Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 61550
Опубліковано: 17.11.2003
Автори: Сидорчук Олег Миколайович, Позняк Леонід Олександрович, Ульшин Віктор Іванович, Гогаєв Казбек Олександрович, Тихомиров Сергій Володимирович
Формула / Реферат
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що включає установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, яка відрізняється тим, що вона оснащена гідравлічним прес-молотом для статико-динамічного пресування, установкою для зварювання тертям, нагрівальним пристроєм і кривошипним пресом для гарячого видавлювання профільної частини різального інструменту, причому прес-молот встановлено перед установкою для спікання заготовок у вакуумі, вслід за якою змонтовано установку для зварювання тертям і нагрівальний пристрій для відпалу.
Текст
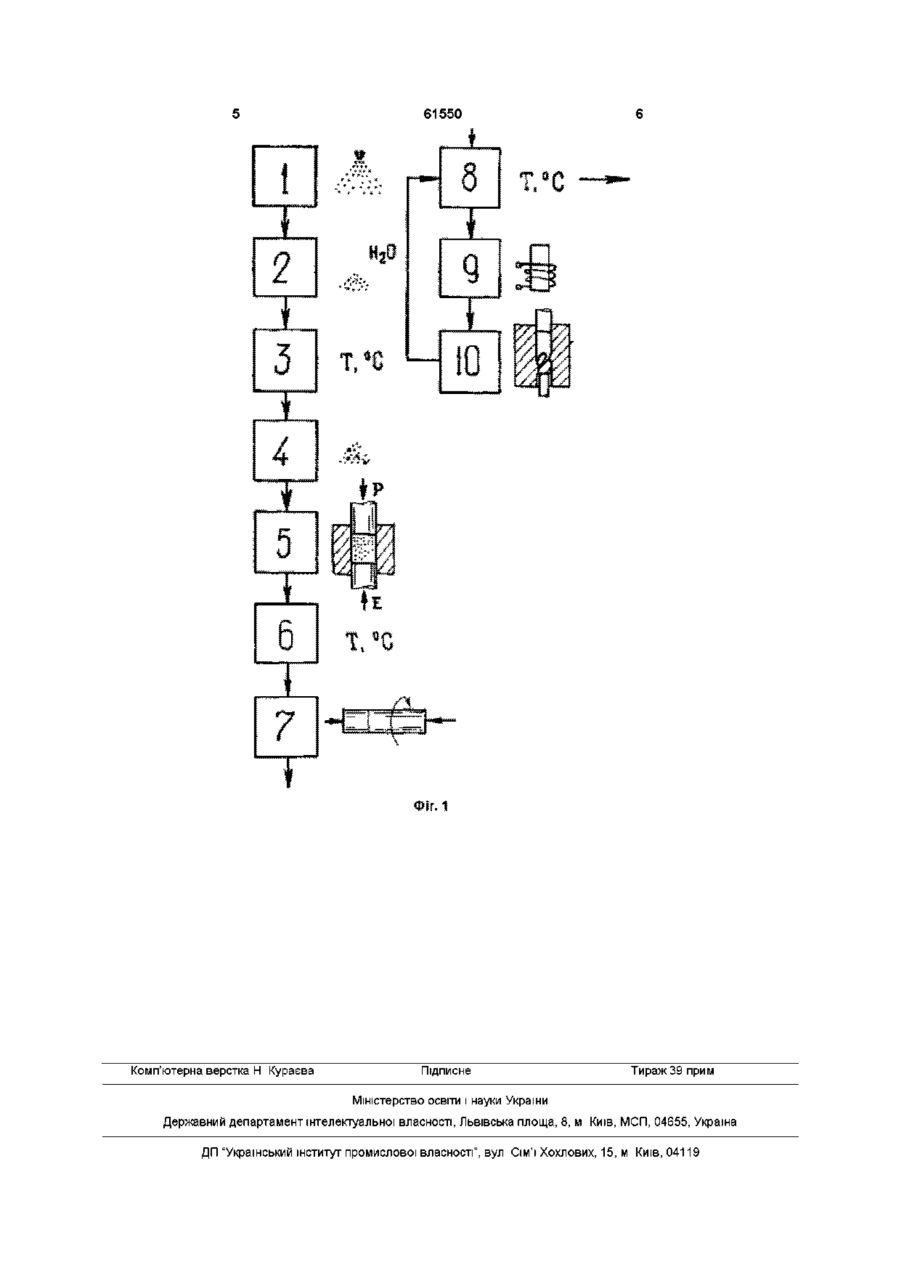
Технологічна ЛІНІЯ ПО виробництву різальних інструментів з порошків швидкорізальних сталей, що включає установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, яка відрізняється тим, що вона оснащена гідравлічним прес-молотом для статикодинамічного пресування, установкою для зварювання тертям, нагрівальним пристроєм і кривошипним пресом для гарячого видавлювання профільної частини різального інструменту, причому прес-молот встановлено перед установкою для спікання заготовок у вакуумі, вслід за якою змонтовано установку для зварювання тертям і нагрівальний пристрій для відпалу Винахід відноситься до області порошкової металурги, зокрема, до пристроїв для виготовлення кінцевого ріжучого інструмента, з порошків швидкоріжучих сталей Відомий технологічний процес одержання заготовок з порошків швидкоріжучих сталей (Hellman Р The ASEA-STORA process high-speed Steels Metal Powder Report, 1977, 32, №3, p 79-84), що включає розпилення розплаву сталі інертним газом, сортування фракцій, заповнення порошком контейнера з маловуглецевої сталі, герметичну заварку контейнера, холодне гідростатичне пресування, попереднє нагрівання, гаряче ізостатичне пресування, кування чи прокатку для одержання сортового металу Недоліком цієї технології є висока вартість м реалізації, тому що використовується гаряче ізостатичне пресування, після чого потрібна гаряча пластична деформація, а саме кування або прокатка і механічна обробка, яка полягає у видаленні матеріалу контейнера, для одержання готового прутка Відомий також технологічний процес одержання заготовок з порошків швидкоріжучих сталей (R I Causton, J Richardson, J J Dankly Metallurgy, Feb 79, p 126-130), що включає розпилення розплаву сталі водою, сушіння, відпал, сортування порошку, ізостатичне пресування порошку, спікан ня порошкових заготовок у вакуумі, нагрівання і кування заготовок Недоліком технології є те, що цей технологічний процес доцільно застосовувати при виробництві великих виробів (5-100 кг) малими партіями (10-1000 шт) Як прототип прийнятий технологічний процес одержання заготовок з порошків швидкоріжучих сталей (J J Dankly, R I Causton Powder Met Int №3, 1976, p 115-117), що включає розпилення розплаву сталі водою, сушіння, відпал, сортування порошку, холодне ізостатичне пресування порошку, спікання заготовок у вакуумі, нагрів заготовок, гаряче пресування Недоліком даної технологи, при виготовленні ріжучого інструмента, є м незавершеність, тому, що під час кінцевої операції одержують пруток, з якого потім механічною