шарами шпону при взаємно перпендикулярному розташуванні волокна в шпоні.3. Круг за пп. 1-2, який відрізняється тим, що при кількості...
Спосіб виготовлення будівельних малотоксичних плит
Номер патенту: 54691
Опубліковано: 17.03.2003
Автори: Герасименко Іван Іванович, Яковенко Валентин Петрович, Третяк Петро Петрович
МПК: B27N 3/00
Мітки: плит, спосіб, виготовлення, малотоксичних, будівельних
Формула / Реферат:
1. Спосіб виготовлення будівельних малотоксичних плит, що включає виготовлення і сушіння подрібнених частинок дерева або рослинних відходів, змішування їх з карбамідоформальдегідною смолою і карбамідом, формування стружкового пакета, пресування й кондиціювання плит, який відрізняється тим, що в смолу вводять водний розчин карбаміду, рідкого скла і білкового клею в кількості від 1 до 10 % сухих речовин від сухого залишку смоли, при наступному...
Спосіб отримання карбамідо-формальдегідної смоли для шаруватих пластиків
Номер патенту: 23649
Опубліковано: 02.06.1998
Автори: Маслош Ольга Володимирівна, Пащенко Валерій Леонідович, Максимов Віктор Іванович, Кудюков Костянтин Юрійович, Анучина Любов Дмитрівна, Сергеєв Сергій Іванович, Нестеров Микола Григорович, Кудюков Юрій Петрович
МПК: C08G 12/00, C07C 31/00
Мітки: пластиків, спосіб, шаруватих, карбамідо-формальдегідної, отримання, смолі
Формула / Реферат:
Способ получения карбамидо-формальдегидной смолы для слоистых пластиков, включающий конденсацию карбамида и формальдегида в присутствии модифицирующего агента, выбранного из группы гликолей, включающей моно-, ди- или триэтиленгликоль, при нагревании в среде с переменными pH, нейтрализацию и концентрирование, отличающийся тем, что конденсацию ведут в присутствии дополнительного модифицирующего агента - одноатомного спирта, взятого в количестве...
Попередній патент: Сірчане в’яжуче
Наступний патент: Спосіб дренування заднього середостіння при ушкодженнях стравоходу, ускладнених медіастинітом
Випадковий патент: Спосіб лікування хронічних обструктивних захворювань легень