Ділянка розливання металу
Номер патенту: 35919
Опубліковано: 16.04.2001
Автори: Бабій Сергій Антонович, Санжаревський Олег Васильович, Пакін Володимир Арсентійович, Козаков Олександр Васильович
Формула / Реферат
Ділянка розливання металу, яка містить стенд з лагами для сталерозливального ковша, проміжний ковш та маніпулятор для розливного стакана, до складу якого входять цапфа, що несе стояк, розташований з можливістю вертикального переміщення, тримач, оснащений опорним елементом для розливного стакана, яка відрізняється тим, що вона обладнана додатковим маніпулятором та горизонтальними напрямними для цапф маніпуляторів, а тримач кожного з маніпуляторів виконано не менше, ніж з двома опорними елементами для стаканів, рівновіддалених від вертикальної осі стояка, при цьому горизонтальні напрямні для цапф прикріплені до зовнішніх сторін лаг стенда таким чином, що одні з них знаходяться у зоні розміщення проміжному ковша, а інші - на протилежному від неї боці.
Текст
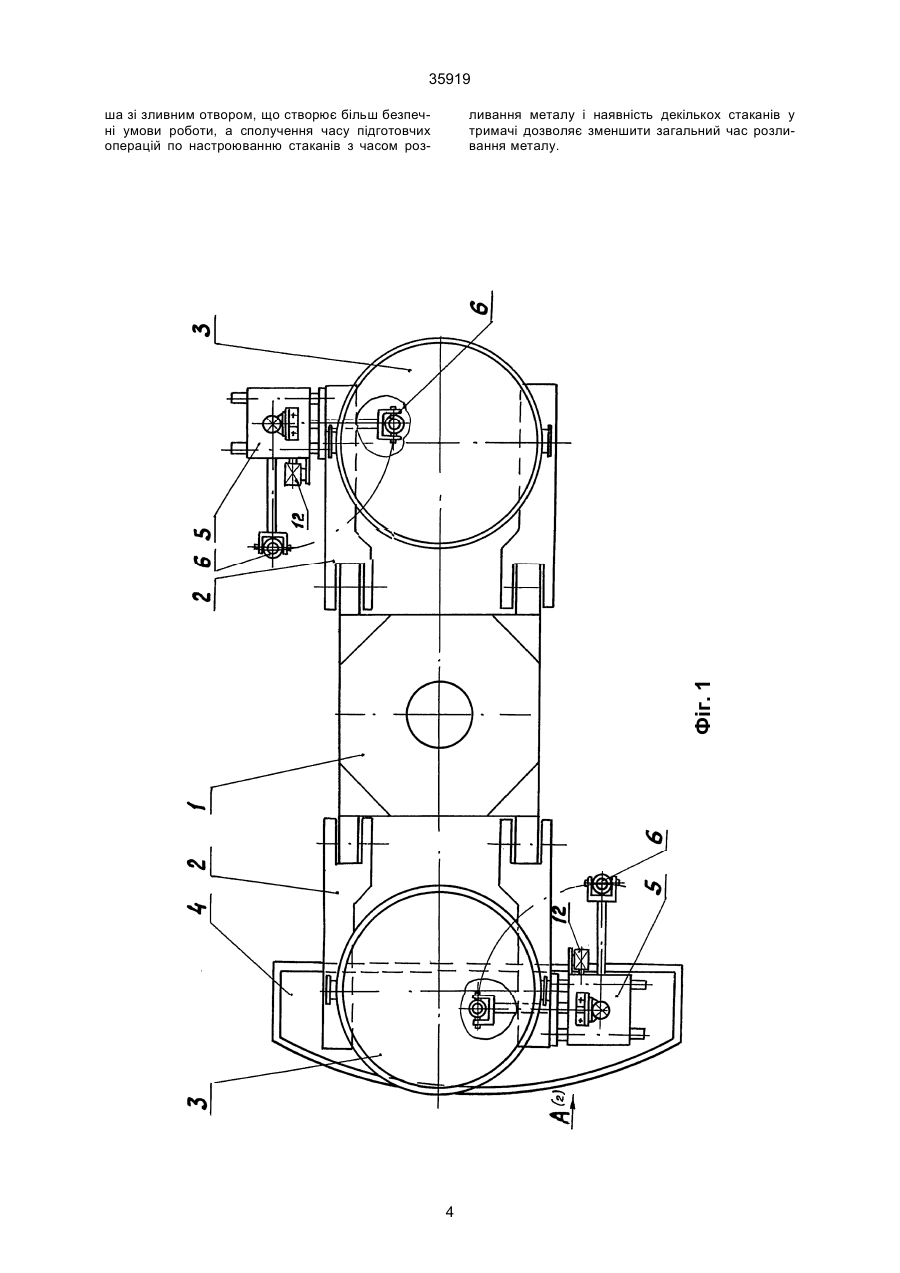
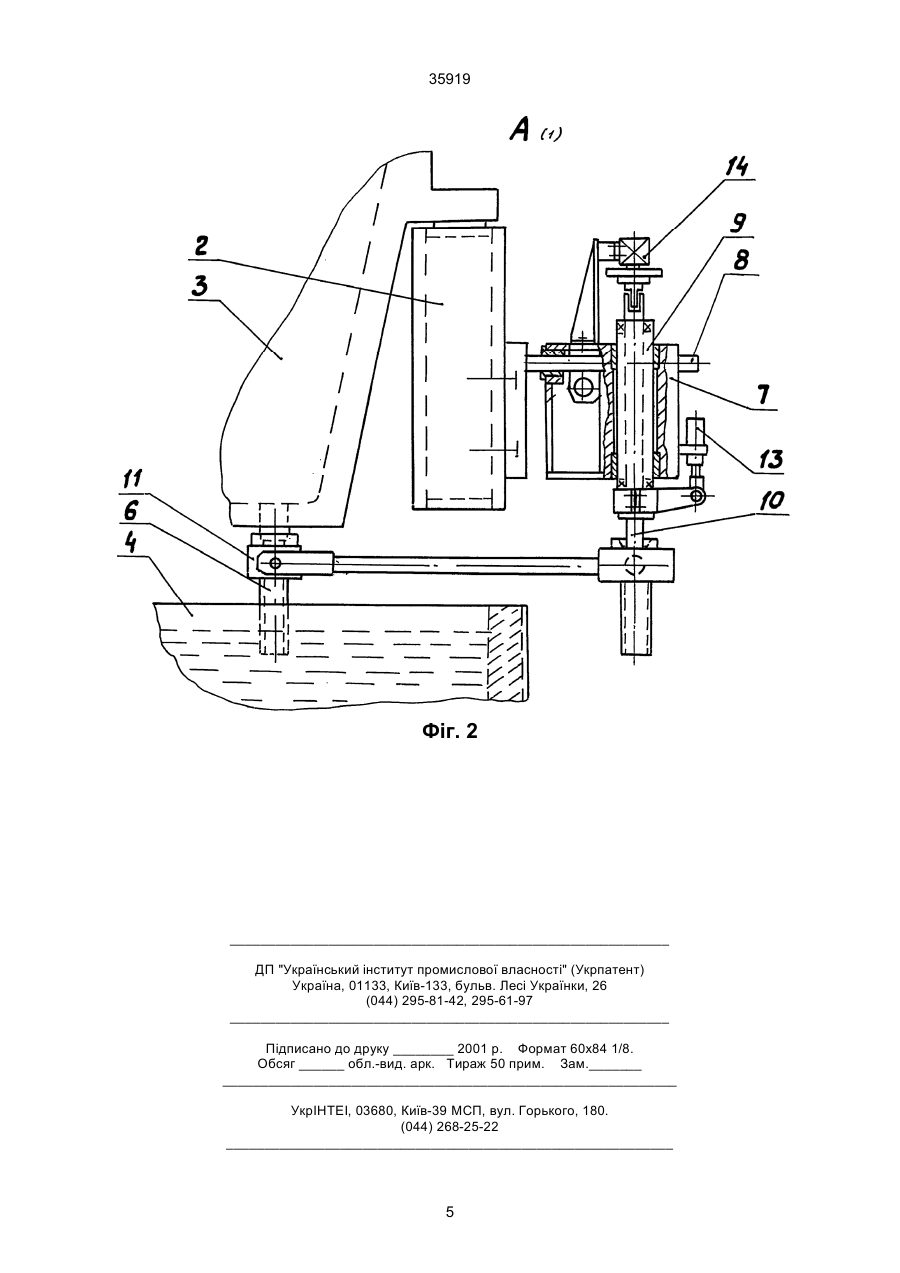
Ділянка розливання металу, яка містить стенд з лагами для сталерозливального ковша, проміжний ківш та маніпулятор для розливного стакана, 35919 ня металу є патент Великобританії № 1.595.731 В22Д 11/10 “Обладнання для розливання металу”. Розливання металу здійснюється з використанням наступних механізмів: стенду з лагами, на яких розташовується стальківш, проміжний ківш, маніпулятор для розливного стакану. При цьому маніпулятор для розливного стакану складається з вертикального стояка, розміщеного на основі, у верхній частині котрого встановлена цапфа, що несе горизонтальний вал (тримач), на одному кінці котрого розташовано опорний елемент для розливного стакану. При цьому вертикальний стояк може здійснювати зворотно-поступовий у вертикальній площині та обертальний рух навколо своєї вертикальної вісі, а вал (тримач) - здійснювати горизонтальний та обертальний рух у цапфі. Маніпулятор встановлено на фундамент нижче дна стальківша. Коли стальківш з гарячим металом потрапляє на позицію розливання і його зливний отвір розташовується над ще порожнім, але по технології вже розігрітим до температури близько 1100°С проміжним ковшем, маніпулятором здійснюють подачу стакана в проміжок поміж стальківшем та проміжним ковшем. При цьому оператор вимушений добиватися сполучання вісей зливного отвору стальківша та стакана, маніпулювати тримачем, що консольне несе стакан, у зоні високих температур та у небезпечній для находження людини зоні під дном стальківша з отвором, де найбільш можливе виникнення аварійних ситуацій. Для встановлення стакана в робочу позицію необхідно: встановити розливний стакан у опорному елементі вала (тримача) спеціальним краном, підняти вертикальний стояк у верх таким чином, щоб розливний стакан розташувався вище верхнього торця проміжного