обробкою може бути виготовлений кінцевий різальний інструмент типу фрез, МІТЧИКІВ і т п В основу винаходу «Технологічна ЛІНІЯ ПО виробництву ріжучих інструментів з порошків швидкоріжучих сталей» поставлена задача підвищення продуктивності, поліпшення якості ріжучого інструмента і підвищення коефіцієнту використання металу при виготовленні інструмента Поставлена задача вирішується таким чином, що технологічна ЛІНІЯ ПО виробництву ріжучих ін О ю ю (О 61550 струментів з порошків швидкоріжучих сталей тичне пресування від силового циліндру, а на II складається з установки розпилення розплаву удар від імпульсного циліндру Енергія удару регусталі водою, установки для сушіння, відпалу, сорлюється ЩІЛЬНІСТЬ заготовок після статикодинамітування і сепарації порошку, гідравлічного пресчного пресування 90-92% Потім заготовки піддамолоту для статикодинамічного пресування, устають спіканню у вакуумній печі 6 при температурі новки для спікання у вакуумі, установки для зва1180°С Після ЧОГО температуру в печі опускають рювання тертям, нагрівального пристрою для віддо 720°С і витримують при цій температурі протяпалу, установки індукційного нагрівання та гом 5 годин (для зниження твердості) ЩІЛЬНІСТЬ кривошипного пресу для гарячого видавлювання заготовок після спікання 95-96%, вміст кисню профільної частини ріжучого інструмента 0,03%, геометричні розміри 0=31,5-32 мм, h= 46 Ця технологічна ЛІНІЯ ДОЗВОЛЯЄ ПІДВИЩИТИ мм Після ЧОГО циліндричні заготовки з порошкової продуктивність, коефіцієнт використання металу і швидкоріжучої сталі Р6М5ФЗ на установці для дає можливість одержувати заготовки ріжучих інсварки тертям 7 стикуються з заготовками з сталі струментів високої якості та скорочує КІЛЬКІСТЬ 45 (хвостова частина фрези), та отримані таким операцій необхідних при їх виготовленні чином зборні заготовки підлягають ізотермічному На фіг 1 показана ПОСЛІДОВНІСТЬ розташуванвідпалу при температурі 750°С в нагрівальному ня технологічного устаткування в лінії пристрої 8 Надалі робоча частина заготовки наТехнологічна ЛІНІЯ складається з установки грівається до температури 1130°С на установці розпилення розплаву сталі 1 фірми Devy-Levy Dіндукційного нагрівання 9 і вона встановлюється в 25 з ємністю печі 60 кг, вакуумної шафи 2 для суштамп, що змонтовано на столі кривошипного шіння порошку моделі Vacuum Driers MKx11 (Ангпресу 10, де відбувається гаряче видавлювання лія), вакуумної печі 3 для відпалу порошку моделі профільної ріжучої частини О =3 Омм Шток пневОКБ-8085, установки 4 для сортування і сепарації моциліндра, встановленого під столом преса ропорошку моделі DL 400 03 fixed divider (Англія), бить виштовхування заготовки зі штампа Штамп прес-молоту 5 виготовленого на базі гідравлічного підігрівається до температури 300°С Контроль пресу ДГ-2432А зусиллям 1600КН, вакуумної печі температури здійснюється термопарою Заготовки 6 для спікання заготовок моделі Consar (Англія), після видавлювання надходять у нагрівальний установки 7 для сварки тертям моделі МФ 347, пристрій 8, в якому проводиться ізотермічний віднагрівального пристрою 8 для відпалу заготовок пал при температурі 750°С протягом 4 годин моделі СШО-6 12/10, установки індукційного нагріОтримана таким способом фреза О =30 мм вання 9 моделі ИЗ-3-100/2,4 потужністю 100 кВт і надалі піддається незначній механічній обробці, частотою 2,4 кГц, кривошипного преса 10 зусилтермообробці