Спосіб виготовлення виробів з порошків швидкорізальних сталей /варіанти/
Номер патенту: 53156
Опубліковано: 15.01.2003
Автори: Санін Анатолій Федорович, Божко Сергій Анатолійович, Ніколаєв Володимир Костянтинович, Джур Євген Олексійович, Мироненко Петро Олексійович, Щеглова Людмила Леонідівна
Формула / Реферат
1. Спосіб виготовлення виробів з порошків швидкорізальних сталей, що включає одержання порошку розпиленням розплаву водою, сушіння і відпал, холодне пресування заготовки та її спікання, виготовлення виробу і заключну термообробку, який відрізняється тим, що після розпилення порошок обробляють рідиною, що кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у гідростаті з використанням еластичних оболонок із формою внутрішньої порожнини, що повторює форму виробу, спікання проводять у вакуумі до пористості менше 0,5 % при температурі 1100-1240°С з двома проміжними ізотермічними витримками при нагріванні, після спіканнязаготовку піддають гарячому ізостатичному пресуванню.
2. Спосіб за п. 1, який відрізняється тим, що холодне пресування порошку для одержання біметалічного кінцевого виробу здійснюють разом із сердечником із конструкційної сталі.
3. Спосіб за п. 1, який відрізняється тим, що при гарячому ізостатичному пресуванні заготовку виконують із щільним поверхневим шаром товщиною 1,0-1,5 мм із порошку з розміром часток у 2-5 разів менше середнього розміру часток основного порошку, причому спікання ведуть при температурі спікання порошку поверхневого шару до нульової пористості.
4. Спосіб виготовлення виробів з порошків швидкорізальних сталей, що включає одержання порошку розпиленням розплаву водою, сушіння і відпал, холодне пресування заготовки та її спікання, виготовлення виробу і заключну термообробку, який відрізняється тим, що після розпилення порошок обробляють рідиною, що легко кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у гідростаті з використанням еластичних капсул із внутрішньою порожниною, що має форму циліндра, спікання проводять у вакуумі до пористості 8-15 % при температурі 1100-1240°С з двома проміжними витримками в процесі нагрівання, після спікання заготовки відпалюють у вакуумі в термоциклічному режимі, причому відпал суміщають із спіканням, потім здійснюють гаряче екструдування заготовки.
5. Спосіб за п. 4, який відрізняється тим, що для одержання біметалічного виробу холодне пресування порошку здійснюють у заготовку з центральною циліндричною частиною з порошку конструкційної сталі і зовнішньою - із порошку швидкорізальної сталі.
6. Спосіб за п. 4, який відрізняється тим, що термоциклічний режим відпалу заготовки після спікання здійснюють таким чином: витримка при температурі 540-5 70°С протягом 0,5-1,5 години і 2-3-х кратний нагрів до температури вище точки Ас1 і охолодження нижче точки Ас1.
7. Спосіб за п. 4, який відрізняється тим, що гаряче екструдування здійснюють шляхом газової екструзії.
8. Спосіб за п. 4, який відрізняється тим, що перед екструзією заготовку виконують із щільним поверхневим шаром, створеним оплавленням поверхневого шару заготовки шляхом короткочасного підвищення температури печі.
9. Спосіб за пп. 4 і 8, який відрізняється тим, що щільний поверхневий шар утворюють поверхневим емалюванням заготовки шляхом занурення її у розплав емалі після спікання.
10. Спосіб за пп. 4 і 8, який відрізняється тим, що щільний поверхневий шар виконують товщиною 1,0-1,5 мм із порошку з розміром часток у 2-5 разів менше розміру часток основного порошку, причому спікання ведуть при температурі спікання порошку поверхневого шару до нульової пористості.
11. Спосіб за пп. 1 і 4, який відрізняється тим, що розпилення розплаву проводять при тиску води 14-17 МПа і перегріві розплаву вище температури плавлення на 140-200°С.
12. Спосіб за пп. 1 і 4, який відрізняється тим, що як рідину, що легко кипить, беруть рідину на основі етилового спирту, що містить (мас. %): ізоамілового спирту 0,1-0,5, цукру 0,1-0,5, метіоніну або цистеїну 0,005-0,1, причому об'єм рідини беруть 30-80 % від об'єму оброблюваного порошку.
13. Спосіб за пп. 1 і 4, який відрізняється тим, що режим термоциклювання при зм'якшуючому відпалі порошку у вакуумі після спікання здійснюють шляхом попереднього нагрівання до температури 540-570°С, із витримкою при цій температурі 0,5-1,5 години, охолодження та нагрівання до температури вище точки Ас1 з охолодженням нижче точки Ас1.
14. Спосіб за п. 4, який відрізняється тим, що в процесі спікання здійснюють азотування заготовки.
15. Спосіб за пп. 4 і 14, який відрізняється тим, що після азотування здійснюють емалювання заготовки.