ковша, подати розливний стакан у робочу зону шляхом повороту вертикального стояка навколо своєї вісі, при цьому стальківш повинен бути піднятим у верхнє положення для забезпечення необхідного зазору поміж нижнім торцем його зливного отвору та верхнім торцем проміжного ковша. Горизонтальним переміщенням валу (тримача) у цапфі та обертальним рухом вертикального стояка навколо своєї вісі домогтися (вручну) сполучення вісі розливного стакана з віссю зливного отвору стальківша. Вертикальним переміщенням стояку вставити розливний стакан у «мундштук» зливного отвору стальківша. Синхронно опустити униз стальківш та вертикальний стояк маніпулятора до занурення розливного стакана у проміжний ківш. При заміні вибувшого зі строю розливного стакана на новий необхідно перекрити зливний отвір стальківша, від'єднати відробивший стакан від торця зливного отвору стальківша, здійснити низку маніпуляцій по його витягуванню у послідовності, зворотній тій, що описана вище, оператором, що знаходиться безпосередньо близько до ковшів, зовнішні стінки котрих розігріті до температури 200°-400°. Здійснення цих операцій потребує значного часу, що веде до збільшення загального часу розливання металу. Слід підкреслити, що усі види робіт по підготовці обладнання до розливання рідкого металу в описаному районі здійснюються у зоні високих температур, у місці, де з високою імовірністю можуть виникнути аварійні ситуації; при цьому із-за знач них часових витрат на встановлення та заміну стакана зростає загальний час розливання металу. Таким чином, недоліком даної ділянки розливання металу є небезпечні умови роботи при значному загальному часі розливання металу. До основи винаходу поставлена задача створення безпечних умов роботи у районі розливання металу при одночасному скороченні загального часу розливання металу. Ця задача вирішується за рахунок технічного результату, який міститься у тому, що забезпечується можливість проведення настройки розливних стаканів на вісь зливного отвору стальківша на підготовчій позиції поза проміжним ковшем. Одночасно з цим забезпечується сполучення підготувально-заключного часу, пов'язаного з настроюванням на одному стальківші, з часом робочим - випуском металу на другому стальківші. Таким чином, створюються безпечні умови роботи на ділянці розливання металу при одночасному скороченні загального часу розливання металу. Для досягнення зазначеного технічного результату ділянка розливання металу, котрий містить стенд з лагами для сталерозливального ковша, проміжний ківш та маніпулятор для розливного стакану, до складу якого входять цапфа, що несе стояк, розташований з можливістю вертикального переміщення, тримач, оснащений опорним елементом для розливного стакану, відповідно винаходу обладнаний додатковим маніпулятором та горизонтальними напрямними для цапф маніпуляторів, а тримач кожного з маніпуляторів