Ділянка розливання металу
Номер патенту: 61637
Опубліковано: 17.11.2003
Автори: Казаков Олександр Васильович, Санжаревський Олег Васильович, Левіна Валентина Іванівна, Пакін Володимир Арсентійович

Формула / Реферат
Ділянка розливання металу, що містить розміщений на колоні поворотний стенд з лагами для стальковша і поворотний візок, який містить встановлену на замкнутій кільцевій опорі, розташованій співвісно зі стендом, платформу з траверзами для промковша, яка відрізняється тим, що замкнута кільцева опора для платформи поворотного візка прикріплена до фундаменту, а траверзи для промковша розміщені під кутом 180° одна відносно одної.
Текст
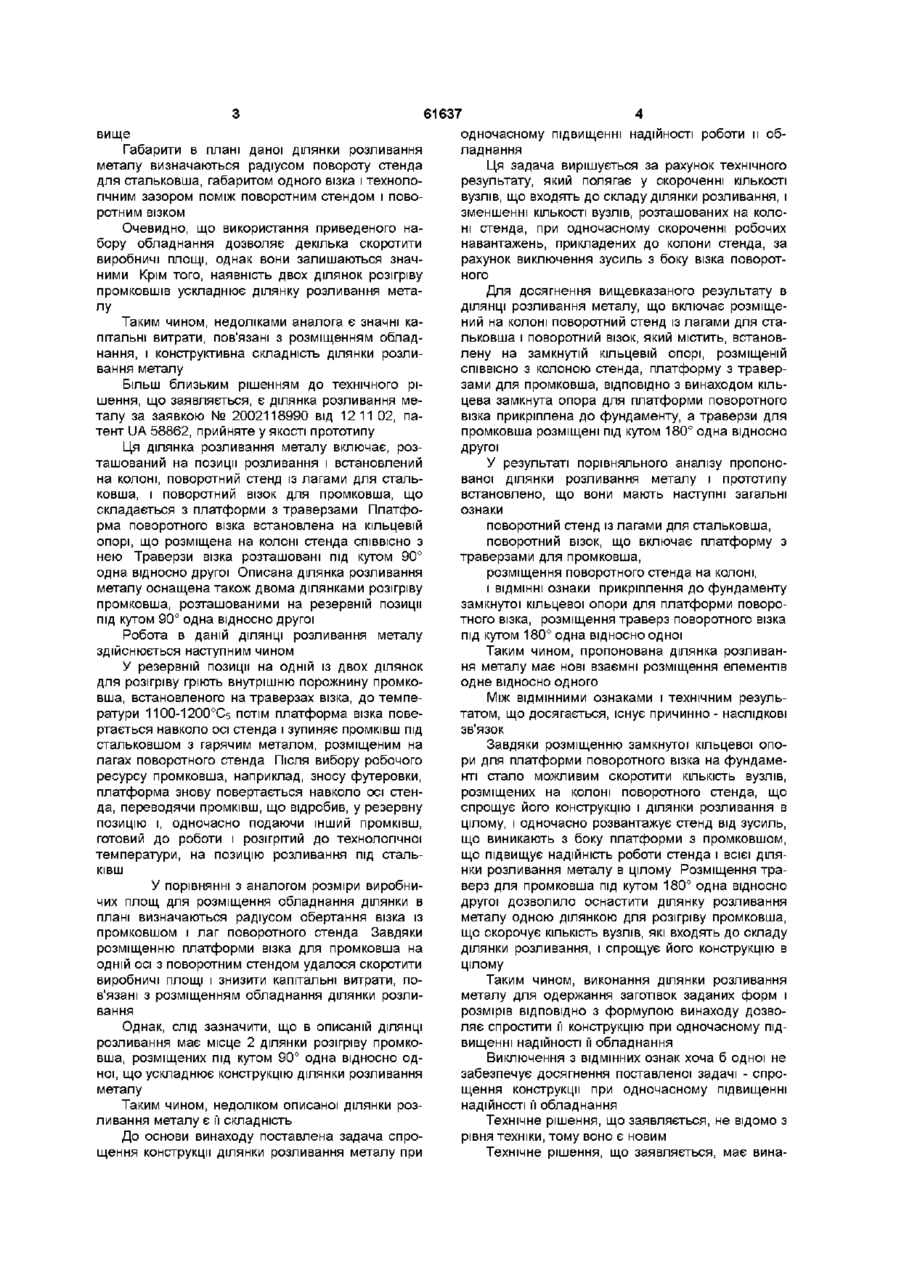
Ділянка розливання металу, що містить розміщений на колоні поворотний стенд з лагами для стальковша і поворотний візок, який містить встановлену на замкнутій кільцевій опорі, розташованій СПІВВІСНО зі стендом, платформу з траверзами для промковша, яка відрізняється тим, що замкнута кільцева опора для платформи поворотного візка прикріплена до фундаменту, а траверзи для промковша розміщені під кутом 180° одна відносно одної Винахід відноситься до чорної металургії і може бути використаним на ділянках безперервного розливання металу, що надходить у стальковшах від плавильних печей, для одержання литих заготівок Відома ділянка розливання металу, приведена у кресленні 8 135 287 R фірми DANIELI (Італія), що містить позицію розливання металу і дві резервні позиції На позиції розливання встановлений поворотний стенд для стальковша, а праворуч і ліворуч від стенда розмішуються візки для промковшів, встановлені на прямолінійних опорах з можливістю вертно-поступного переміщення Робота в ДІЛЯНЦІ розливання металу здійснюється наступним чином На одній з резервних позицій підготовляють промківш до роботи, розігріваючи його до t 1100-1200°С, після чого візок з розігрітим промковшом по прямолінійних рейках переміщується на позицію розливання, де здійснюють розливання зі стальковша через промківш у кристалізатори Після спустошення декількох стальковшів з гарячим металом футеровка стальковша місцями ушкоджується і промковш, що відробив свій термін, візком переміщують у вільну резервну позицію А на позицію розливання інший візок із протилежної резервної позиції привозить розігрітий промківш, готовий до роботи, і процес розливання відбувається аналогічно описаному вище зорами поміж візком і стендом для безперешкодної роботи обладнання Через розташування резервних позицій симетрично відносно позиції розливання уздовж прямої Ліни необхідні великі виробничі площі для розміщення обладнання ділянки розливання, що веде до збільшення капітальних витрат Таким чином, недоліком описаного ділянки розливання металу є значні капітальні витрати Відома також ділянка розливання металу, приведена у кресленні GSCFTO СВ 221 - М 1000/ ZSZ фірми VAI (Австрія), що включає позицію розливання з поворотним стендом, оснащеним лагами для стальковша, поворотний візок, розміщений з одного боку від стенда з двома комплектами траверз для промковша, розташованими під кутом 90° один відносно другого Робота в даній ДІЛЯНЦІ розливання металу здійснюється наступним чином У резервній позиції на ДІЛЯНЦІ розігріву промківш, розміщений на траверзах візка, розігрівають