і заточуванню лям 6300 КН моделі К2538 для гарячого видавлюДана технологічна ЛІНІЯ ДОЗВОЛЯЄ за рахунок вання профільної частини ріжучого інструмента статико динамічного пресування отримати заготоПриклад вки з порошків швидкоріжучої сталі підвищеної На установці розпилення розплаву сталі воЩІЛЬНОСТІ (90-92%), а це дає можливість проводидою високого тиску 1 був отриманий порошок ти спікання при температурах (1180°С) виключаюшвидкоріжучої сталі Р6М5ФЗ фракції від 10 до 200 чи появу рідкої фази, що добре впливає на струкмкм, при цьому вміст кисню в порошку складав туру порошкової швидкоріжучої сталі та зумовлює 0,35% Далі порошок надходить у вакуумну шафу покращення якості інструменту Використання га2, де проходить його сушіння при температурі рячого видавлювання профільної частини ріжучого 150°С Потім порошок надходить на відпал у вакуінструменту дозволяє підвищити продуктивність та умну піч 3 Вакуумний відпал проводиться при текоефіцієнт використання швидкоріжучої сталі до мпературі 860°С з витримкою протягом 3 годин з 0,85 (при механічній обробці 0,45) наступним 3-х кратним термоциклюванням до теДана технологічна ЛІНІЯ ДОЗВОЛЯЄ ВИГОТОВЛЯТИ мператури 650°С (з витримкою 1 годину) Після І переробляти 20 т порошків швидкоріжучої сталі в чого порошок надходить в установку 4 для сортурік при ДВОХЗМІННІЙ роботі обладнання вання і сепарації, де видаляються неметалеві Таким чином, використання запропонованої включення, а також порошок фракції менше 40 мкм Потім порошок завантажується в прес-форму лінії, по виробництву ріжучого інструмента з породіаметром 33 мм, що встановлена на прес-молоті шків швидкоріжучих сталей, дозволяє підвищити 5 На прес-молоті відбувається статикодинамічне продуктивність, поліпшити якість інструмента і пресування порошку в результаті якого реалізупідвищити коефіцієнт використання швидкоріжучої ється двохстороння схема пресування На І етапі сталі статикодинамічного пресування відбувається ста 61550 Комп'ютерна верстка Н Кураєва Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing line for manufacture of cutting tools of high-speed steel powders
Автори англійськоюPozniak Leonid Oleksandrovych, Hohaiev Kazbek Oleksandrovych
Назва патенту російськоюТехнологическая линия по производству режущих инструментов из порошков быстрорежущих сталей
Автори російськоюПозняк Леонид Александрович, Гогаев Казбек Александрович
МПК / Мітки
МПК: B22F 3/20
Мітки: інструментів, швидкорізальних, виробництву, сталей, технологічна, різальних, порошків, лінія
Код посилання
<a href="https://ua.patents.su/3-61550-tekhnologichna-liniya-po-virobnictvu-rizalnikh-instrumentiv-z-poroshkiv-shvidkorizalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей</a>
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 53200
Опубліковано: 15.01.2003
Автори: Ульшин Віктор Іванович, Гогаєв Казбек Олександрович, Грибков Віктор Костянтинович, Позняк Леонід Олександрович
МПК: B22F 3/20
Мітки: технологічна, порошків, сталей, лінія, швидкорізальних, різальних, інструментів, виробництву
Формула / Реферат:
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що містить установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для холодного ізостатичного пресування заготовок, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, прес для гарячого пресування, яка відрізняється тим, що вона оснащена двома нагрівальними...
