Ділянка розливання металу
Номер патенту: 35969
Опубліковано: 16.04.2001
Автори: Плугатар Віктор Семенович, Сусь Юрій Васильович, Білобров Юрій Миколайович, Санжаревський Олег Васильович, Казаков Олександр Васильович, Пакін Володимир Арсентійович


Формула / Реферат
1. Ділянка розливання металу, яка містить проміжний ківш, стенд для сталеківшів, з'єднаний з двома маніпуляторами, кожний з яких оснащено цапфою та тримачем з опорними елементами для розливних стаканів, яка відрізняється тим, що вона обладнана механізмами гойдання розливних стаканів.
2. Ділянка розливання металу по п.1, яка відрізняється тим, що механізми гойдання виконані у вигляді штанги, з'єднаної з тримачем маніпулятора з можливістю вертикального переміщення та оснащеної з одного боку консольне встановленим роликом, а з другого - зубчастою рейкою, та зубчастої шестерні, закріпленої на тримачеві з можливістю взаємодії зі згаданою зубчастою рейкою та з'єднаною з опорним елементом для розливного стакана системою важелів, при цьому цапфа маніпулятора у своїй нижній частині виконана з кільцевою опорною поверхнею з можливістю періодичного контакту з зазначеним роликом.
Текст
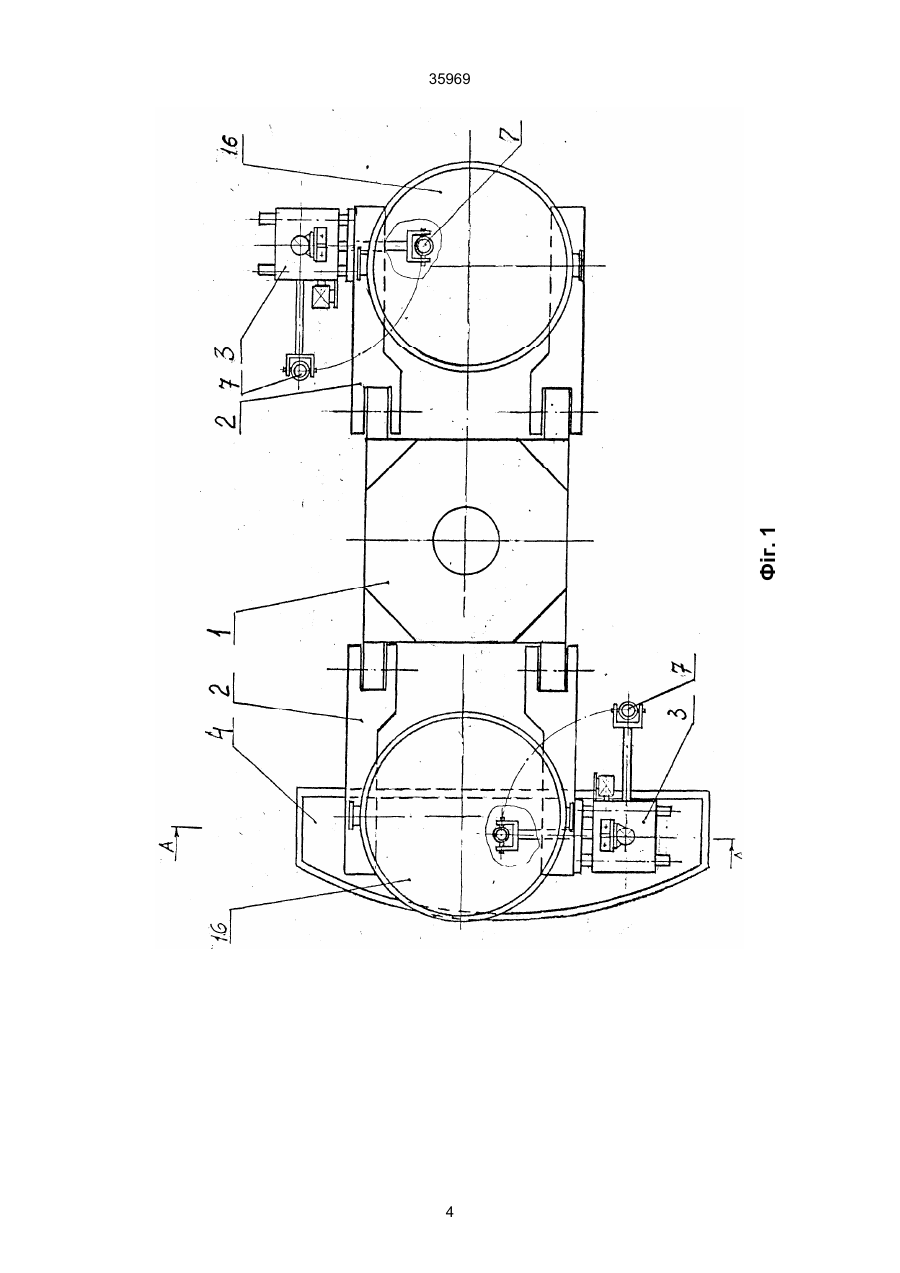
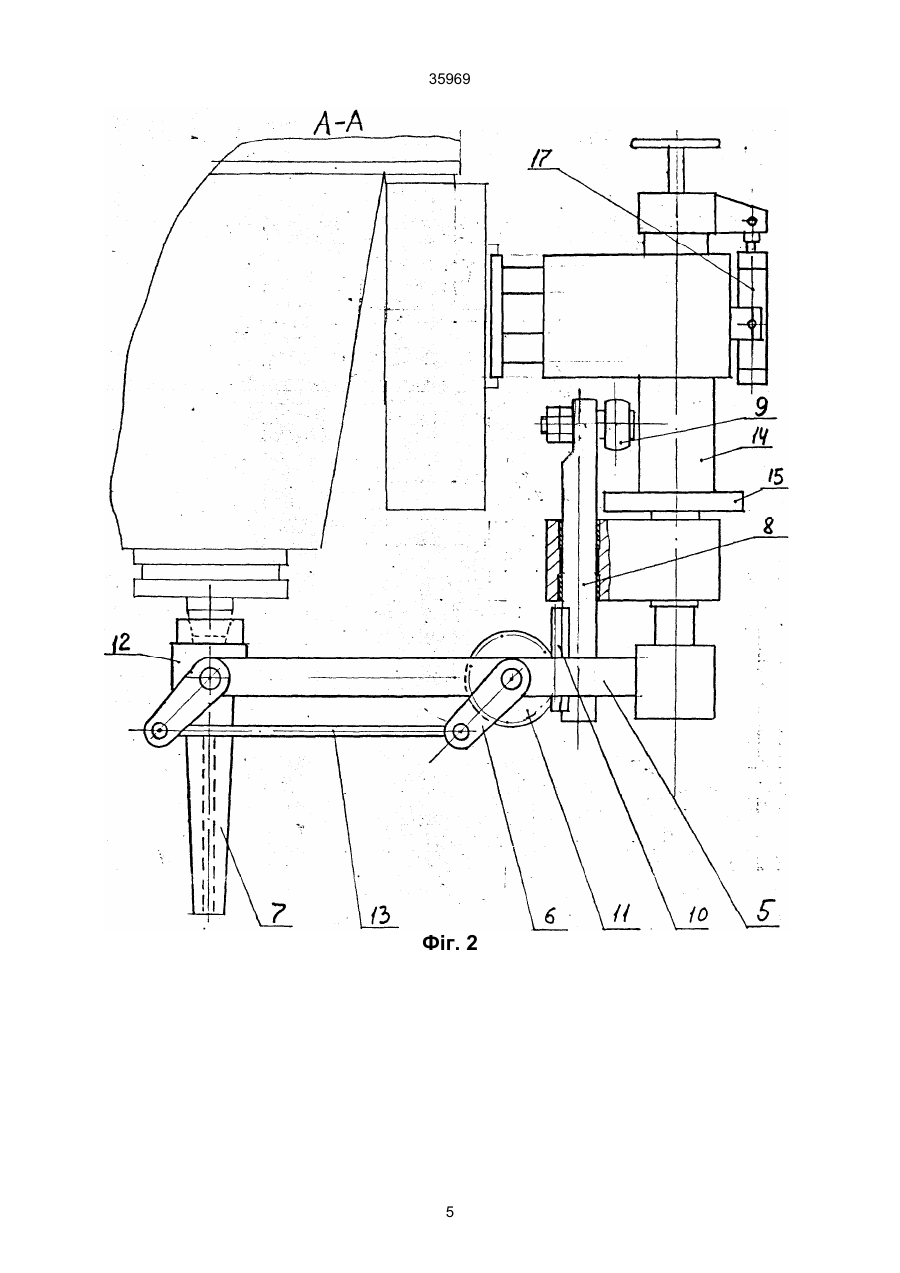
1. Ділянка розливання металу, яка містить проміжний ківш, стенд для сталеківшів, з'єднаний з двома маніпуляторами, кожний з яких оснащено цапфою та тримачем з опорними елементами для розливних стаканів, яка відрізняється тим, що 35969 Робота по розливанню металу у зазначеному районі здійснюється з використанням наступних пристроїв: підйомно-повертального стенду для стальківшів, з'єднаного з двома маніпуляторами, маючими цапфи та тримачі з опорними елементами для розливних стаканів. При цьому кожен маніпулятор закріплено на стенді таким чином, що його вузли розташовані вище нижнього торця зливного отвору стальківша та налагоджування вісі стакану на вісь зливного отвору стальківша виконується на підготовчій позиції у той