до заданої температури, потім поворотний візок переводить розігрітий промківш під лаги поворотного стенда 3 розміщеного на лагах стальковша випускають гарячий метал через промківш у кристалізатори Після вичерпання експлуатаційного ресурсу поворотний візок виводить промківш, що зносився, на резервну позицію До цього часу на другій ДІЛЯНЦІ ДЛЯ розігріву резервної позиції підготували до роботи наступний промківш, розігрівши його до t 1100-1200°C, а поворотний візок переводить його в позицію розливання, розмістивши під стальковшом Далі розливання металу відбувається аналогічно описаному Слід зазначити, що габарити описаної ділянки розливання в плані визначаються радіусом повороту стенда для стальковша, габаритами двох ВІЗКІВ із промковшами і двома технологічними за 1 CO (О (О 61637 одночасному підвищенні надійності роботи и обвище ладнання Габарити в плані даної ділянки розливання Ця задача вирішується за рахунок технічного металу визначаються радіусом повороту стенда результату, який полягає у скороченні КІЛЬКОСТІ для стальковша, габаритом одного візка і техноловузлів, що входять до складу ділянки розливання, і гічним зазором поміж поворотним стендом і повозменшенні КІЛЬКОСТІ вузлів, розташованих на колоротним ВІЗКОМ ні стенда, при одночасному скороченні робочих Очевидно, що використання приведеного нанавантажень, прикладених до колони стенда, за бору обладнання дозволяє декілька скоротити рахунок виключення зусиль з боку візка поворотвиробничі площі, однак вони залишаються значного ними Крім того, наявність двох ділянок розігріву промковшів ускладнює ділянку розливання метаДля досягнення вищевказаного результату в лу ДІЛЯНЦІ розливання металу, що включає розміщений на колоні поворотний стенд із лагами для стаТаким чином, недоліками аналога є значні кальковша і поворотний візок, який містить, встановпітальні витрати, пов'язані з розміщенням обладлену на замкнутій кільцевій опорі, розміщеній нання, і конструктивна складність ділянки розлиСПІВВІСНО з колоною стенда, платформу з травервання металу зами для промковша, ВІДПОВІДНО З винаходом кільБільш близьким рішенням до технічного ріцева замкнута опора для платформи поворотного шення, що заявляється, є ділянка розливання мевізка прикріплена до фундаменту, а траверзи для талу за заявкою № 2002118990 від 12 11 02, папромковша розміщені під кутом 180° одна відносно тент UA 58862, прийняте у якості прототипу другої Ця ділянка розливання металу включає, розташований на позиції розливання і встановлений У результаті порівняльного аналізу пропонона колоні, поворотний стенд із лагами для стальваної ділянки розливання металу і прототипу ковша, і поворотний візок для промковша, що встановлено, що вони мають наступні загальні складається з платформи з траверзами Платфоознаки рма поворотного візка встановлена на кільцевій поворотний стенд із лагами для стальковша, опорі, що розміщена на колоні стенда СПІВВІСНО з поворотний візок, що включає платформу з нею Траверзи візка розташовані під кутом 90° траверзами для промковша, одна відносно другої Описана ділянка розливання розміщення поворотного стенда на колоні, металу оснащена також двома ділянками розігріву і ВІДМІННІ ознаки прикріплення до фундаменту промковша, розташованими на резервній