Текст
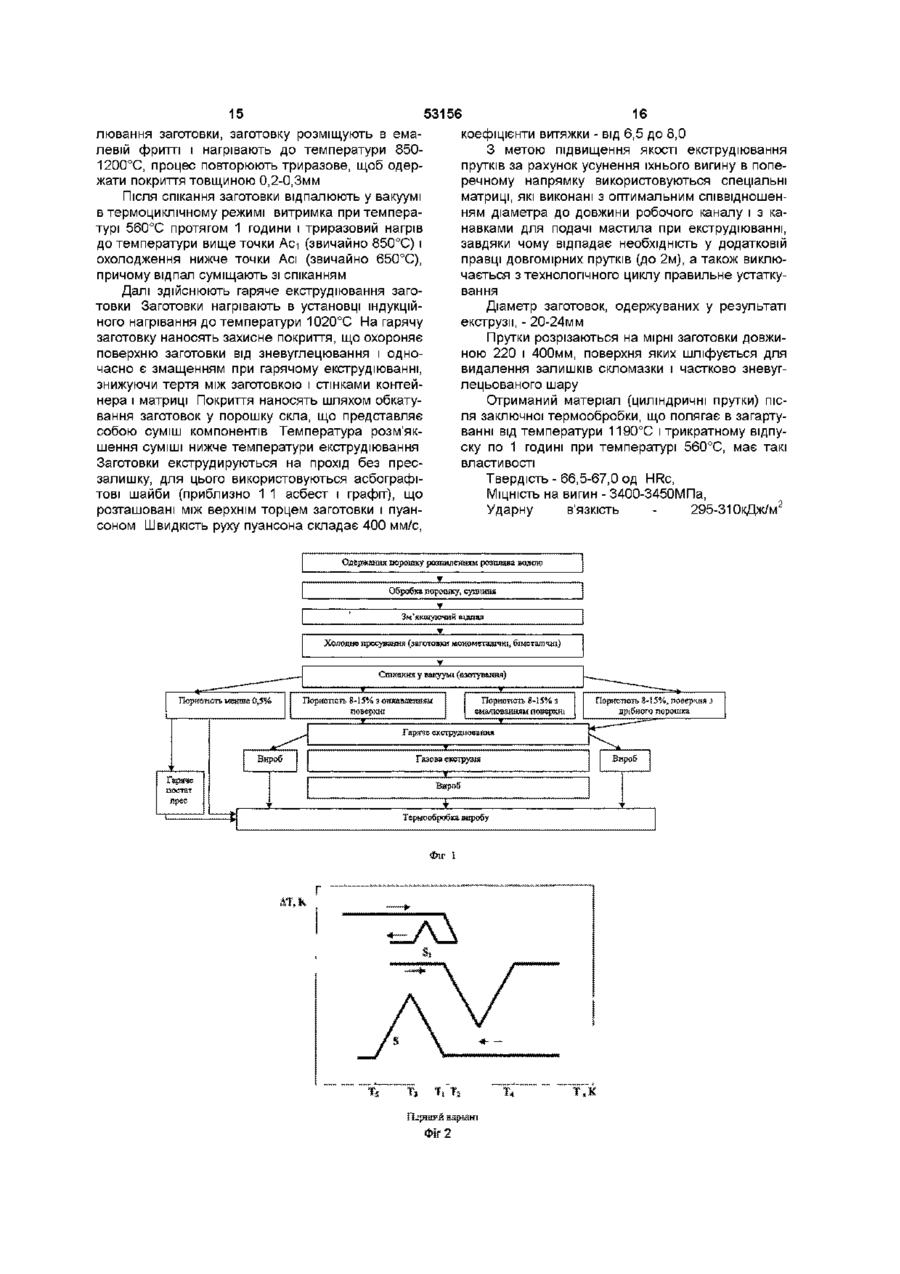
УКРАЇНА (19) U A (11)53156 (51)7B22F3/12 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видається під відповідальність власника патенту (54) СПОСІБ ВИГОТОВЛЕННЯ ВИРОБІВ З ПОРОШКІВ ШВИДКОРІЗАЛЬНИХ СТАЛЕЙ /ВАРІАНТИ/ (21)2002032350 (22) 25 03 2002 (24)15 01 2003 (46) 15 01 2003, Бюл № 1, 2003 р (72) Санін Анатолій Федорович, Божко Сергій Анатолійович, Мироненко Петро Олексійович, Джур Євген Олексійович, Щеглова Людмила Леонідівна, Ніколаєв Володимир Костянтинович (73) ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у гідростаті з використанням еластичних оболонок із формою внутрішньої порожнини, що повторює форму виробу, спікання проводять у вакуумі до пористості менше 0,5 % при температурі 1100-1240°С з двома проміжними ізотермічними витримками при нагріванні, після спікання заготовку піддають гарячому ізостатичному пресуванню 2 Спосіб за п 1, який відрізняється тим, що холодне пресування порошку для одержання біметалічного кінцевого виробу здійснюють разом із сердечником із конструкційної сталі 3 Спосіб за п 1, який відрізняється тим, що при гарячому ізостатичному пресуванні заготовку виконують із щільним поверхневим шаром товщиною 1,0-1,5 мм із порошку з розміром часток у 2-5 разів менше середнього розміру часток основного порошку, причому спікання ведуть при температурі спікання порошку поверхневого шару до нульової пористості 4 Спосіб виготовлення виробів з порошків швидкорізальних сталей, що включає одержання порошку розпиленням розплаву водою, сушіння і відпал, холодне пресування заготовки та и спікання, виготовлення виробу і заключну термообробку, який відрізняється тим, що після розпилення порошок обробляють рідиною, що легко кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у гідростаті з використанням еластичних капсул із внутрішньою порожниною, що має форму циліндра, спікання проводять у вакуумі до пористості 8-15 % при температурі 1100-1240°С з двома проміжними витримками в процесі нагрівання, після спікання заготовки відпалюють у вакуумі в термоциклічному режимі, причому відпал суміщають із спіканням, потім здійснюють гаряче екструдування заготовки 5 Спосіб за п 4, який відрізняється тим, що для одержання біметалічного виробу холодне пресування порошку здійснюють у заготовку з центральною циліндричною частиною з порошку конструкційної сталі і зовнішньою - із порошку швидкорізальної сталі 6 Спосіб за п 4, який відрізняється тим, що термоциклічний режим відпалу заготовки після спікання здійснюють таким чином витримка при температурі 540-5 70°С протягом 0,5-1,5 години і 2-3-х кратний нагрів до температури вище точки Асі і охолодження нижче точки Асі 7 Спосіб за п 4, який відрізняється тим, що гаряче екструдування здійснюють шляхом газової екструзії 8 Спосіб за п 4, який відрізняється тим, що перед екструзією заготовку виконують із щільним поверхневим шаром, створеним оплавленням поверхневого шару заготовки шляхом короткочасного підвищення температури печі 9 Спосіб за пп 4 і 8, який відрізняється тим, що щільний поверхневий шар утворюють поверхневим емалюванням заготовки шляхом занурення и у розплав емалі після спікання 10 Спосіб за пп 4 і 8, який відрізняється тим, що щільний поверхневий шар виконують товщиною 1,0-1,5 мм із порошку з розміром часток у 2-5 разів менше розміру часток основного порошку, причому спікання ведуть при температурі спікання порошку поверхневого шару до нульової пористості 11 Спосіб за пп 1 і 4, який відрізняється тим, що розпилення розплаву проводять при тиску води 14-17 МПа і перегріві розплаву вище температури плавлення на 140-200°С 12 Спосіб за пп 1 і 4, який відрізняється тим, що як рідину, що легко кипить, беруть рідину на основі етилового спирту, що містить (мас %) ізоамілового спирту 0,1-0,5, цукру 0,1-0,5, метіоніну або цистеїну 0,005-0,1, причому об'єм рідини беруть 30-80 % від об'єму оброблюваного порошку 13 Спосіб за пп 1 і 4, який відрізняється тим, що режим термоциклювання при зм'якшуючому відпалі порошку у вакуумі після спікання здійснюють шляхом попереднього нагрівання до температури 540-570°С, із витримкою при цій температурі 0,51,5 години, охолодження та нагрівання до темпе (О ю C O Ю З 53156 4 ратури вище точки Асі з охолодженням нижче точ15 Спосіб за пп 4 114, який відрізняється тим, що ки Асі після азотування здійснюють емалювання заготов14 Спосіб за п 4, який відрізняється тим, що в ки процесі спікання здійснюють азотування заготовки Винаходи належать до порошкової металурги, зокрема до способів виготовлення виробів із порошків швидкоріжучих сталей, та можуть бути використані у будь-якій галузі машинобудування Відомий спосіб виготовлення виробів з порошків швидкоріжучих сталей, наведений англійською фірмою "Powdrex Ltd" (Позняк Л А , Инструментальные стали Изд-во «Наукова думка», Киев, 1996, С 205-206), що включає одержання порошку розпиленням розплава водою, сушіння і відпал, холодне пресування заготовки та и спікання, виготовлення виробу із заготовки і заключну термообробку У даному способі пресування здійснюють на механічних пресах або у гідростатах, спікання - у вакуумі при температурі 1000-1300°С, при цьому пористість порошкових заготовок не перевищує 2%, а лінійна усадка складає приблизно 10% Рівень властивостей не задовольняє експлуатаційним вимогам до конкретних виробів із швидкоріжучих сталей, зокрема, по МІЦНОСТІ та інших характеристиках якості Це обумовлено тим, що при одержанні порошку цим способом визначаються знижені властивості порошку, а саме висока мікротвердість, огрублена мікроструктура, збільшений розмір зерна, що знижує МІЦНІСТЬ ГОТОВОГО виробу Крім того, високе значення усадки призводить до викривлення форми готового виробу, тобто одержувана заготовка далека за розмірами та формою від заготовок конкретних виробів В основу винаходу поставлена задача у способі виготовлення виробів з порошків швидкорізальних сталей шляхом введення нових операцій та режимів у технологічний процес одержання порошкової швидкоріжучої сталі та виготовлення виробів із неї заданої форми забезпечити підвищення якості виробів, та одночасно, МІЦНОСТІ та експлуатаційних характеристик Поставлена задача за першим варіантом вирішується тим, що у способі