час, коли на позиції розливання здійснюється випуск металу зі стальківша через вже налагоджений раніше на підготовчій позиції розливний стакан. На відміну від аналога у зазначеному районі забезпечуються більш безпечні умови роботи для оператора завдяки можливості налагоджування вісі стакану на вісь зливного отвіру на підготовчій позиції, де відсутній розігрітий проміжний ківш, а не в аварійно небезпечному проміжку поміж гарячим дном стальківша та розігрітим до температури 1100°С промківшем. Крім того, стає можливим виконувати розливання сталі на робочій позиції із стальківша у проміжний ківш через один розливний стакан, у той час коли на підготовчій позиції виконується налагоджування другого розливного стакану на вісь зливного отвору, тобто завдяки сполучанню часу підготувально-завершального, пов'язаного з монтажем та демонтажем стакану, з часом розливання, вдається скоротити загальний час розливання. Таким чином, використання зазначеного району обладнання для розливання металу дозволяє утворити більш безпечні умови роботи для оператора, скоротити загальний час розливання. Однак описаний район розливання металу має наступні недоліки: потребуються значні витрати енергії для забезпечення розливання металу, котрі витрачаються підйомним приводом стенду для стальківшів; наявність приводу підйому з рухомими системами підводу робочого тіла, призначеного для переміщення стенду з ковшами місткістю від 80 до 330 тон кожний, ускладнює конструкцію стенду та усього району розливання металу в цілому. До основи винаходу поставлена задача створення менш енергомісткого району розливання металу при одночасному спрощенні конструкції. Ця задача вирішується за рахунок технічного результату, який міститься у тому, що для монтажу-демонтажу розливного стакану використовується малоенергомісткий привод переміщення стояку замість енергомісткого та складного привода підйому стенда. Таким чином, створюється можливість знизити енергомісткість району розливання