позиції замкнутої кільцевої опори для платформи поворопід кутом 90° одна відносно другої тного візка, розміщення траверз поворотного візка під кутом 180° одна відносно одної Робота в даній ДІЛЯНЦІ розливання металу здійснюється наступним чином Таким чином, пропонована ділянка розливання металу має нові взаємні розміщення елементів У резервній позиції на одній із двох ділянок одне відносно одного для розігріву гріють внутрішню порожнину промковша, встановленого на траверзах візка, до темпеМіж ВІДМІННИМИ ознаками і технічним резульратури 1100-1200°С5 потім платформа візка поветатом, що досягається, існує причинно - наслідкові ртається навколо осі стенда і зупиняє промківш під зв'язок стальковшом з гарячим металом, розміщеним на Завдяки розміщенню замкнутої кільцевої ополагах поворотного стенда Після вибору робочого ри для платформи поворотного візка на фундамересурсу промковша, наприклад, зносу футеровки, нті стало можливим скоротити КІЛЬКІСТЬ вузлів, платформа знову повертається навколо осі стенрозміщених на колоні поворотного стенда, що да, переводячи промківш, що відробив, у резервну спрощує його конструкцію і ділянки розливання в позицію і, одночасно подаючи інший промківш, цілому, і одночасно розвантажує стенд від зусиль, готовий до роботи і розігрітий до технологічної що виникають з боку платформи з промковшом, температури, на позицію розливання під стальщо підвищує надійність роботи стенда і всієї діляківш нки розливання металу в цілому Розміщення траверз для промковша під кутом 180° одна відносно У порівнянні з аналогом розміри виробнидругої дозволило оснастити ділянку розливання чих площ для розміщення обладнання ділянки в металу одною ділянкою для розігріву промковша, плані визначаються радіусом обертання візка із що скорочує КІЛЬКІСТЬ вузлів, які входять до складу промковшом і лаг поворотного стенда Завдяки ділянки розливання, і спрощує його конструкцію в розміщенню платформи візка для промковша на цілому одній осі з поворотним стендом удалося скоротити виробничі площі і знизити капітальні витрати, поТаким чином, виконання ділянки розливання в'язані з розміщенням обладнання ділянки розлиметалу для одержання заготівок заданих форм і вання розмірів ВІДПОВІДНО з формулою винаходу дозволяє спростити її конструкцію при одночасному підОднак, слід зазначити, що в описаній ДІЛЯНЦІ вищенні надійності її обладнання розливання має місце 2 ділянки розігріву промковша, розміщених під кутом 90° одна відносно одВиключення з ВІДМІННИХ ознак хоча б одної не ної, що ускладнює конструкцію ділянки розливання забезпечує досягнення поставленої задачі - спрометалу щення конструкції при одночасному підвищенні надійності її обладнання Таким чином, недоліком описаної ділянки розливання металу є її складність Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим До основи винаходу поставлена задача спрощення конструкції ділянки розливання металу при Технічне рішення, що заявляється, має вина 61637 хідницькии рівень тому, що розглянута вище ділянка розливання металу для фахівця явно не випливає з рівня техніки Рішення, що заявляється, промислове застосовано, його технічне виконання, наприклад, в умовах ЗАТ НКМЗ не представляє труднощів З використанням рішення, що заявляється, виконаний технічний