виготовлення виробів з порошків швидкорізальних сталей, що включає одержання порошку розпиленням розплава водою, сушіння і відпал, холодне пресування заготовки та и спікання, виготовлення виробу і заключну термообробку, згідно з винахідом після розпилення порошок обробляють рідиною, що легко кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у гідростаті з використанням еластичних оболонок із формою внутрішньої порожнини, що повторює форму виробу, спікання проводять у вакуумі до пористості менше 0,5% при температурі 1100-1240°С з двома проміжними ізотермічними витримками при нагріванні, після спікання заготовку піддають гарячому ізостатичному пресуванню Для одержання біметалічного кінцевого виро бу холодне пресування порошку здійснюють разом із сердечником із конструкційної сталі При гарячому ізостатичному пресуванні заготовку виконують із щільним поверхневим шаром товщиною 1,0-1,5мм із порошку з розміром часток у 2-5 разів менше середнього розміру часток основного порошку, причому спікання ведуть при температурі спікання порошку поверхневого шару до нульової пористості Розпилення розплаву проводять при тиску води 14-17МПа і перегріві розплаву вище температури плавлення на 140-200°С У якості рідини, що легко кипить, беруть рідину на основі етилового спирту, що містить (мас %) ізоамилового спирту 0,1-0,5, цукру 0,1-0,5, метіоніну або цистеїну 0,005-0,1, причому об'єм рідини беруть 30-80% від об'єму оброблюваного порошку Після сушіння режим термоциклювання при зм'якшуючому відпалі порошку у вакуумі здійснюють шляхом попереднього нагрівання до температури 540-570°С з витримкою при цій температурі 0,5-1,5 години і охолодження та нагрівань до температури вище точки Асі З охолодженням нижче точки Асі Поставлена задача за другим варіантом вирішується тим, що у способі виготовлення з порошків швидкоріжучих сталей, що включає одержання порошку розпиленням розплава водою, сушіння і відпал, холодне пресування заготовки та и спікання, виготовлення виробу і заключну термообробку, згідно з винахідом, після розпилення порошок обробляють рідиною, що легко кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у гідростаті з використанням еластичних капсул із внутрішньою порожниною, що має форму циліндра, спікання проводять у вакуумі до пористості 8-15% при температурі 11001240°С з двома проміжними витримками в процесі нагрівання, після спікання заготовки відпалюють у вакуумі в термоциклічному режимі, причому відпал суміщають із спіканням, потім здійснюють гаряче екструдіювання заготовки Для одержання біметалічного виробу холодне пресування порошку здійснюють у заготовку із центральною циліндричною частиною з порошку конструкційної сталі і зовнішньою - із порошку швидкоріжучої сталі Після спікання термоциклічний режим відпалу заготовки здійснюють таким чином витримка при температурі 540-570°С протягом 0,5-1,5 години і 23-х кратний нагрів до температури вище точки Асі і охолодження нижче точки Асі Гаряче екструдіювання може бути здійснено шляхом газової екструзії Перед екструзією заготовку виконують із щільним поверхневим шаром, створеним оплавленням 53156 поверхневого шару заготовки шляхом короткочасного підвищення температури печі Перед екструзією заготовку виконують із щільним поверхневим шаром, який створюють поверхневим емалюванням заготовки шляхом занурення и у розплав емалі після спікання Перед екструзією заготовку виконують із щільним поверхневим шаром товщиною 1,0г 1,5мм із порошку з розміром часток у 2-5 разів менше розміру часток основного порошку, причому спікання ведуть при температурі спікання порошку поверхневого шару до нульової пористості Розпилення розплаву проводять при тиску води 14-17МПа і перегріві розплаву вище температури плавлення на 140-200°С У якості рідини, що легко кипить, беруть рідину на основі етилового спірту, що містить (мас %) ізоамилового спирту 0,1-0,5, цукру 0,1-0,5, метіоніну або цистеїну 0,005-0,1, причому об'єм рідини беруть 30-80% від об'єму оброблюваного порошку Після сушіння режим термоциклювання при зм'якшуючому відпалі порошку у вакуумі здійснюють шляхом попереднього нагрівання до температури 540-570°С з витримкою при цій температурі 0,5-1,5 години і охолодження та нагрівань до температури вище точки Асі з охолодженням нижче точки Асі У процесі спікання здійснюють азотування заготовки Після азотування здійснюють емалювання заготовки Використання методу розпилення розплаву швидкоріжучої сталі, при якому розпилення розплаву проводять при тиску води 14-17МПа і перегріві розплаву вище температури плавлення на 140-200°С дає можливість одержувати порошок, частинки якого мають більш низьку мікротвердість після розпилення в порівнянні з традиційно одержуваними порошками швидкоріжучої сталі, а також сприяє одержанню порошків більш однорідного гранулометричного складу Введення операції обробки вологого порошку рідиною, що легко кипить, на основі етилового спірту, що містить (мас %) ізоамилового спирту 0,1-0,5, цукру 0,1-0,5, метіоніну або цистеїну 0,0050,1 у об'ємі 30-80% від об'єму оброблюваного порошку, дає можливість підвищити технологічні властивості порошку (насипну ЩІЛЬНІСТЬ, текучість, ущільнення під час холодного пресування) і стабілізувати вміст кисню Останньому сприяє наступне сушіння у вакуумі Якщо вакуумне сушіння проводити відразу після розпилення (без обробки), то вміст кисню звичайно збільшується до 0,220,25мас % порівняно з 0,16-0,18мас % у початковому стані Таким чином, обробка порошку рідиною із наступним сушінням у вакуумі підвищує технологічні властивості порошку і дозволяє зберегти вихідний вміст кисню у порошку, що поліпшує механічні властивості Здійснення зм'якшуючого відпалу порошку у вакуумі після сушіння з заданим режимом термоциклювання, а саме попереднє нагрівання до температури 540-570°С з витримкою при цій температурі 0,5-1,5 години і охолодження та нагрівань до температури вище точки Асі з охолодженням нижче точки Ас-і, позволяє забезпечити - зниження твердості часток порошку, - виключення утворення міцного спікання після відпалу, що виключає необхідність проведення операції розмелу перед пресуванням і використання розмельного устаткування, - зберігання вихідного гранулометричного складу порошку, отриманого при