Спосіб виготовлення заготовок різальних інструментів із порошків швидкорізальних сталей
Номер патенту: 28275
Опубліковано: 16.10.2000
Автори: Гончаров Сергій Володимирович, Гогаєв Казбек Олександрович, Попов Віктор Петрович
МПК: B22F 3/20
Мітки: різальних, виготовлення, сталей, спосіб, заготовок, порошків, інструментів, швидкорізальних
Формула / Реферат:
Способ изготовления заготовок режущих инструментов из порошков, быстрорежущих сталей, включающий компактирование порошков, спекание, нагрев и горячую экструзию порошковой заготовки, отличающийся тем, что в установленную на гидравлическом прессе пресс-форму засыпают порошок бистрорежущей стали, прикладывают к порошку двухстороннее осевое давление 12-16 МПа и пропускают через него электрический ток, причем при нагреве порошка до температуры...
Спосіб виготовлення виробів з порошків швидкорізальних сталей /варіанти/
Номер патенту: 53156
Опубліковано: 15.01.2003
Автори: Ніколаєв Володимир Костянтинович, Санін Анатолій Федорович, Джур Євген Олексійович, Мироненко Петро Олексійович, Божко Сергій Анатолійович, Щеглова Людмила Леонідівна
МПК: B22F 3/12
Мітки: виробів, швидкорізальних, виготовлення, спосіб, варіанти, порошків, сталей
Формула / Реферат:
1. Спосіб виготовлення виробів з порошків швидкорізальних сталей, що включає одержання порошку розпиленням розплаву водою, сушіння і відпал, холодне пресування заготовки та її спікання, виготовлення виробу і заключну термообробку, який відрізняється тим, що після розпилення порошок обробляють рідиною, що кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у...
Спосіб отримання заготовок з важкодеформівних порошків
Номер патенту: 53203
Опубліковано: 15.01.2003
Автори: Ульшин Віктор Іванович, Гогаєва Тамара Казбеківна, Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич
МПК: B22F 3/02, B22F 3/12, B22F 3/00, B22F 3/16
Мітки: заготовок, отримання, порошків, важкодеформівних, спосіб
Формула / Реферат:
1. Крем - скраб, що містить структуроутворюючі компоненти, пилинг, масляну фазу, активні й відбілювальні добавки, консерванти та воду причому структуроутворюючі компоненти містять триетаноламін та емульсійний віск, якій відрізняється тим, що, додатково містить ланолін і трилон Б, як пилинг містить пісок, як масляну фазу містить соняшникову олію, як відбілювальну добавку містить буру, як активні добавки містить толокно та полімінерал на основі...
Технологічна лінія для виготовлення порошків алюмінію та його сплавів
Номер патенту: 14503
Опубліковано: 09.01.1997
Автори: Калінін Валерій Георгійович, Константінов Микола Борисович, Копершевич Павло Михайлович, Сімонов Віктор Сергійович, Нейков Олег Доміанович
МПК: B22F 9/08
Мітки: алюмінію, лінія, порошків, технологічна, виготовлення, сплавів
Формула / Реферат:
Технологическая линия для получения порошков алюминия и его сплавов, включающая резервуар-аккумулятор воды, плавильную печь, металлоприемник, диспергирующее устройство, камеру распыления, водоочистной фильтр, сушильную установку, отличающаяся тем, что она дополнительно снабжена холодильной машиной, гидроклассификатором, мешалкой, механическими обезвоживателями и газоотводящим устройством, при этом плавильная печь снабжена аспирационным...
Попередній патент: Спосіб визначення величини вкорочення однієї ноги
Наступний патент: Крутосхилий стрічковий конвеєр
Випадковий патент: Система видалення відпрацьованих газів у двигуні з коловим рухом циліндрів