Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 53200
Опубліковано: 15.01.2003
Автори: Гогаєв Казбек Олександрович, Грибков Віктор Костянтинович, Позняк Леонід Олександрович, Ульшин Віктор Іванович
Формула / Реферат
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що містить установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для холодного ізостатичного пресування заготовок, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, прес для гарячого пресування, яка відрізняється тим, що вона оснащена двома нагрівальними пристроями, установкою для порізки, додатковою установкою індукційного нагрівання, кривошипним пресом гарячого видавлювання і установкою для зварювання тертям, що установлені за пресом гарячого видавлювання, при цьому один з нагрівальних пристроїв установлений між кривошипним пресом і установкою для зварювання тертям.
Текст
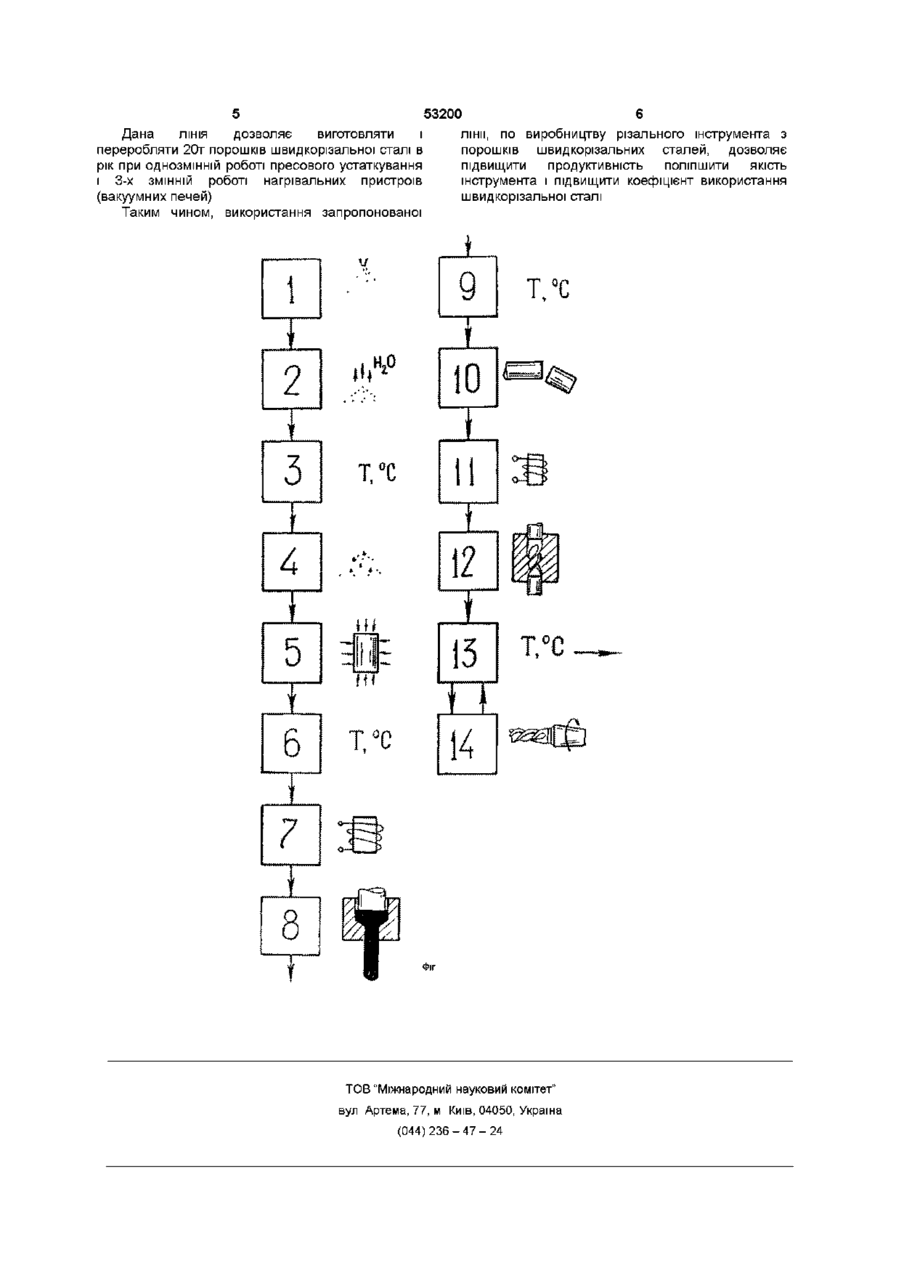
Технологічна ЛІНІЯ ПО виробництву різальних інструментів з порошків швидкорізальних сталей, що містить установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для холодного ізостатичного пресування заготовок, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, прес для гарячого пресування, яка відрізняється тим, що вона оснащена двома нагрівальними пристроями, установкою для порізки, додатковою установкою індукційного нагрівання, кривошипним пресом гарячого видавлювання і установкою для зварювання тертям, що установлені за пресом гарячого видавлювання, при цьому один з нагрівальних пристроїв установлений між кривошипним пресом і установкою для зварювання тертям Винахід відноситься до області порошкової металурги, зокрема, до пристроїв для виготовлення кінцевого різального інструмента, з порошків швидкорізальних сталей Відомий технологічний процес одержання заготовок з порошків швидкорізальних сталей (Hellman P The ASEA-STORA process high-speed Steels Metal Powder Report, 1977, 32, №3, p 79-84), що включає розпилення розплаву сталі інертним газом, сортування фракцій, заповнення порошком контейнера з маловуглецевої сталі, герметичну заварку контейнера, холодне гідростатичне пресування, попереднє нагрівання, гаряче ізостатичне пресування, кування, прокатку для одержання сортового металу Недоліком цієї технології є висока вартість її реалізації, тому що використовується гаряче ізостатичне пресування, після чого потрібна гаряча пластична деформація, а саме кування або прокатка і механічна обробка, яка полягає у видаленні матеріалу контейнера для одержання готового прутка Відомий також технологічний процес одержання заготовок з порошків швидкорізальних сталей (R J Causton, J Richardson, JJ Dankly Metallyrgia, Feb 79, p 126-130), що включає розпилення розплаву сталі водою, сушіння, відпал, сортування порошку, ізостатичне пресування порошку, спікання порошкових заготовок у вакуумі, нагрівання і кування заготовок Недоліком технології є те, що цей технологічний процес доцільно застосовувати при виробництві великих виробів (5-100кг) малими партіями (10-1000шт) Як прототип прийнятий технологічний процес одержання заготовок з порошків швидкорізальних сталей (J J Dunkly, RJ Causton Powder Met Int №3, 1976, p 115-117), що включає розпилення розплаву сталі водою, сушіння, відпал, сортування порошку, холодне ізостатичне пресування порошку, спікання заготовок у вакуумі, нагрів заготовок, гаряче пресування Недоліком даної технологи, при виготовленні різального інструмента, є її незавершеність, тому, під час кінцевої операції одержують пруток, з якого потім механічною обробкою може бути виготовлений кінцевий різальний інструмент типу фрез, МІТЧИКІВ і т п В основу винаходу «Технологічна ЛІНІЯ ПО виробництву різальних