металу, виконати стенд тільки повертальним, що спрощує конструкцію стенду та району в цілому. Для досягнення зазначеного технічного результату ділянка розливання металу, котра містить проміжний ківш, стенд для стальківшів, з'єднаний з двома маніпуляторами, кожний з котрих оснащено цапфою та тримачем з опорними елементами для розливних стаканів у відповідності з винаходом оснащена механізмами гойдання розливних стаканів, забезпечуючими можливість гойдання кож ного зі стаканів у площині, проходячій через вертикальну вісь стояку та вісь відповідного стакану. При цьому кожен з зазначених механізмів гойдання виконаний у вигляді штанги, з'єднаної з тримачем маніпулятору з можливістю вертикального переміщення та оснащеної з одного боку консольне встановленим роликом, а з другого - зубчастою рейкою, та зубчастої шестерні, закріпленої на тримачеві з можливістю взаємодії зі згаданою зубчастою рейкою та з'єднаною з опорним елементом для розливного стакану системою важелів, при цьому цапфа маніпулятору у своїй нижній частині виконана з кільцевою опорною поверхнею з можливістю періодичного контакту з зазначеним роликом. Так як конструктивне виконання механізму гойдання стаканів для рішення поставленої задачі суттєвого значення не має, формула винаходу виконана двохланцюговою і у другому пункті формули приведено переважний варіант виконання механізму гойдання. Конструкція виконання механізму гойдання може бути виконана не тільки у вищеописаному вигляді, а і, наприклад, у вигляді системи блоків та тросів. При цьому варіант конструктивного виконання механізму гойдання, викладений у другому пункті формули, прийнято як найбільш переважний по критерію надійності. У результаті порівняльного аналізу даного технічного рішення з прототипом встановлено, що вони мають загальні ознаки: проміжний ківш; стенд для стальківшів; два маніпулятори, з'єднаних зі стендом, кожен з яких оснащено цапфою та тримачем з опорними елементами для розливних стаканів; оснащення