Спосіб виготовлення деревностружкових плит
Номер патенту: 50987
Опубліковано: 15.11.2002
Автори: Яковенко Валентин Петрович, Герасименко Іван Іванович, Третяк Петро Петрович
Формула / Реферат
Спосіб виготовлення деревностружкових плит, що включає змішування деревної стружки з фенолформальдегідним в’яжучим і карбамідом, формування килима і пресування, який відрізняється тим, що як фенолформальдегідне в’яжуче використовують пульвербакеліт та рідинний олігомер форконденсат фенолу і формальдегіду у співвідношенні 1:1 за абсолютно сухою масою, додатково вводять оксид магнію при такому співвідношенні компонентів, мас. %:
пульвербакеліт
0,75 - 8,0
форконденсат фенолу і формальдегіду
0,75 - 8,0
карбамід
1,0 - 5,0
оксид магнію
0,5 - 3,0
деревна стружка
решта,
при цьому карбамід попередньо вносять і розчиняють у форконденсаті фенолу і формальдегіду та змішують з деревною стружкою, після чого додають пульвербакеліт та оксид магнію.
Текст
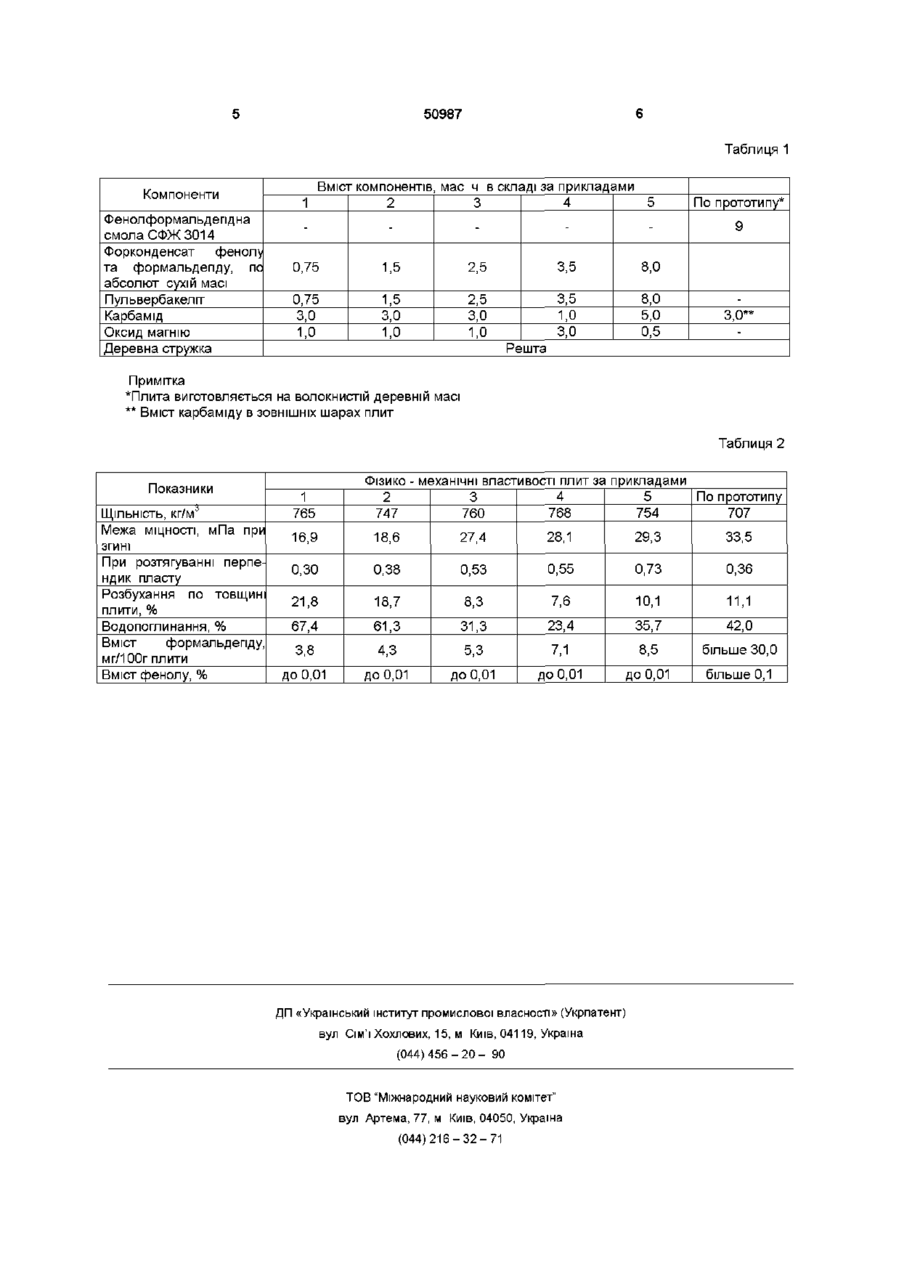
Спосіб виготовлення деревностружкових плит, що включає змішування деревної стружки з фенолформальдепдним в'яжучим і карбамідом, формування килима і пресування, який відрізняється тим, що як фенолформальдепдне в'яжуче використовують пульвербакеліт та рідинний олігомер форконденсат фенолу і формальдегіду у співвідношенні 1 1 за абсолютно сухою масою, додатково вводять оксид магнію при такому співвідношенні компонентів, мас % пульвербакеліт 0,75 - 8,0 форконденсат фенолу і формальдегіду 0,75 - 8,0 карбамід 1,0 - 5,0 оксид магнію 0,5 - 3,0 деревна стружка решта, при цьому карбамід попередньо вносять і розчиняють у форконденсаті фенолу і формальдегіду та змішують з деревною стружкою, після чого додають пульвербакеліт та оксид магнію Винахід відноситься до деревообробної промисловості і може бути використаний при виробництві деревностружкових плит, що використовуються при виготовлені будівельних матеріалів, меблів, на транспорті та в інших галузях сільського господарства Відомий спосіб виробництва деревностружкових плит з деревини шляхом подрібнення, змішування стружки з рідинними термореактивними фенолформальдепдним олігомерами, формування стружкового килима, розрізки його на полотна, підпресовка гарячого пресування, обрізки плит та складування їх (ЭльбертАА «Химическа технология древесностружечных плит» М «Лесная промышленность» 1984 г с 70,71) Недоліком відомого способу є використання значної КІЛЬКОСТІ фенолформальдепдних олігомерів, значний вміст вільного фенолу і формальдегіду в деревностружкових плитах, що не дозволяє застосовувати їх в житловому і виробничому будівництві Відомий спосіб виготовлення деревностружкових плит, що включає змішування волокнистої деревної маси з в'яжучим на основі фенолформальдепдної смоли, обробку ЗОВНІШНІХ шарів плити пластифікуючою речовиною, формування килима, під пресовку та гаряче пресування В якості пластифікуючої речовини використовують мочевину (карбамід), що вводять разом з в'яжучим в КІЛЬКОСТІ 1,0-15,0% від деревної маси (Авт св СРСР №1027051, В 29 J 5 / 0 0 1983 - прототип) Недоліком відомого способу є значні витрати дефіцитних і великовартісних фенолформальдепдних смол, токсичність плит із-за емісії вільного фенолу і формальдегіду, що привело до заборони використання таких плит в будовах громадського та промислового призначення, недостатня ВОДОСТІЙКІСТЬ плит В основу винаходу поставлено задачу створення способу виготовлення деревиностружкових плит, в якому шляхом зміни компонентів та ПОСЛІДОВНОСТІ і режимів технологічних операцій забезпечується зменшення витрат фенолформальдепдного в'яжучого, збільшення ВОДОСТІЙКОСТІ плит та зменшення емісії вільного фенолу і формальдегіду до санітарних норм в житлових приміщеннях, що дозволяє розширити галузі використання деревностружкових плит Поставлена задача вирішується тим, що у способі виготовлення деревностружкових плит, що включає змішування деревної стружки з фенолформальдепдним в'яжучим і карбамідом, формування килима і пресування Згідно винаходу-, в якості фенолформальдепдного в'яжучого використовують рідинний олігомер, форконденсат фенолу і формальдегіду та сухий пульвербакеліт в спів 1 00 о> о ю 50987 відношенні 1 1 до абсолютно сухої маси, додатково вводять оксид магнію при слідуючому співвідношенні компонентів, мас % пульвербакеліт 0,75-4,0 форконденсат фенолу і формальдегіду 0,75-4,0 карбамід 1,0-5,0 оксид магнію 0,5 - 3,0 деревна стружка решта при цьому карбамід попередньо вносять у форконденсат фенолу і формальдегід) та змішують масу з деревною стружкою, після чого додають пульвербакеліт та оксид магнію При змішуванні деревної стружки з форконденсатом фенолу і формальдегіду, в який попередньо додано карбамід, відбувається наповнення пор нерівностей деревної стружки карбамідом, що приводить до зменшення поглинання форконденсату При внесенні пульвербакеліту і оксиду магнію на змочену форконденсатом стружку відбувається швидке і рівномірне розподілення компонентів в деревностружковій масі та інтенсифікується процес затвердження Пульвербакеліт частково розчиняється в форконденсаті і приклеюється до стружки, а не поглинається нею Таким чином, вся КІЛЬКІСТЬ в'яжучого на поверхні стружки повністю використовується для утворення клеєвих МІСТКІВ між стружкою при гарячому пресуванні плит, що дозволяє зменшити витрати в'яжучого на 4,5-8,0% Форконденсат фенолу і формальдегіду та пульвербакеліт використовують у співвідношенні 1 1 по абсолютно сухій масі в КІЛЬКОСТІ 1,5-8,0% від маси деревної стружки, що дозволяє одержати деревностружкові плити з високими фізикомеханічними властивостями При ЗМІНІ співвідношення компонентів в'яжучого та зменшенні їх КІЛЬКОСТІ до 1,5% відбувається зниження МІЦНОСТІ ПЛИ ТИ Збільшувати КІЛЬКІСТЬ в'яжу чого вище 8,0% не доцільно, так як властивості плит змінюються не значно, а собівартість їх зростає Найбільш раціональним