розпиленні, що є сприятливим для спікання пресовок із швидкоріжучнх сталей, - поліпшення пресованості, оскільки тиск пресування порошку відповідає значенням, характерним для традиційного ізотермічного відпалу Все вищеназване поліпшує технологічні властивості порошку, що у результаті виявляється на якості та експлуатаційних властивостях виробів Здійснення холодного пресування заготовки у гідростаті, за першим варіантом, з використанням еластичних оболонок із формою внутрішньої порожнини, що повторює форму виробу, забезпечує виготовлення виробу заданої форми, з геометричними розмірами, визначеними з урахуванням усадки при пресуванні і спіканні До того ж, здійснення холодного пресування порошку швидкоріжучої сталі із сердечником із конструкційної сталі забезпечує одержання біметалічного кінцевого виробу, як заданого різновиду Вибір температури спікання у межах 11001240°С з двома проміжними ізотермічними витримками при нагріванні, заснований на використанні методу диференціального термічного аналізу і наявних даних про залежність усадки від змісту рідкої фази та залежності значення температури спікання від ХІМІЧНОГО складу сталі, властивостей порошку і необхідного рівня кінцевої пористості заготовок менше 0,5% - у першому варіанті, 815% - у другому варіанті, забезпечує поліпшення експлуатаційних характеристик заготовок Гаряче ізостатичне пресування заготовки здійснюється після спікання за першим варіантом із забезпеченням створення щільного поверхневого газонепроникного шару на поверхні заготовки Причому, виконання заготовки із щільним поверхневим шаром товщиною 1,0-1,5мм із порошку з розміром часток у 2-5 разів менше середнього розміру часток основного порошку та спікання її при оптимальній температурі забезпечує ущільнення поверхневого шару до нульової пористості, при цьому використовується факт різниці температур спікання порошків швидкоріжучої сталі з різними розмірами часток Таким чином виключається перегрів основного матеріалу, зберігається дрібнозерниста структура, знижується брак при спіканні, немає необхідності у видаленні поверхневого шару після гарячого ізостатичного пресування, що у результаті впливає на якість виробу Здійснення холодного пресування заготовки у гідростаті, за другим варіантом, з використанням еластичних капсул із внутрішньою порожниною, що має форму циліндра, також забезпечує виготовлення виробу заданої форми, зокрема циліндричних прутків, та передбачає використання наступного гарячого екструдіювання, що дає можливість одержувати мікроструктуру поліпшеної якості До того ж, здійснення холодного пресування заготовки із центральною циліндричною частиною з порошку конструкційної сталі і зовнішньою - із 53156 8 ти) порошку швидкоріжучої сталі дозволяє одержати Заявлений спосіб за першим варіантом здійсбіметалічний вироб, як заданий різновид цилінднюється таким чином ричної форми Одержання порошку Наступне спікання заготовки, азотування в Одержання порошку швидкоріжучої сталі здійпроцесі спікання з наступним емалюванням та снюють за методом розпилення розплаву швидкосумісний зі спіканням відпал забезпечують виготоріжучої сталі заданого ХІМІЧНОГО складу водою влення заготовки під наступне гаряче екструдіюРозпилення розплаву проводять при тиску води вання необхідного рівня пористості (8-15%) та під14-17МПа і перегріві розплаву вище температури вищених експлуатаційних властивостей, тобто плавлення на 140-200°С забезпечується ЩІЛЬНІСТЬ І однорідність виробу, мікроструктура гарної якості - дрібне зерно, дрібні, Обробка порошку рівномірно розподілені карбіди, щільний газонеПісля розпилення шлам (порошок із водою) проникний шар поверхні відкачують у відстойник, де порошок осідає в прийомному контейнері Вологий порошок обробляЗокрема, здійснювання азотування заготовки в ють безпосередньо в контейнері рідиною, що легко процесі спікання впливає на підвищення її експлукипить, на основі етилового спірту, що містить атаційних властивостей, оскільки умови проведен(мас %) ізоамилового спирту 0,1-0,5, цукру 0,1ня даної операції (температурний режим, витримка 0,5, метіоніну або цистеїну 0,005-0,1, причому об'при фіксованій температурі у атмосфері азоту) єм рідини беруть 30-80% від об'єму оброблювановибрані оптимальними як у відношенні найбільшої го порошку інтенсивності дифузії азоту в матеріал заготовки, так і в забезпеченні умов, що виключають усадку Сушіння порошку заготовки і зменшення наскрізної пористості, неПісля насичення об'єму порошкової маси даобхідної для процесу азотування ною рідиною проводять продування контейнера стиснутим повітрям Порошок витягається з конВикористання емалювання після спікання з тейнера і піддається сушінню у вакуумній шафі на азотуванням забезпечує створення щільного газопіддонах або у вакуумній сушарці барабанного непроникного шару на поверхні заготовки шляхом типу при залишковому тиску 13,1МПа і температуодержання покриття товщиною 0,2-0,Змм під нарі 140-150°С Тривалість сушки у вакуумній шафі ступне гаряче екструдіювання, крім того, щільний 1,5-2,0 години, у барабанній сушарці не більш 1,5 шар емалі на поверхні запобігає окислюванню годин сталі при нагріванні під гаряче екструдіювання Проведення спікання з оплавленням поверхЗм'якшуючий відпал невого шару заготовки перешкоджає окислюванню Після сушіння здійснюють зм'якшуючий відпал сталі при наступному нагріванні до температури порошку у вакуумі з використанням режиму тергарячого екструдіювання моциклювання Порошок нагрівається попередньо до температури 540-570°С, проводиться витримка Використання поверхневого емалювання загопротягом 0,5-1,5 години Термоциклювання здійстовок також запобігає окислюванню сталі при нанюється нагріванням із максимально можливою гріванні під гаряче екструдіювання швидкістю вище температури Асі (звичайно 850°С) Виконання поверхневого шару із порошку з і охолодженням до температури нижче Асі (звирозміром часток у 2-5 разів менше розміру часток чайно 650°С) Тривалість витримки при максимаосновного порошку товщиною 1,0-, 15мм при спільній і мінімальній температурах 0,5 години, КІЛЬканні з температурою спікання поверхневого шару КІСТЬ повних циклів нагрівання і охолодження 2 або до нульової пористості створює щільний газонеЗ Після заключного циклу порошок