механізмами гойдання розливних стаканів, забезпечуючими можливість гойдання кожного зі стаканів у площині, проходячій через вертикальну вісь стояку та вісь відповідного стакану. Таким чином, пропонуємо рішення має нову сукупність конструктивних елементів, взаємне розташування деталей та вузлів. Між сукупністю суттєвих ознак даного рішення та досягаємим технічним результатом є причиннослідствуючий зв'язок: оснащення ділянки розливання механізмами гойдання у площинах, проходячих через вертикальну вісь стояку та вісь відповідного стакану, дозволяє обертати стакан, викладуючи його у проміжок поміж дном стальківша та верхнім торцем проміжного ковша, перевищуючий максимальний діаметр стакану, з подальшим виводом його із зазначеної зони. З'єднання штанги механізму гойдання стаканів з тримачем маніпулятора за допомогою консольно встановленого ролика з одного боку та з'єднання через зубчасте зачеплення рейки-шестерні та системи важелів з опорним елементом для стакана з другого боку дозволяє здійснювати стакану, розташованому у опорному елементі тримача, обертального руху від приводу його вертикального переміщення. Таким чином, стакан виводиться із проміжного ковша за допомогою малоенергомісткого приводу, стенд оснащено тільки приводом повертання, що знижує енергомісткість району розливання металу та спрощує його конструкцію. 2 35969 Виключення із зазначеної сукупності відрізняючих ознак хоча б одної ознаки не забезпечує досягнення технічного результату. Технічне рішення має винахідницький рівень тому, що дане виконання ділянки розливання металу для фахівця наявним чином не слідує з рівня техніки. Дане рішення не відомо з рівня техніки, тому воно є новим. Дане рішення промислово застосоване, тому що визначено для використання у металургійному виробництві. З використанням рішення розроблено технічний проект для Молдавського металургійного заводу. Таким чином, даному рішенню може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень та промислово застосоване. Технічна сутність рішення пояснюється кресленнями, на яких зображено: на фіг. 1 - вид ділянки розливання металу у плані; на фіг. 2 розріз А-А по фіг. 1. Ділянка розливання металу складається з повертального стенду 1, на протилежних лагах 2 якої розташовані два маніпулятори 3, проміжного ковша 4. Тримач 5 кожного маніпулятора 3 обладнано механізмом гойдання 6 захисного розливного стакану 7. Кожен механізм гойдання 6 виконано у вигляді штанги 8, з'єднаної з тримачем 5 та оснащеного з одного боку консольно встановленим роликом 9, а з другого - зубчастою рейкою 10 та зубчастого колеса 11, закріпленого на тримачеві 5. При цьому зубчасте колесо 11 з'єднане з опорним елементом 12 для розливного стакану 7 системою важелів 13. Цапфа 14 кожного з маніпуляторів 3 у своїй нижній частині виконана з опорною кільцевою поверхнею 15. Робота у ділянці розливання металу відбувається наступним чином. Після того, як на лаги 2 стенду 1, розміщені у резервній позиції, подається заповнений металом стальківш 16, маніпулятором 3, розташованим у тій же позиції проводиться центрування вісі розливного стакану 7 на вісь зливного отвору стальківша 16. Далі механізмом вертикального переміщення стояку. 17 маніпулятора 3 виконується переміщення тримача 5 у крайнє нижнє положення, при цьому консольний ролик 9, контактуючи з опорно-кільцевою поверхнею цапфи 15, перешкоджає вертикальному переміщенню штанги 8, а зубчасте колесо 11, закріплене на тримачеві 5, починає обкатуватися навколо нерухомої зубчастої рейки 10, приводячи у рух розливний стакан 7 через систему важелів 6. Після того, як розливний стакан 7 підійметься до тримача 5 (прийме горизонтальне положення), стенд 1 повертають на 180°, переводячи готовий до розливання стальківш 16 у робочу позицію. Після встановлення стальківша 16 понад проміжним ковшем, механізмом вертикального переміщення стояку 17 переводять 7римач 5 у крайнє верхнє положення. При цьому розливний стакан 7 від механізму