КІЛЬКІСТЬ в'яжучого є 3,0-8,0% В'яжуче, форконденсат фенолу і формальдегіду та пульвербакеліт при зрівнянні фенолформальдепдною смолою СФЖ-3014, яку широко застосовують у відомих способах, містить значно меншу КІЛЬКІСТЬ вільних фенолу, формальдегіду та вологи, Це приводить до зменшення емісії вільних фенолу і формальдегіду з плит до показників, що відповідають санітарно-гігієнічним нормам для житлових приміщень Даний спосіб дозволяє зменшити вологість осмоленої деревної стружки, що приводить до економі енерговитрат при гарячому пресуванні плит Запропонований спосіб виготовлення деревностружкових плит шляхом використання в'яжучого і форконденсату фенолу і формальдегіду та пульвербакеліту в співвідношенні 1 1, з пластифікатором, карбамідом і оксидом магнію та ЗМІНІ ПОСЛІДОВНОСТІ технологічних операцій дозволяє зменшити витрати фенолформальдепдного в'яжучого зменшити вільного фенолу і формальдегіду, збільшити ВОДОСТІЙКІСТЬ ПЛИТ Спосіб здійснюють таким чином деревинну стружку, одержану ВІДПОВІДНО технологічній інстру кції і висушину до вологості 3-5%, змішують в змішувачі з форконденсатом фенолу і формальдегіду в якій попередньо введено карбамід і розчиняють його Потім на стружку при працюючому змішувачі, додають пульвербакеліт (ГОСТ 05-441 78), який частково розчиняється в форконденсаті і рівномірно та міцно закріплюється на стружці по всій и масі Одночасно з пульвербакелітом на осмолену стружку подають оксид магнію, який також рівномірно розподіляються по всій масі стружки Одержану стружкову масу формують в килим, який розрізають на полотна, підпресовують їх при тиску 3,0-3,5мПа і тривалості ЗОсек Гаряче пресування проводять пр* температурі гріючих плит преса 195-200°С, тиску пресування 1,8-4,0мПа, тривалість пресування 0,4-0,6хв/мм товщини плити Час витримки при максимальному тиску складає 10-20% від терміну пресування Плити після гарячого пресування і обрізки видержують протягом 5 діб у приміщенні при ВІДНОСНІЙ вологості повітря 60±15% Для контролю якості плити розрізають на зразки і випробовують на МІЦНІСТЬ, ВОДОСТІЙКІСТЬ, токсичність і ІНШІ властивості, ВІДПО ВІДНО діючому стандарту на деревносгружкові плити Приклад 1 Деревну стружку вологістю 4-5% послідовно змішують з форконденсатом фенолу і формальдегіду, в який добавлено карбамід, потім 3 пульвербакелітом і оксидом магнію Вміст в'яжучого, форконденсата фенолу і формальдегіду та пульвербакеліту, взятих у співвідношенні 1 1 у абсолютно сухій масі складає 1,5% від маси сухої стружки У форконденсат додають 3,0% карбаміду у вигляді порошку В осмолену стружку при працюючому змішувачі додають оксид магнію також у вигляді порошку в КІЛЬКОСТІ 1,0% від маси стружки Одержану стружкову масу формують в килим, розрізають на полотна, підпресовують при тиску 3,0-3,5мПа протягом ЗОсек Гаряче пресування проводять при температурі нагріваючих плит пресу 200±5,0°С, тиску - 2,ЗмПа, тривалістю пресування 0,6хв/мм