інструментів з порошків швидкорізальних сталей» поставлена задача підвищення продуктивності, поліпшення якості і підвищення коефіцієнту використання металу при виготовленні різального інструмента Поставлена задача вирішується таким чином, О о со ю 53200 що технологічна ЛІНІЯ ПО виробництву ріжучих інструментів з порошків швидкорізальних сталей складається з установки розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установки для холодного ізостатичного пресування заготовок, установки для спікання заготовок у вакуумі, установки індукційного нагрівання заготовок та пресу для гарячого пресування При цьому пропонована ЛІНІЯ оснащена двома нагрівальними пристроями, пристроєм для різання, додатковою установкою індукційного нагрівання, кривошипним пресом для гарячого видавлювання робочої профільної частини інструмента з прес-залишком і установкою для зварювання тертям, що встановлені після преса для гарячого пресування, причому один з нагрівальних пристроїв змонтовано між кривошипним пресом і установкою для зварювання тертям Зазначені ВІДМІННОСТІ підвищують продуктивність, коефіцієнт використання металу і дають можливість одержувати заготовки ріжучих інструментів високої якості На кресленні показана ПОСЛІДОВНІСТЬ розташування технологічного устаткування в лінії Технологічна ЛІНІЯ складається з установки розпилення розплаву сталі 1 фірми Devy-Levy D25 з ємністю печі 60кг, вакуумної шафи 2 для сушіння порошку моделі Vacuum Driers MKxl 1 (Англія), вакуумної печі 3 для відпалу порошку моделі ОКБ-8085, установки 4 для сортування і сепарації порошку моделі DL 400 03 fixed divider (Англія), установки холодного ізостатичного пресування заготовок 5 тиском 4200бар фірми National Force Europe (Англія), вакуумної печі 6 для спікання заготовок моделі Consar (Англія), установки індукційного нагрівання 7 моделі Neweleo Lnd (Англія) потужністю 105 кВт і частотою 8кГц, гідравлічного преса 8 зусиллям 5000КН моделі П-8337 для гарячого видавлювання , нагрівального пристрою 9 для відпалу заготовок моделі СНО-6х12x4/10И2 потужністю 75кВт, установки 10 для різання заготовок на мірні частини, установки індукційного нагрівання 11 моделі 13-3-100/2,4 потужністю 100кВт і частотою 2,4кГц, кривошипного преса 12 зусиллям 6300КН моделі К-2538 для гарячого видавлювання профільної заготовки інструмента з прес-залишком, нагрівального пристрою 13 для відпалу (високотемпературного відпускання) моделі СШО-612/10, установки 14 для зварювання тертям моделі МФ 327 Приклад На установці розпилення розплаву сталі водою високого тиску 1 був отриманий порошок швидкорізальної сталі Р6М6ФЗ фракції від 10 до 200мкм, при цьому вміст кисню в порошку складав 0,35% Далі порошок надходить у вакуумну шафу 2, де проходить його сушіння при температурі 150°С Потім порошок надходить на відпал у вакуумну піч 3 Вакуумний відпал проводиться при температурі 860°С з витримкою протягом 3 годин з наступним 3-х кратним термоцикл юванням до температури 650°С (з витримкою 1 годину) Після ЧОГО порошок надходить в установку 4 для сортування і сепарації, де видаляються неметалеві включення, а також порошок фракції менше 40мкм Потім порошок завантажується в еластичні циліндричні оболонки діаметром 100мм, що встановлюються в установку холодного ізостатичного пресування заготовок 5 Пресування порошку відбувається при тиску 4200бар ЩІЛЬНІСТЬ заготовки після гідростатичної обробки 67-68% Заготовки після холодного ізостатичного пресування піддають спіканню у вакуумній печі 6 по режиму з одногодинними витримками при температурах 1150°С, 1180°С і 1240°С Після чого температуру в печі опускають до 720°С і витримують при цій температурі протягом 5 годин і для зниження