гойдання 6 приймає вертикальне положення і далі центрується на вісі, зливного отвору стальківша 16. Після завершення розливання металу зі стальківша у проміжний ківш 4 та встановлення нового стальківша у резервній позиції послідовність вищевказаних дій повторюється. Дана конструкція ділянки розливання металу дозволяє при роботі обладнання виконувати монтаж-демонтаж розливного стакану з використанням малоенергомісткого приводу маніпулятора, виключив при цьому необхідність переміщення по вертикалі стенду з ковшами, що знижує енергомісткість району розливання металу та спрощує його конструкцію. 3 Фіг. 1 35969 4 35969 Фіг. 2 5 35969 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for metal pouring out
Автори англійськоюSanzharevskyi Oleh Vasyliovych, Kazakov Oleksandr Vasyliovych, Pluhatar Viktor Semenovych, Bilobrov Yurii Mykolaiovych, Sus Yurii Vasyliovych, Pakin Volodymyr Arsentiiovych
Назва патенту російськоюУчасток разливки металла
Автори російськоюСанжаревский Олег Васильевич, Казаков Александр Васильевич, Плугатар Виктор Семенович, Билобров Юрий Николаевич, Сусь Юрий Васильевич, Пакин Владимир Арсентьевич
МПК / Мітки
МПК: B22D 11/10
Мітки: ділянка, розливання, металу
Код посилання
<a href="https://ua.patents.su/6-35969-dilyanka-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливання металу</a>
Пристрій для розливання рідкого металу

Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Погорський Віктор Костянтинович, Горюк Максим Степанович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: пристрій, рідкого, розливання, металу
Формула / Реферат:
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:при этом каждый участок...
Пристрій для сифонного розливання металу у виливниці і форми
Номер патенту: 18555
Опубліковано: 25.12.1997
Автори: Губенко Артур Васильович, Осіпов Володимир Прокопович, Сергієнко Станіслав Леонідович, Король Леонід Наумович, Кисельов Микола Миколаєвич, Булат Володимир Олександрович, Мошкевич Євгеній Ісайович, Казаков Сергій Сергійович, Узієнко Борис Олександрович