проект для Череповецького металургійного комбінату «Северсталь» Таким чином, рішенню, що заявляється, може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислове застосовано Технічне рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне на фіг 1 - загальний вид ділянки розливання металу, на фіг 2 - вид А на фіг 1 Ділянка розливання металу складається з закріпленої на фундаменті колони 1, на якій розміщений поворотний стенд 2 з лагами 3 для стальковша 4 (показаний тонко), поворотного візка 5 Візок 5 містить платформу 6 із траверзами 7 для промковша 8 (показаний тонко) Платформа 6 встановлена на замкнутій кільцевій опорі 9, прикріпленій до фундаменту, а траверзи 7 візка 5 розміщені під кутом 180° одна відносно другої Крім того, до складу обладнання ділянки розливання металу входить одна установка для розігріву 10 промковшів 8 Робота в ДІЛЯНЦІ розливання металу здійснюється наступним чином У резервній позиції на установці для розігріву 10 розігрівають внутрішню порожнину промковша 8 до t 1100-1200°С Потім по замкнутій кільцевій опорі 9 візок 5 передає розі Комп'ютерна верстка М Клюкш грітий промківш 8, розміщений на траверзах 7 у позицію розливання, де він встановлюється над кристалізаторами 11 У цей час на лаги 3 поворотного стенду 2, розміщені над позицією завантаження, краном встановлюють стальківш 4 Потім лаги 3, обертаючись навколо колони 1, переводять стальківш 4 у позицію розливання, де він встановлюється над підготовленим до розливання (розігрітим) промковшом 3 Далі починають розливання металу зі стальковша 4 через промківш 8 у кристалізатори 11 Під час розливання металу на протилежні траверзи 7 візка 5, розміщені над позицією розігріву, краном встановлюють зафутерований промківш 8 і здійснюють розігрів його внутрішньої порожнини При виникненні необхідності заміни промковша 8 з позиції розливання платформа 6 повертається на 180° переводячи траверзи 7 із промковшом 8, що зносився, у резервну позицію, і одночасно подаючи відремонтований промківш 8, на позицію розливання під стальківш 4 З усього вищевикладеного видно, що виконання ділянки розливання металу ВІДПОВІДНО З формулою винаходу, у т о м у числі з кільцевою опорою для платформи поворотного візка, встановленою на фундаменті, і з траверзами для промковша, розміщеними під кутом 180° одна відносно одної, дозволило скоротити КІЛЬКІСТЬ обладнання для нагрівання промковша, що використовується в ДІЛЯНЦІ розливання металу, скоротити КІЛЬКІСТЬ деталей і вузлів, які входять у вузол колони поворотного стенда, при одночасному зменшенні зусиль, сприйманих колоною, що приводить до спрощення ділянки розливання при одночасному підвищенні надійності обладнання, яке входить до складу ділянки Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for metal casting
Автори англійськоюSanzharevskyi Oleh Vasyliovych, Kazakov Oleksandr Vasyliovych, Pakin Volodymyr Arsentiiovych, Levina Valentyna Ivanivna
Назва патенту російськоюУчасток разлива металла
Автори російськоюСанжаревский Олег Васильевич, Казаков Александр Васильевич, Пакин Владимир Арсентьевич, Левина Валентина Ивановна
МПК / Мітки
МПК: B22D 11/10
Мітки: ділянка, розливання, металу
Код посилання
<a href="https://ua.patents.su/3-61637-dilyanka-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливання металу</a>