охолоджується проникний поверхневий шар, що також охороняє разом з піччю від окислювання Проведення операції екструдіювання позволяє Після відпалювання порошок піддають магнітодержати довгомірні прутки (до 2м), причому відному очищенню і розсіву через сито з вічком падає необхідність у їх додатковій правці, чим ви200мкм, частинки більш 200мкм повертаються до ключається правильне устаткування з технологічповторної переробки Для одержання виробів виного циклу користовується порошок із розміром часток менше 200мкм Здійснення гарячого екструдіювання шляхом газової екструзії забезпечує виготовлення інструХолодне пресування порошку ментів малого перетину з високими значеннями Холодне пресування заготовки здійснюють в твердості і механічних властивостей після наступустановці холодного гідростатичного пресування ної термічної обробки, зокрема загартування (гідростаті) Використовуються еластичні оболонки з матеріалу типу Пластизол, форма внутрішньої Таким чином, сукупність операцій та режимів у порожнини яких повторює форму виробу з урахутехнологічному процесі виготовлення виробів з ванням зміни розмірів при пресуванні і спіканні порошків швидкоріжучих сталей за наведеними Порошок засипають в еластичну оболонку з вібропершим та другим варіантами дозволяє одержати ущільненням, герметизирують пробкою з Пластивироби підвищеної якості, а також МІЦНОСТІ та ексзолу Оболонку з порошком пресують при тиску плуатаційних характеристик 250-400МПа Спосіб пояснюється кресленням Фіг 1 - технологічна схема виготовлення вироДля одержання біметалічного кінцевого виробів з порошків швидкоріжучих сталей (два варіанбу холодне пресування здійснюють разом із серти), дечником із конструкційної сталі Фіг 2 - графік, термічна крива, за допомогою Спікання заготовок якої визначають температуру спікання (два варіанСпікання видаленої з оболонки пресовки про 53156 10 рошку тієї ж сталі Така заготовка з поверхневим шаром товщиною 1,0-1,5мм утворюється (подібно одержанню біметалічної заготовки) в процесі одного циклу гідростатичного пресування Середній розмір часток основного порошку 40-120мкм, а середній розмір часток порошку поверхневого шару в 2-5 разів менше цих значень Спікання проводиться при оптимальній температурі, що забезпечує ущільнення поверхневого шару до нульової пористості Використовується факт різниці температур спікання порошків швидкоріжучої сталі з різними розмірами часток Заключна термообробка Термообробка отриманої заготовки (інструмента) полягає в загартуванні та відпустці за визначеними режимами Заявлений спосіб за другим варіантом здійснюється таким чином Операції одержання порошку, його обробка, сушіння та зм'якшуючий відпал аналогічні операціям за першим варіантом Відпалений порошок піддається магнітному очищенню й розсіву через сита з вічком 200мкм і 20мкм Фракції порошку з розміром часток менше 20мкм і з розміром часток більше 20мкм, але менше 200мкм збираються окремо Холодне пресування порошку Холодне пресування заготовки здійснюють в установці холодного гідростатичного пресування (гідростаті) Використовуються еластичні капсули з матеріалу типу Пластизол із внутрішньою порожниною, що має форму циліндра Порошок двох фракцій засипають в еластичну капсулу, при цьому використовують розділювальний елемент - тонкостінну трубу, яка встановлена вертикально у внутрішній порожнині капсули, та яка видаляється після віброущільнення Капсулу з порошком пресують при тиску 350МПа Спікання проводиться при температурі, при Для виготовлення біметалічного виробу загоякій відносний зміст рідкої фази становить не метовку пресують із центральною циліндричною часнше 0,09 тиною з порошку конструкційної сталі і зовнішньої Після спікання пористість матеріалу не переіз порошку швидкоріжучої сталі з попереднім засивищує 0,5% панням порошку в капсулу і віброущільненням із У даному варіанті способу обробка пресовок застосуванням розділ ювального елемента, що закінчується спіканням до цього значення порисвидаляється після віброущільнення тості (менша 0,5%), можливе одержання готового Спікання заготовок, азотування, емалювання, виробу складної форми без гострих ріжучих кровідпал мок, або зносостійких виробів із швидкоріжучих сталей неінструментального призначення У даВилучену пресовку, що має форму циліндра, ному випадку заготовка має форму виробу, що спікають у вакуумі до пористості 8-15% при темпевиготовляється ратурі 1100-1240°С з залишковим тиском 6,6-10 Па з двома проміжними витримками в процесі Гаряче ізостатичне пресування нагрівання Після спікання заготовку піддають гарячому Значення температури спікання, як і за перізостатичному пресуванню при температурі шим варіантом, залежить від ХІМІЧНОГО складу ста1150°С і тиску 120МПа, цю операцію проводять з лі, властивостей порошку і необхідного рівня кінметою усунення залишкової пористості цевої пористості заготовок Дві проміжні ізотермічДля створення поверхневого газонепроникноні витримки проводять по 1-2 години при го шару до гарячого ізостатичного пресування затемпературах 950°С і 1150°С готовку виконують, наприклад, з щільним поверхневим шаром товщиною 1,0-1,5мм із порошку з У даному способі визначення температури спірозміром часток у 2-5 разів менше середнього кання проводиться на одному зразку з викорисрозміру часток основного порошку танням методу диференціального термічного аналізу і наявних даних про залежність усадки від Одержання заготовки з щільним газонепронизмісту рідкої фази (однакова для різних марок клим поверхневим шаром здійснюється в такий швидкоріжучих сталей) спосіб на поверхні пресовки з порошку швидкоріжучої сталі створюють шар із більш дрібного поНа фіг 3 (другий варіант) наведена термічна водять у вакуумі до пористості менше 0,5% при температурі 1100-1240°С з залишковим тиском 2 6,6 10 Па з двома проміжними ізотермічними витримками при нагріванні Значення температури спікання залежить від ХІМІЧНОГО складу сталі, властивостей порошку і необхідного рівня кінцевої пористості заготовок Дві проміжні ізотермічні витримки проводять по 1-2 години при температурах 950°Сі 1150°С Традиційно для визначення оптимальної температури спікання швидкоріжучих сталей використовуються від трьох до п'яти контрольних спікань зразків з наступним заміром