Мітки: металу, форми, розливання, пристрій, виливниці, сифонного
Формула / Реферат:
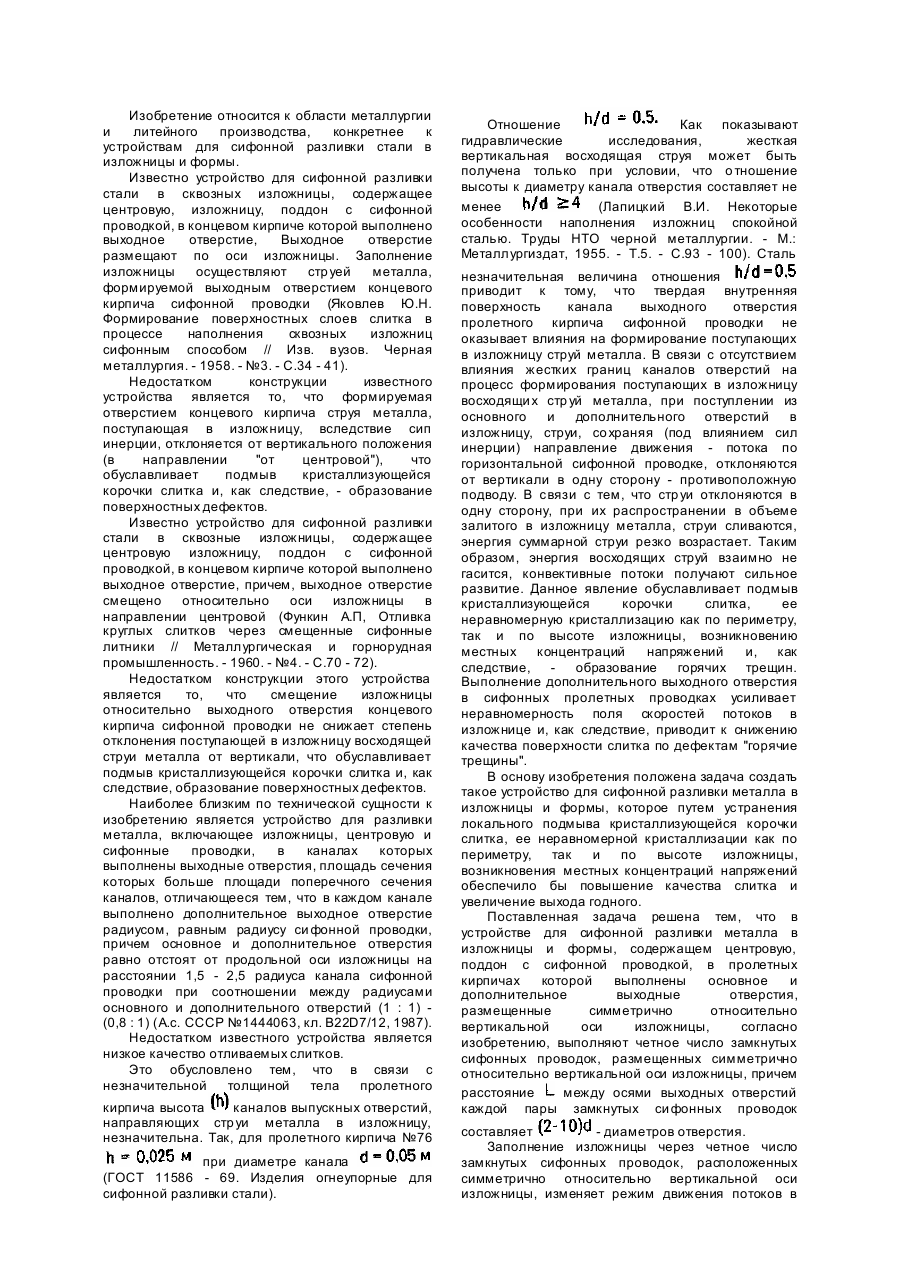
Устройство для сифонной разливки металла в изложницы и формы, содержащее центровую изложницу, поддон с сифонной проводкой, в пролетных кирпичах которой выполнены основные и дополнительные выходные отверстия, размещенные симметрично относительно вертикальной оси изложницы, отличающееся тем, что устройство содержит четное число замкнутых сифонных проводок, размещенных симметрично относительно вертикальной оси изложницы, причем расстояние между...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14
Мітки: безперервного, металу, розливу, установка
Формула / Реферат:
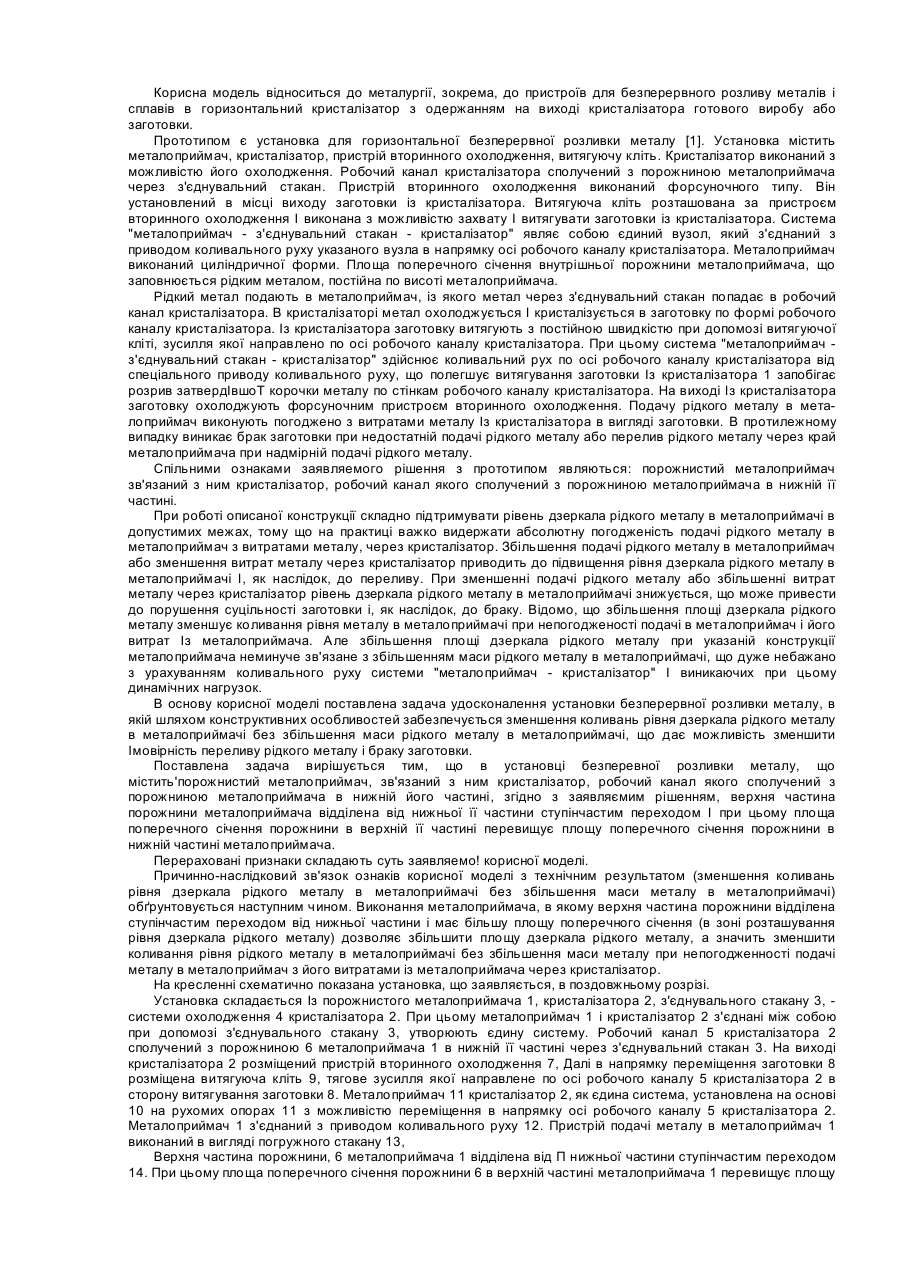
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Установка безперервної розливки металу

Номер патенту: 26249
Опубліковано: 19.07.1999
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14, B22D 11/18, B22D 11/10
Мітки: установка, безперервної, розливки, металу
Формула / Реферат:
Установка безперервної розливки металу, що включає кристалізатор з герметичним металоприймачем, відкриту проміжну ємкість, розміщену над кристалізатором і з'єднану з порожниною металоприймача розливним стаканом, розливний ківш, виконаний з можливістю подачі рідкого металу а проміжну ємкість, засоби управління витратою рідкого металу, а також джерело стиснутого газу, з'єднане з герметичним металоприймачем, яка відрізняється тим, що засоби...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 27/02, B22D 11/06
Мітки: запобігання, витіканню, стрічки, розплаву, пристрій, допомогою, спосіб, електромагнітний, розплавленого, безперервного, установка, магніту, відливання, металу, варіанти
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Попередній патент: Спосіб аерації води
Наступний патент: Озоно-терапевтичний апарат
Випадковий патент: Гальмівний циліндр