виконано не менш, ніж з двома опорними елементами для стаканів, рівновіддалених від вертикальної вісі стояка, при цьому горизонтальні напрямні для цапф прикріплені до зовнішніх сторін лаг стенда таким чином, що одні з них знаходяться у зоні розміщення проміжного ковша, а другі - на протилежному від неї боці. В результаті порівняльного аналізу технічного рішення з прототипом встановлено, що вони мають загальні ознаки: стенд з лагами для сталерозливального ковша; проміжний ківш; маніпулятор, що складається з цапфи, стояка, розміщеного з можливістю вертикального переміщення, тримача з опорним елементом для стакана; і відрізняючи ознаки: оснащення додатковим маніпулятором; оснащення горизонтальними напрямними для цапф; виконання тримача кожного з маніпуляторів не менш, ніж з двома опорними елементами для зливних стаканів, рівновіддалених від вертикальної вісі стояка; прикріплення горизонтальних напрямних для цапф до зовнішніх сторін лаг стенда таким чином, що одні з них знаходяться у зоні розміщення проміжного ковша, а другі - на протилежному від неї боці. Таким чином, рішення має нову сукупність конструктивних елементів, нове взаємне розташування деталей та вузлів. Між сукупністю суттєвих ознак рішення та досягаємим технічним результатом є причиннослідствуючий зв'язок: оснащення ділянки розливання металу двома маніпуляторами та прикріплення їх безпосередньо до зовнішніх сторін лаг стенда дозволяє оператору проводити настройку розливних стаканів на вісь зливного отвору сталь 2 35919 ківша на підготовчій площадці, де відсутній розігрітий до ~1100°С проміжний ківш і більшість вузлів маніпулятора розташовується вище дна стальківша, яке є аварійно-небезпечним місцем із-за можливих проривів гарячого металу, тобто умови для роботи у пропонуємому районі розливання металу більш безпечні, ніж у прототипі; при цьому оснащення району розливання металу двома маніпуляторами дозволяє одночасно одним з них на підготовчій позиції проводити підготувально-заключні операції з одним стальківшем, настроюючи розливні стакани на вісь його зливного отвору, а на позиції розливання - здійснювати злив металу з другого стальківша з використанням іншого маніпулятора, що сполучає підготувально-заключний час з робочим часом та скорочує загальний час розливання металу. Оснащення тримача двома і більше опорними елементами для стаканів дозволяє швидко замінити той стакан, що вийшов зі строю, вже не затрачуючи часу на настройку його в позиції розливання, що також скорочує загальний час розливання. Виключення із зазначеної сукупності ознак хоча б одної ознаки не забезпечує досягнення технічного результату. Технічне рішення має винахідницький рівень, тому що дане виконання району розливання металу для фахівця наявним чином не слідує з рівня техніки. Дане рішення не відомо з рівня техніки тому, що воно є новим. Дане рішення промислово