розміру їхньої усадки і вивченням мікроструктури після спікання У даному способі визначення температури спікання проводиться на одному зразку з використанням методу диференціального термічного аналізу і наявних даних про залежність усадки від змісту рідкої фази (однакова для різних марок швидкоріжучих сталей) На фіг 2 (перший варіант) наведена термічна крива, за допомогою якої визначають температуру спікання Зразок нагрівається до температури Ті при якій починається утворення рідкої фази При цьому відбувається відхилення термічної кривої Нагрівання продовжується до температури Тг, при якій необхідно визначити зміст рідкої фази Після цього зразок охолоджується до температури Тз, при якій завершується кристалізація рідкої фази На термічній кривій утворюється пік з площею Si Остаточний нагрів проводиться до повного розплавлення зразка при температурі Т4 Це фіксується по виходу термічної кривої на горизонтальний початковий рівень Потім знову проводять охолодження до завершення кристалізації, площа термічного піку, який утворюється, S Відносний ЗМІСТ рідкої фази ^2 при температурі Тг визначається з співвідношення ^2-Si/S 12 11 53156 крива, за допомогою якої визначають температуру Заготовки нагрівають в установці індукційного спікання Зразок нагрівається до температури Ті нагрівання в захисній атмосфері (азот) до темпепри якій починається утворення рідкої фази При ратури 1000-1050°С цьому відбувається відхилення термічної кривої На гарячу заготовку наносять захисне покритНагрівання продовжується до температури Тє, при тя шляхом обкатування заготовок у порошку скла якій необхідно визначити зміст рідкої фази Після Заготовки екструдирують на прохід без пресцього зразок охолоджується до температури Тз, залишку, для цього використовують асбографітові при якій завершується кристалізація рідкої фази шайби (приблизно 1 1 асбест і графіт), що розтаНа термічній кривій утворюється пік з площею S2 шовуються між верхнім торцем заготовки і пуансоОстаточний нагрів проводиться до повного розном Швидкість руху пуансона складає 350-500 плавлення зразка при температурі Т4 Це фіксумм/с, коефіцієнти витяжки - від 4,5 до 9,0 ється по виходу термічної кривої на горизонтальПри екструдіюванні використовують спеціальні ний початковий рівень Потім знову проводять матриці, які виконані з оптимальним співвідношенохолодження до завершення кристалізації, площа ням діаметра до довжини робочого каналу і з катермічного піку, який утворюється, S Відносний навками для подачі мастила при екструдіюванні ЗМІСТ рідкої фази ^2 при температурі Тє визначаДіаметр заготовок, які одержані у результаті ється з співвідношення ^2-S2/S екструдіювання - 18-30мм Далі прутки розрізають на мірні заготовки, наСпікання проводиться при температурі, при приклад, довжиною 220 і 400мм, поверхня яких якій відносний зміст рідкої фази становить від шліфується для видалення залишків скломазки і 0,055 до 0,07 частково зневуглецьованого шару Після спікання пористість матеріалу складає 8Газова екструзія 15% Ріжучі інструменти малого перетину виготовУ процесі спікання здійснюють азотування заляють методом газової екструзії, для цього викоготовки Для цього після нагрівання пресовок у ристовують гарячеекструдовані і спечені заготовки вакуумі до 1100-1150°С їх витримують при фіксодовжиною 400мм Ступені деформації при газовій ваній температурі в атмосфері азоту протягом екструзії складають 90,0-97,5% 0,25-0,75 години, потім спікають Температури газової екструзії складають 1050Нагрів у вакуумі проводять для рафінування 1200°С і залежать від ступеня деформації поверхні наскрізних пор, що поліпшує процес азоЗаключна термообробка тування По наскрізних порах азот проникає на Термообробка отриманої заготовки (інструмевсю глибину заготовки, збільшується площа актинта) полягає в загартуванні та відпустці за визнавної поверхні матеріалу з азотною атмосферою ченими режимами Перед заключним спіканням азот відкачують і створюють вакуум Суть винаходу пояснюється конкретними прикладами Спікання у вакуумі сприяє рафінуванню пор по Приклад 1 (перший варіант) всьому перерізу заготовки, а при наступній гарячій Спосіб виготовлення зуборізного різця фрезеобробці тиском, зокрема гарячому екструдіюванні, рної головки з порошку швидкоріжучої сталі відбувається схлопування і зварювання пор, що підвищує ЩІЛЬНІСТЬ і однорідність виробу Порошок швидкоріжучої сталі ВІДПОВІДНОГО ХІМІЧНОГО складу (мас %) вуглець - 1,26, вольфрам Після спікання з азотуванням заготовку розмі- 5,97, молібден - 5,20, хром - 3,95, ванадій - 2,80, щують в емалевій фритті і нагрівають до темперамарганець -0,20, кремній - 0,13, залізо - основа, тури 850-1200°С Для наступного гарячого екструодержують розпиленням розплава водою При діювання процес повторюють триразово цьому розпилення розплаву проводять при тиску Після спікання циліндричні заготовки відпаводи 14,1 МПа, а температура розплава перед люють у вакуумі по термоциклічному режиму вирозпиленням складає 1540°С тримка при 540-570°С протягом 0,5-1,5 години і 2Після розпилення шлам (порошок із водою) 3-кратний нагрів до температури вище точки Асі відкачують у відстойник, де порошок осідає в при(850°С) і охолодження нижче точки Асі (650°С) йомному контейнері Контейнер від'єднують від Відпал суміщають із спіканням відстійника, здійснюють його продування стиснуОплавлення поверхневого шару заготовки, потим повітрям для видалення надлишків води верхневе емалювання, створення шару із більш Вологий порошок обробляють безпосередньо дрібного порошку в контейнері рідиною, що легко кипить, на основі Спікання проводять з оплавленням поверхнеетилового спирту, що містить (мас %) ізоамилового шару заготовок при збереженні внутрішньої вого спирту - 0,3, цукру - 0,24, цистеїну - 0,09, припористості шляхом короткочасного підвищення чому об'єм розчину становить 0,6 від об'єму поротемператури печі шку Щільний поверхневий гар створюють також Порошок висушують у вакуумній шафі при теповерхневим емалюванням заготовок шляхом зампературі 140°С протягом 2-х годин нурення їх у розплав емалі після спікання Після сушіння здійснюють зм'якшуючий відпал Також щільний поверхневий шар може бути порошку у вакуумі у режимі термоциклювання виконаний товщиною 1,0-1,5мм із