твердості) ЩІЛЬНІСТЬ заготовок після спікання 9596%, вміст кисню - 0,03%, геометричні розміри 0=67-68мм, гі=200мм Надалі заготовки нагріваються до температури 1050°С на установці індукційного нагрівання 7 і піддаються гарячому гідродинамічному видавлюванню на гідравлічному пресі 8 у такий спосіб заготовку встановлюють у контейнер штампа 0=7Омм, зверху на заготовку встановлюють графітову пробку і роблять видавлювання Графітова пробка забезпечує змащення між заготовкою і стінками контейнера, а також дає можливість одержувати пруток «напровал» через вічко матриці без прес-залишку Штамп підігрівався до температури 350°С Контроль температури штампа здійснювався термопарою У результаті гідродинамічного видавлювання отриманий пруток 0=21 мм, ЩІЛЬНІСТЮ 100 % від теоретичної Далі заготовки надходять у нагрівальний пристрій 9, в якому виконується відпал при температурі 840-860°С з 3-х годинною витримкою На установці 10 проводять різання прутків на мірні заготовки, що потім нагріваються на установці індукційного нагрівання 11 до температури 1130°С Нагріта заготовка встановлюється у штамп, що змонтований на столі кривошипного преса 12, де проводять гаряче видавлювання профільної ріжучої частини фрези, 0=2Омм із прес-залишком Шток пневмоциліндра, встановленого під столом преса робить виштовхування заготовки зі штампа Штамп підігрівається до температури 300°С Контроль температури здійснюється термопарою Заготовки після видавлювання надходять у нагрівальний пристрій 13, в якому проводиться ізотермічний відпал при температурі 750°С протягом 4 годин Потім на установці для зварювання тертям 14 проводять стикування профільної ріжучої частини фрези з порошкової швидкорізальної сталі Р6М5ФЗ і хвостової частини зі сталі 45 Отримана збірна заготовка піддається ізотермічному відпалу при температурі 750°С протягом 4 годин у нагрівальному пристрої 13 Отримана таким способом фреза 0=2Омм надалі піддається незначній механічній обробці, термообробці і заточуванню У результаті виробничих ІСПИТІВ СТІЙКІСТЬ кінцевих фрез 0=2Омм виготовлених з порошку Р6М5ФЗ на пропонованій лінії в 1,5 рази вище СТІЙКОСТІ фрез виготовлених за традиційною технологією зі сталі Р18 (кування зливка, гаряча прокатка і механічна обробка) при підвищенні коефіцієнта використання швидкорізальної сталі з 0,45 до 0,85 Дана ЛІНІЯ дозволяє виготовляти і переробляти 20т порошків швидкорізальної сталі в рік при ОДНОЗМІННІЙ роботі пресового устаткування і 3-х ЗМІННІЙ роботі нагрівальних пристроїв (вакуумних печей) Таким чином, використання запропонованої 53200 6 лінії, по виробництву різального інструмента з порошків швидкорізальних сталей, дозволяє підвищити продуктивність поліпшити якість інструмента і підвищити коефіцієнт використання швидкорізальної сталі т.°с т,°с ш І °С Фіг ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnological line for production of cutting tools from powders of high-cutting steels
Автори англійськоюHohaiev Kazbek Oleksandrovych, Pozniak Leonid Oleksandrovych, Hrybkov Viktor Kostiantynovych
Назва патенту російськоюТехнологическая линия по производству режущих инструментов из порошков быстрорежущих сталей
Автори російськоюГогаев Казбек Александрович, Позняк Леонид Александрович, Грибков Виктор Константинович
МПК / Мітки
МПК: B22F 3/20
Мітки: виробництву, швидкорізальних, інструментів, сталей, лінія, різальних, технологічна, порошків
Код посилання
<a href="https://ua.patents.su/3-53200-tekhnologichna-liniya-po-virobnictvu-rizalnikh-instrumentiv-z-poroshkiv-shvidkorizalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей</a>
Спосіб виготовлення заготовок різальних інструментів із порошків швидкорізальних сталей
Номер патенту: 28275