застосоване, тому що визначено для використання у промисловості. З використанням рішення розроблено технічний проект для Донецького металургійного комбінату. Таким чином, даному рішенню може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосоване. Технічна сутність рішення пояснюється кресленнями, на яких зображено: на крес. 1 - вид району розливання металу у плані; на крес. 2 - вид А по крес. 1. Ділянка розливання металу складається з підйомно-поворотного стенда 1 з лагами 2 для сталерозливного ковшів 3, проміжного ковша 4 та двох маніпуляторів 5 для встановлення зливних стаканів 6. При цьому маніпулятори 5 розміщені на зовнішніх сторонах лаг 2 стенда 1 таким чином, що один з них розташований у зоні розміщення проміжного ковша 4, а другий - на протилежному від неї боці. Кожен маніпулятор 5 складається із цапфи 7, встановленої з можливістю зворотно-поступового переміщення у горизонтальних напрямних 8, прикріплених до зовнішніх сторін лаг 2. У цапфі 7 розміщено стояк 9 з можливістю відносного вертикального переміщення, зчленований з тримачем 10, котрий оснащений у нашому випадку двома рівновіддаленими від вертикальної вісі стояку 9 опорними елементами 11 для розливних стаканів 6. При необхідності у випадку випускання металу зі стальківшів великої місткості, коли потрібно мати більшу кількість стаканів, їх кількість може бути збільшена допотрібної, і відповідно збільшена кількість опорних місць на тримачу. При цьому при вод горизонтального переміщення 12 цапфи 7, привод вертикального переміщення 13 стояка 9 та привод оберту 14 тримача 10 встановлені на цапфі 7. Робота району розливання металу здійснюється наступним чином. Під час розливання металу зі стальківша 3 у проміжний ківш 4 на лаги 2 підйомно-поворотного стенду 1, що знаходяться поза зоною розміщення проміжного ковша 4 (на крес. 1 праворуч), краном встановлюють заповнений металом стальківш 3. Включенням приводу оберту 14 тримача 10 маніпулятора 5, що знаходиться поза зони проміжного ковша 4, добиваються такого розміщення вісі розливного стакана 6 відносно вісі зливного отвору стальківша 3, щоб площина, проходяча через їх вісі, була паралельна горизонтальним напрямним 8 цапфи 7. Далі вмикають привод горизонтального переміщення 12 цапфи 7 та переміщують її по напрямним 8 до співпадання вісі зливного стакана 6 з віссю зливного отвору стальківша 3. Після цього вмикають привод вертикального переміщення 13 стояка 9 та переводять його у верхнє положення до впирання розливного стакана 6 у торець зливного отвору стальківша 3. Після завершення розливання сталі із стальківша 3 у проміжний ківш 4, стенд 1 із закріпленими на ньому маніпуляторами 5 піднімають у верхнє положення до виходу стаканів 6 з промківша 4 і повертають на 180°, при цьому переводять заповнений металом стальківш 3 з настроєними розливними стаканами 6 у зону розташування проміжного