порошку з розміпопереднє нагрівання до температури 560°С з ром часток у 2-5 разів менше розміру часток основитримкою при цій температурі 1 годину і охоловного порошку, причому спікання ведуть при темдження, нагрівання до температури вище точки пературі спікання порошку поверхневого шару до Асі (звичайно 850°С) і охолодження нижче точки нульової пористості Асі (звичайно 650°С) Тривалість ізотермічних виГаряче екструдіювання заготовки 14 13 53156 тримок при температурах 850°С і 650°С складає вого спирту - 0,3, цукру - 0,24, цистеїну - 0,09, при0,5 години, виконують три повних цикли чому об'єм розчину становить 0,6 від об'єму порошку Відпалений порошок піддають магнітному очищенню і розсіву через сито з вічком 200мкм, Порошок висушують у вакуумі при температурі середній розмір часток використовуваного надалі 140°С протягом 2-х годин порошку складає 68мкм Після сушіння здійснюють зм'якшуючий відпал порошку у вакуумі у режимі термоциклювання Холодне пресування заготовки здійснюють в попереднє нагрівання до температури 560°С з установці холодного гідростатичного пресування витримкою при цій температурі 1 годину і охоло(гідростаті) Отриманий порошок засипають в еладження, нагрівання до температури вище точки стичну оболонку з матеріалу типа Пластизол із Асі (звичайно 850°С) і охолодження нижче точки віброущільненням Внутрішня порожнина оболонАсі (звичайно 650°С) Тривалість ізотермічних вики повторює форму виробу, що виготовляється тримок при температурах 850°С і 650°С складає зуборізного різця фрезерної головки Геометричні 0,5 години, виконують три повних цикли розміри порожнини визначені з урахуванням усадки при пресуванні і спіканні Оболонка з порошком Відпалений порошок піддають магнітному піддається холодному пресуванню при тиску очищенню і розсіву через сито з вічком 200мкмі 350МПа 20мкм Фракції порошку з розміром часток менше 20мкм і розміром часток більше 20мкм, але менше Спікання видаленої з оболонки пресовки про200мкм збираються окремо Середній розмір часводять у вакуумі з залишковим тиском 6,6-10 Па ток у двох фракціях складає 14мкм і 67мкм, ВІДПОдо пористості менше 0,5% при наступному режимі ВІДНО нагрів до температури 950°С, витримка при цій температурі 2 години, нагрів до 1150°С - витримка Холодне пресування заготовки здійснюють в 1 година, нагрів до 1223°С - витримка 1 година установці холодного гідростатичного пресування Температура спікання 1223°С визначена з викори(гідростаті) Отриманий порошок двох фракцій станням методів термічного аналізу і залежностей засипають в еластичну капсулу з матеріалу типа усадки від змісту рідкої фази і температури нагріПластизол із внутрішньою порожниною, що має вання Для цього разом з основною партією преформу циліндра При цьому застосовують роздісовок в печі розташовувався зразок діаметром лювальний елемент - тонкостінну трубу з товщи10мм і висотою 20мм із закладеною в ньому терною стінки 0,2мм, яка розташована вертикально у мопарою, що складає диференціальну пару з кевнутрішній порожнині капсули ЗОВНІШНІЙ діаметр руючою термопарою Зміст рідкої фази контролюна 2мм менше діаметра внутрішньої порожнини вався по площі термічного циклу на потенціометрі капсули Порошок з розміром часток менше 20мкм Спікання здійснювалося при ВМІСТІ рідкої фази засипають на дно капсули для створення шару 11%, що відповідає температурі нагрівання товщиною 2мм і у вільний простір, утворений стін1223°С кою порожнини капсули і зовнішньої поверхні розділювального елемента Порошок із розміром часПісля спікання пористість матеріалу не переток більше 20мкм, але менше 200мкм, засипають у вищує 0,5%, вміст кисню складає 0,008 мас % вільний простір, що замикається розділювальним Після спікання заготовку піддають гарячому елементом Проводять віброущільнення засипки і ізостатичному пресуванню при температурі видаляють розділювальний елемент На зовнішню 1150°С і тиску 120МПа поверхню засипки насипають порошок із розміром Отриманий матеріал після заключної термочасток менше 20мкм Капсулу герметизують пробобробки, що полягає в загартуванні від темперакою із матеріалу типа Пластизол Здійснюють хотури 1200°С і 3-х кратній відпустці по одній годині лодне пресування капсули з порошком при тиску при температурі 560°С, має 350МПа Твердість - 66 од HRc, Спікання видаленої пресовки, що має форму МІЦНІСТЬ на вигин - 2700МПа, циліндра, проводять у вакуумі 6,6-102Па до порисУдарну в'язкість - 210кДж/м тості 14% при наступному режимі нагрів до темПриклад 2 (другий варіант) ператури 850°С, витримка при цій температурі 2 Спосіб виготовлення циліндричних прутків з години, нагрів до температури 1150°С - витримка 1 порошку швидкоріжучої сталі година, напускання в робочу камеру печі газоподіПорошок швидкоріжучої сталі ВІДПОВІДНОГО ХІбного азоту чистотою 99,98% до отримання в каМІЧНОГО складу (мас %) вуглець - 1,30, вольфрам мері тиску 1,ЗПа, витримка в атмосфері азоту про- 5,90, молібден - 5,02, хром - 3,85, ванадій - 1,87, тягом 0,6 години, створення в робочій камері закобальт - 5,05, марганець - 0,20, кремній - 0,12, лишкового тиску 6,6-102Па шляхом відкачки азоту, залізо - основа, одержують розпиленням розплава нагрів до температури 1165°С, витримка при цій водою При цьому розпилення розплаву проводять температурі 1 година при тиску води 14,7МПа, а температура розплава перед розпиленням складає 1560°С Температура спікання 1165°С, визначена з використанням метода диференційного термічного Після розпилення шлам (порошок із водою) аналізу, є мінімальною температурою, при якій відкачують у відстойник, де порошок осідає в привідбувається ущільнення порошку швидкоріжучої йомному контейнері Контейнер від'єднують від сталі даного ХІМІЧНОГО складу із середнім розміром відстійника, здійснюють його продування стиснучасток 14мкм до безпористого стану, відносний тим повітрям для видалення надлишків води вміст рідкої фази для такого порошку при темпеВологий порошок обробляють безпосередньо ратурі 1165°С становить 0,07 в контейнері рідиною, що легко кипить, на основі етилового спирту, що містить (мас %) ізоамилоПісля спікання з азотуванням здійснюють ема 16 15 53156 лювання заготовки, заготовку розміщують в емакоефіцієнти витяжки - від 6,5 до 8,0 левій фритті і нагрівають до температури 