Опубліковано: 16.10.2000
Автори: Гогаєв Казбек Олександрович, Попов Віктор Петрович, Гончаров Сергій Володимирович
МПК: B22F 3/20
Мітки: спосіб, інструментів, різальних, виготовлення, заготовок, швидкорізальних, сталей, порошків
Формула / Реферат:
Способ изготовления заготовок режущих инструментов из порошков, быстрорежущих сталей, включающий компактирование порошков, спекание, нагрев и горячую экструзию порошковой заготовки, отличающийся тем, что в установленную на гидравлическом прессе пресс-форму засыпают порошок бистрорежущей стали, прикладывают к порошку двухстороннее осевое давление 12-16 МПа и пропускают через него электрический ток, причем при нагреве порошка до температуры...
Технологічна лінія для виготовлення порошків алюмінію та його сплавів
Номер патенту: 14503
Опубліковано: 09.01.1997
Автори: Нейков Олег Доміанович, Сімонов Віктор Сергійович, Калінін Валерій Георгійович, Копершевич Павло Михайлович, Константінов Микола Борисович
МПК: B22F 9/08
Мітки: алюмінію, лінія, порошків, технологічна, сплавів, виготовлення
Формула / Реферат:
Технологическая линия для получения порошков алюминия и его сплавов, включающая резервуар-аккумулятор воды, плавильную печь, металлоприемник, диспергирующее устройство, камеру распыления, водоочистной фильтр, сушильную установку, отличающаяся тем, что она дополнительно снабжена холодильной машиной, гидроклассификатором, мешалкой, механическими обезвоживателями и газоотводящим устройством, при этом плавильная печь снабжена аспирационным...
Спосіб одержання порошків, гранул і брикетів хімічно активних металів і сплавів та технологічна лінія для його здійснення
Номер патенту: 28403
Опубліковано: 16.10.2000
Автори: Куровський Валентин Якович, Рабін Павло Беніамінович, Васильєва Галина Іллівна, Нейков Олег Доміанович
МПК: B22F 9/04
Мітки: активних, технологічна, гранул, лінія, брикетів, спосіб, металів, одержання, здійснення, хімічної, сплавів, порошків
Формула / Реферат:
1. Способ получения порошков, гранул и брикетов химически активных металлов и сплавов, заключающийся в том, что исходный кусковой материал подвергают механическому измельчению и виброгрохочению в среде защитного газа в присутствии пленкообразующей композиции, отличающийся тем, что в измельченном материале отделяют заданные по крупности фракции, на основе которых приготавливают смесь шихтовых материалов, смесь подвергают контактированию, при...
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B22F 3/14
Мітки: переважно, спосіб, виготовлення, інструментальних, сталей, порошків, дротин
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Спосіб виробництва ватину з базальтового супертонкого волокна та технологічна лінія для його здійснення
Номер патенту: 24230
Опубліковано: 07.07.1998
Автори: Биков Віктор Миколайович, Городецький Олег Володимирович, Михайлов Іван Миколайович, Барабанщиков Олег Олександрович
МПК: D04H 1/00
Мітки: супертонкого, технологічна, базальтового, ватину, виробництва, здійснення, волокна, спосіб, лінія
Формула / Реферат:
1. Способ производства ватина из базальтового супертонкого волокна, включающий подготовку и прошивку волокнистого ковра, отличающийся тем, что подготовка заключается в расслоении исходного холста на заготовки толщиной 3 - 5 размеров прошивочных игл с последующей прокаткой их на вальцах с зазором равным 0,5 - 1,1 размера игл.2. Технологическая линия производства ватина из базальтового супертонкого волокна, содержащая оборудование для...
Попередній патент: Сонячна енергетична установка
Наступний патент: Ультразвуковий концентратор-інструмент з твердосплавним покриттям
Випадковий патент: Лікарський засіб у формі супозиторіїв на основі цинку сульфат гептагідрату