ковша 4, а порожній стальківш 3 - в протилежну зону. Потім стенд 1 опускають униз до заглиблення торця розливного стакана 6 нижче рівня металу у проміжному ковші 4 і здійснюють розливку. Під час розливання порожній стальківш 3 прибирають краном з лаг 2, що знаходяться поза зоною проміжного ковша 4, а на його місце встановлюють новий заповнений металом стальківш 3. Далі маніпулятором проводять операції по центруванню вісі розливного стакана 6 з віссю зливного отвору стальківша 3, як описано вище. У випадку виходу зі строю (прогорання чи т. і.) розливного стакана 6 у зоні проміжного ковша 4 необхідно перекрити зливний отвір стальківша, підняти стенд 1 до повного виходу стакана 6 із промківша 4, приводом вертикального переміщення 13 стояка 9 опустить його у кінцеве нижнє положення, приводом оберту 14 тримача 10 подати новий зливний стакан 6 під вісь зливного отвору стальківша 3, підняти стояк 9 у верхнє положення до впирання стакана 6 в торець зливного отвору стальківша 3, опустить стенд 1 до поглиблення торця розливного стакана 6 нижче рівня металу у промківші 4 та продовжити розливку. При необхідності використовують наступні стакани, котрими оснащено тримач до початку роботи. Конструкція району розливання металу дозволяє здійснювати роботи, пов’язані з настройкою вісі розливних стаканів на вісь зливного отвору стальківша на підготовчій позиції у стороні від розігрітого до 1100°С промківша і вище дна стальків 3 35919 ша зі зливним отвором, що створює більш безпечні умови роботи, а сполучення часу підготовчих операцій по настроюванню стаканів з часом роз Фіг. 1 ливання металу і наявність декількох стаканів у тримачі дозволяє зменшити загальний час розливання металу. 4 35919 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for metal pouring out
Автори англійськоюSanzharevskyi Oleh Vasyliovych, Babii Serhii Antonovych, Kozakov Oleksandr Vasyliovych, Pakin Volodymyr Arsentiiovych
Назва патенту російськоюУчасток разливки металла
Автори російськоюСанжаревский Олег Васильевич, Бабий Сергей Антонович, Козаков Александр Васильевич, Пакин Владимир Арсентьевич
МПК / Мітки
МПК: B22D 11/10
Мітки: металу, розливання, ділянка
Код посилання
<a href="https://ua.patents.su/5-35919-dilyanka-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливання металу</a>
Ділянка розливання металу

Номер патенту: 35969
Опубліковано: 16.04.2001
Автори: Плугатар Віктор Семенович, Санжаревський Олег Васильович, Пакін Володимир Арсентійович, Сусь Юрій Васильович, Білобров Юрій Миколайович, Казаков Олександр Васильович
МПК: B22D 11/10
Мітки: розливання, ділянка, металу
Формула / Реферат:
1. Ділянка розливання металу, яка містить проміжний ківш, стенд для сталеківшів, з'єднаний з двома маніпуляторами, кожний з яких оснащено цапфою та тримачем з опорними елементами для розливних стаканів, яка відрізняється тим, що вона обладнана механізмами гойдання розливних стаканів.2. Ділянка розливання металу по п.1, яка відрізняється тим, що механізми гойдання виконані у вигляді штанги, з'єднаної з тримачем маніпулятора з можливістю...