850З метою підвищення якості екструдіювання 1200°С, процес повторюють триразове, щоб одерпрутків за рахунок усунення їхнього вигину в попежати покриття товщиною 0,2-0,Змм речному напрямку використовуються спеціальні матриці, які виконані з оптимальним співвідношенПісля спікання заготовки відпалюють у вакуумі ням діаметра до довжини робочого каналу і з кав термоциклічному режимі витримка при темперанавками для подачі мастила при екструдіюванні, турі 560°С протягом 1 години і триразовий нагрів завдяки чому відпадає необхідність у додатковій до температури вище точки Асі (звичайно 850°С) і правці довгомірних прутків (до 2м), а також виклюохолодження нижче точки Асі (звичайно 650°С), чається з технологічного циклу правильне устаткупричому відпал суміщають зі спіканням вання Далі здійснюють гаряче екструдіювання заготовки Заготовки нагрівають в установці індукційДіаметр заготовок, одержуваних у результаті ного нагрівання до температури 1020°С На гарячу екструзії, - 20-24мм заготовку наносять захисне покриття, що охороняє Прутки розрізаються на мірні заготовки довжиповерхню заготовки від зневуглецювання і одноною 220 і 400мм, поверхня яких шліфується для часно є змащенням при гарячому екструдіюванні, видалення залишків скломазки і частково зневугзнижуючи тертя між заготовкою і стінками контейлецьованого шару нера і матриці Покриття наносять шляхом обкатуОтриманий матеріал (циліндричні прутки) пісвання заготовок у порошку скла, що представляє ля заключної термообробки, що полягає в загартусобою суміш компонентів Температура розм'якванні від температури 1190°С і трикратному відпушення суміші нижче температури екструдіювання ску по 1 годині при температурі 560°С, має такі Заготовки екструдируються на прохід без пресвластивості залишку, для цього використовуються асбографіТвердість - 66,5-67,0 од HRc, тові шайби (приблизно 1 1 асбест і графіт), що МІЦНІСТЬ на вигин - 3400-3450МПа, розташовані між верхнім торцем заготовки і пуанВЯЗКІСТЬ Ударну 295-31 ОкДж/и соном Швидкість руху пуансона складає 400 мм/с, Одержання порошку розпиленням розшива водою Холодне пресування (заготовки монометалічні, біметалічні) Гаряче екструдагавання Вироб Газова екструзія Іарнче Вмроб 1ЭОСТЭТ прес Вироб 1 і Термообробка виробу Фіг 1 ЇЬт 17 53156 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 18
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of articles from powders of quick-cutting steels (versions)
Автори англійськоюSanin Anatolii Fedorovych, Bozhko Serhii Anatoliiovych, Myronenko Petro Oleksiiovych, DZHUR Eugenie Alexeyevich, Dzhur Yevhen Oleksiiovych, Schehlova Liudmyla Leonidivna
Назва патенту російськоюСпособ изготовления изделий из порошков быстрорежущих сталей (варианты)
Автори російськоюСанин Анатолий Федорович, Божко Сергей Анатольевич, Мироненко Петр Алексеевич, Джур Евгений Алексеевич, Щеглова Людмила Леонидовна
МПК / Мітки
МПК: B22F 3/12
Мітки: сталей, виготовлення, варіанти, спосіб, швидкорізальних, виробів, порошків
Код посилання
<a href="https://ua.patents.su/9-53156-sposib-vigotovlennya-virobiv-z-poroshkiv-shvidkorizalnikh-stalejj-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з порошків швидкорізальних сталей /варіанти/</a>
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 53200
Опубліковано: 15.01.2003
Автори: Грибков Віктор Костянтинович, Позняк Леонід Олександрович, Ульшин Віктор Іванович, Гогаєв Казбек Олександрович
МПК: B22F 3/20
Мітки: сталей, порошків, інструментів, технологічна, лінія, виробництву, швидкорізальних, різальних
Формула / Реферат:
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що містить установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для холодного ізостатичного пресування заготовок, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, прес для гарячого пресування, яка відрізняється тим, що вона оснащена двома нагрівальними...
Спосіб виготовлення заготовок різальних інструментів із порошків швидкорізальних сталей
Номер патенту: 28275
Опубліковано: 16.10.2000
Автори: Попов Віктор Петрович, Гончаров Сергій Володимирович, Гогаєв Казбек Олександрович
МПК: B22F 3/20
Мітки: спосіб, виготовлення, інструментів, заготовок, сталей, порошків, різальних, швидкорізальних
Формула / Реферат:
Способ изготовления заготовок режущих инструментов из порошков, быстрорежущих сталей, включающий компактирование порошков, спекание, нагрев и горячую экструзию порошковой заготовки, отличающийся тем, что в установленную на гидравлическом прессе пресс-форму засыпают порошок бистрорежущей стали, прикладывают к порошку двухстороннее осевое давление 12-16 МПа и пропускают через него электрический ток, причем при нагреве порошка до температуры...
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B22F 3/14
Мітки: переважно, сталей, порошків, дротин, інструментальних, виготовлення, спосіб
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Спосіб виготовлення виробів з металевих порошків

Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Тер-Погосьянц Едуард Дмитрович, Ляшенко Олександр Петрович, Дрозденко Віктор Антонович, Петрунько Анатолій Миколайович, Дрозденко Ганна Вікторівна, Анохін Вячеслав Михайлович
МПК: B22F 3/16
Мітки: виробів, спосіб, порошків, металевих, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного...
Спосіб виготовлення із порошків виробів, які містять бронзу
Номер патенту: 36515
Опубліковано: 16.04.2001
Автори: Кібець Віталій Іванович, Каролінський Олександр Матусович, Гарбовицька Тетяна Григорівна
МПК: B22F 3/14
Мітки: виробів, спосіб, бронзу, порошків, містять, виготовлення
Текст:
...з 4-х рядним ротором при швидкості обертання 15000 об/хв. Середній розмір частинок порошку після такої обробки становив близько 2 мкм. Приклад1. Виготовлення спечених підшипників ковзання. Порошки міді, сплаву (50%Sn, 50% Sb) та графіту змішують у пропорції, необхідної для одержання складу (78% Сu, 9% Sn, 9% Sb, 4% С) засипають у прес-форму, пресують під тиском 120МПа та вміщують у піч. При досягненні температури в прес-формі...
Попередній патент: Спосіб кількісного визначення піридоксину гідрохлориду
Наступний патент: Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі
Випадковий патент: Спосіб діагностики карієсрезистентності зубів