Ділянка розливання металу

Номер патенту: 58862
Опубліковано: 15.08.2003
Автори: Пакін Володимир Арсентійович, Казаков Олександр Васильович, Левіна Валентина Іванівна, Санжаревський Олег Васильович
МПК: B22D 11/10
Мітки: металу, ділянка, розливання
Формула / Реферат:
Ділянка розливання металу, до складу якої входять поворотний стенд, що включає прикріплену до фундаменту колону, зчленовану з лагами для стальковша, і поворотний візок, оснащений щонайменше двома траверсами для промковша, яка відрізняється тим, що поворотний візок розміщений на колоні поворотного стенда.
Ділянка розливання металу
Номер патенту: 55137
Опубліковано: 17.03.2003
Автори: Казаков Олександр Васильович, Пакін Володимир Арсентійович, Левіна Валентина Іванівна, Санжаревський Олег Васильович
МПК: B22D 11/10
Мітки: розливання, ділянка, металу
Формула / Реферат:
Ділянка розливання металу, що включає резервні позиції і позицію розливання, візки, кожен з яких несе привідний захисний екран і траверсу для промковша, рухому у вертикальній площині від приводу підйому-опускання, яка відрізняється тим, що привід підйому-опускання траверси для промковша і привід переміщення захисного екрана встановлені на фундаменті позиції розливання і розміщені з можливістю періодичного контакту відповідно до траверси для...
Ділянка розливання металу
Номер патенту: 35919
Опубліковано: 16.04.2001
Автори: Санжаревський Олег Васильович, Козаков Олександр Васильович, Пакін Володимир Арсентійович, Бабій Сергій Антонович
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Формула / Реферат:
Ділянка розливання металу, яка містить стенд з лагами для сталерозливального ковша, проміжний ковш та маніпулятор для розливного стакана, до складу якого входять цапфа, що несе стояк, розташований з можливістю вертикального переміщення, тримач, оснащений опорним елементом для розливного стакана, яка відрізняється тим, що вона обладнана додатковим маніпулятором та горизонтальними напрямними для цапф маніпуляторів, а тримач кожного з...
Ділянка розливання металу

Номер патенту: 35969
Опубліковано: 16.04.2001
Автори: Плугатар Віктор Семенович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович, Білобров Юрій Миколайович, Казаков Олександр Васильович, Сусь Юрій Васильович
МПК: B22D 11/10
Мітки: металу, ділянка, розливання
Формула / Реферат:
1. Ділянка розливання металу, яка містить проміжний ківш, стенд для сталеківшів, з'єднаний з двома маніпуляторами, кожний з яких оснащено цапфою та тримачем з опорними елементами для розливних стаканів, яка відрізняється тим, що вона обладнана механізмами гойдання розливних стаканів.2. Ділянка розливання металу по п.1, яка відрізняється тим, що механізми гойдання виконані у вигляді штанги, з'єднаної з тримачем маніпулятора з можливістю...
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: безперервного, установка, металу, розливання
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Попередній патент: Пристрій попередження про токсичність вихлопу двигунів транспортних засобів
Наступний патент: Спосіб лікування кризових станів психіки постсуїцидального періоду
Випадковий патент: Спосіб сумісного визначення іонів тербію, диспрозію, європію і самарію в імунофлуоресцентному аналізі