Пристрій для сифонного розливання металу у виливниці і форми
Номер патенту: 18555
Опубліковано: 25.12.1997
Автори: Узієнко Борис Олександрович, Кисельов Микола Миколаєвич, Осіпов Володимир Прокопович, Король Леонід Наумович, Сергієнко Станіслав Леонідович, Булат Володимир Олександрович, Губенко Артур Васильович, Казаков Сергій Сергійович, Мошкевич Євгеній Ісайович
Мітки: металу, розливання, форми, пристрій, виливниці, сифонного
Формула / Реферат:
Устройство для сифонной разливки металла в изложницы и формы, содержащее центровую изложницу, поддон с сифонной проводкой, в пролетных кирпичах которой выполнены основные и дополнительные выходные отверстия, размещенные симметрично относительно вертикальной оси изложницы, отличающееся тем, что устройство содержит четное число замкнутых сифонных проводок, размещенных симметрично относительно вертикальной оси изложницы, причем расстояние между...
Пристрій для розливання рідкого металу

Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович, Горюк Максим Степанович
МПК: B22D 39/00
Мітки: рідкого, пристрій, металу, розливання
Формула / Реферат:
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:при этом каждый участок...
Установка безперервної розливки металу

Номер патенту: 26249
Опубліковано: 19.07.1999
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14, B22D 11/10, B22D 11/18
Мітки: установка, безперервної, розливки, металу
Формула / Реферат:
Установка безперервної розливки металу, що включає кристалізатор з герметичним металоприймачем, відкриту проміжну ємкість, розміщену над кристалізатором і з'єднану з порожниною металоприймача розливним стаканом, розливний ківш, виконаний з можливістю подачі рідкого металу а проміжну ємкість, засоби управління витратою рідкого металу, а також джерело стиснутого газу, з'єднане з герметичним металоприймачем, яка відрізняється тим, що засоби...
Ківш для розливу металу

Номер патенту: 23256
Опубліковано: 19.05.1998
Автор: Єронько Сергій Петрович
МПК: C21C 5/48
Формула / Реферат:
Ковш для розливки металла, оборудованный стопором, установленным над разливочным стаканом, в канале которого размещено металлическое сопло, соединенное с газоподводящим трубопроводом и снабженное уплотнительным элементом, а также механизмом фиксации, отличающийся тем, что сопло в нижней своей части имеет направляющую втулку и опорный вкладыш, а механизм фиксации сопла выполнен в виде шарнирно установленного на опорном вкладыше двойного...
Попередній патент: Спосіб лікування червоного плескатого лишаю слизової оболонки порожнини рота
Наступний патент: Пристрій для відкручування труб у свердловині
Випадковий патент: Висіваючий апарат