товщини плити При максимальному тиску тривалість часу складає 58-60сек Після видержки плит у приміщенні протягом 5 діб, їх розрізають на зразки і випробовують Склад плити приведено в табл 1, а результати випробовування в табл 2 Приклади 2-5 Виконуються так, як Приклад 1, але загальна КІЛЬКІСТЬ фенолформальдепдного в'яжучого в Прикладі 2 складає 3,0%, в Прикладі З - 5,0% в Прикладі 4 - 7,0%, в Прикладі 5 - 16,0%, КІЛЬКІСТЬ карбаміду в Прикладах 2 -3 складає 3,0%, в Прикладі 4 - 1 , 0 % , в Прикладі 5 - 5,0%, КІЛЬКІСТЬ оксиду магнію в Прикладах 2 і 3 - 1,0%, в Прикладі 4 - 3,0%, в Прикладі 5 - 0,5% від маси сухої стружки Склад плит приведено в табл 1, а фізикомеханічні властивості плит в табл 2 Фізико-механічні властивості одержаних плит відповідають вимогам ДСТУ 10632 Запропонований спосіб виготовлення деревностружкових плит дозволяє зменшити витрати фенолформальдепдного в'яжучого на 45-80%, зменшити вільних фенолу і формальдегіду та збільшити ВОДОСТІЙКІСТЬ ПЛИТ 50987 Таблиця 1 Компоненти Фенолформальдепдна смола СФЖ 3014 Форконденсат фенолу та формальдегіду, по абсолют сухій масі Пульвербакеліт Карбамід Оксид магнію Деревна стружка Вміст компонентів, мас ч в складі за прикладами 1 2 3 4 5 По прототипу* 9 0,75 1,5 2,5 3,5 8,0 0,75 1,5 3,0 1,0 2,5 3,0 1,0 3,5 1,0 3,0 8,0 5,0 0,5 3,0 1,0 3,0** Решта Примітка *Плита виготовляється на волокнистій деревній масі ** Вміст карбаміду в ЗОВНІШНІХ шарах плит Таблиця 2 Показники ЩІЛЬНІСТЬ, КГ/М'5 Межа МІЦНОСТІ, мПа пру ЗГИНІ При розтягуванні перпендик пласту Розбухання по товщин плити, % Водопоглинання, % Вміст формальдегіду, мг/ЮОг плити Вміст фенолу, % Фізико - механічні властивості плит за прикладами 4 5 По прототипу 2 3 768 754 707 747 760 1 765 16,9 18,6 27,4 28,1 29,3 33,5 0,30 0,38 0,53 0,55 0,73 0,36 21,8 18,7 8,3 7,6 10,1 11,1 67,4 61,3 31,3 23,4 35,7 42,0 3,8 4,3 5,3 7,1 8,5 більше 30,0 до 0,01 до 0,01 до 0,01 до 0,01 до 0,01 більше 0,1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making woodchip boards
Назва патенту російськоюСпособ изготовления древесностружечных плит
МПК / Мітки
МПК: B27K 3/02
Мітки: спосіб, виготовлення, деревностружкових, плит
Код посилання
<a href="https://ua.patents.su/3-50987-sposib-vigotovlennya-derevnostruzhkovikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деревностружкових плит</a>
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Наталя Степанівна, Бехта Павло Антонович
Мітки: виготовлення, деревностружкових, спосіб, плит, здійснення, пристрій
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб та пристрій для виготовлення деревностружкових плит
Номер патенту: 13752
Опубліковано: 25.04.1997
Автори: Бехта Павло Антонович, Бехта Наталія Степанівна
Мітки: пристрій, виготовлення, деревностружкових, плит, спосіб
Формула / Реферат:
(57) 1. Способ изготовления древесностружечных плит, включающий раздельную подачу внутреннего и наружного слоев ковра, формирование полотна ковра и под прессовку с последующим прессованием, отличающийся тем, что подачу стружек внутреннего слоя на участок формирования ковра ленточного пресса осуществляют в потоке перегретого пара или другого газообразного агента между наружными слоями ковра.2. Устройство для изготовления...
Пристрій для безперервного виготовлення деревностружкових плит
Номер патенту: 30113
Опубліковано: 15.11.2000
Автори: Головач Ігор Романович, Гнатишин Ярослав Михайлович, Соколовський Ярослав Іванович, Сафаров Вячеслав Олександрович, Філінюк Роман Васильович
МПК: B27N 3/08
Мітки: плит, пристрій, виготовлення, деревностружкових, безперервного
Формула / Реферат:
Пристрій для безперервного виготовлення деревностружкових плит, що включає нескінченну стрічку для формування килима з відвідними валками, розташовану під нею настильну машину, гріючий пресуючий валок, частково охоплений сталевою стрічкою з утворюванням зазору пресування, а також валок проти тиску, що притискає сталеву стрічку до пресуючого валка у місці набігання, при цьому діаметр пресуючого валка вибраний з умов збереження зв'язку міцності...
Спосіб виготовлення малотоксичних плит будівельного призначення
Номер патенту: 50986
Опубліковано: 15.11.2002
Автори: Яковенко Валентин Петрович, Герасименко Іван Іванович, Третяк Петро Петрович
Мітки: малотоксичних, призначення, будівельного, спосіб, виготовлення, плит
Формула / Реферат:
Спосіб виготовлення малотоксичних плит будівельного призначення, що включає виготовлення і сушіння рослинних частинок, змішування їх з карбамідоформальдегідною смолою і карбамідом, формування пакета, пресування і кондиціювання плит, який відрізняється тим, що в карбамідоформальдегідну смолу вводять водний розчин карбаміду, рідкого скла і казеїнового клею в кількості від 0,5 до 5% сухих речовин від сухого залишку смоли, а подрібнені рослинні...
Пристрій для виготовлення деревностружкових, деревноволокнистих та подібних до них плит
Номер патенту: 30114
Опубліковано: 15.11.2000
Автори: Книш Юрій Вікторович, Філінюк Роман Васильович, Соколовський Ярослав Іванович, Головач Ігор Романович, Сафаров Вячеслав Олександрович
МПК: B27N 3/08
Мітки: подібних, них, виготовлення, деревностружкових, пристрій, деревноволокнистих, плит
Формула / Реферат:
Пристрій для виготовлення деревностружкових, деревноволокнистих та подібних до них плит, що включає формувальний вузол з транспортером безперервного переміщення шару-килима з частинками, які містять лігноцелюлозу або целюлозу і змішаний з ними клей, високочастотний нагрівний блок з симетричними відносно шару-клею електродними пластинками, що утворюють робочий зазор, в якому розташований шаркилим, встановлений між транспортером і переміщуваною...
Попередній патент: Спосіб виготовлення малотоксичних плит будівельного призначення
Наступний патент: Пристрій для кавітаційної обробки рідких дисперсних систем
Випадковий патент: Глобоїдна передача