Пристрій для упаковування продуктів у пакети з термосклейного матеріалу
Номер патенту: 61710
Опубліковано: 15.02.2006
Автори: Голованов Сергій Віталійович, Мироненко Віталій Олексійович
Формула / Реферат
Корисна модель належить до області газового аналізу, а конкретніше до термокондуктометричних газоаналізаторів, що призначені для виміру компонентів бінарних і псевдо бінарних газових сумішей.
Відомо про автоматичний датчик газоаналізатора ТП1126, призначений для визначення вмісту водню в повітрі, виробництва Вируського заводу газоаналізаторів (Естонія), який є аналогом пристрою, що заявляється.
Основним вузлом датчика - аналога є блок чутливих елементів по теплопровідності. У латунному корпусі блоку є чотири вертикальних канали, в яких встановлені чутливі елементи. Два з них - відкриті елементи омиваються аналізованим повітрям, два інших - заповнені чистим повітрям і запаяні.
Чутливий елемент представляє собою оскловану спіраль із платинового дроту діаметром 0,02мм, яка розміщена в скляній ампулі.
У датчику використаний мостовий метод виміру електричного опору. Мірою вмісту водню є напруга на вимірювальній діагоналі моста, що лінійно залежить від вмісту водню. Живлення мосту здійснюється стабілізованою перемінною напругою.
Вихідна напруга моста надходить на вхід вимірювального перетворювача, де перетворюється й підсилюється до значення уніфікованого вихідного сигналу 0-10В.
Принципова схема вимірювального моста датчика газоаналізатора ТП1126 зображена на малюнку 1, стор.6, прикладеного документа [«Описание и инструкция по монтажу и эксплуатации. Автоматический датчик газоанализатора для определения содержания водорода в воздухе ТП1126, СССР, Выруский завод газоанализаторов, 1969г.»].
Недоліком датчика - аналога є низька чутливість і істотна залежність від температури навколишнього середовища, складна схема перетворення його сигналу у вихідний уніфікований сигнал.
Найбільш близьким до заявленого пристрою - прототипом є відомий датчик газоаналізатора ГТВ-1101М, що випускається ФГУП СПО «Аналитприбор» (м.Смоленськ). Датчик представляє собою металевий блок чутливих елементів циліндричної форми з чотирма вертикальними каналами, в яких встановлені чотири терморезистори, включені у мостову вимірювальну схему - надалі МВС, дивися прикладений документ ["Газоанализаторы ГТВ - 1101М. Руководство по эксплуатации ИБЯЛ. 413211.003 РЭ, стр.9, 10, 25"].
Терморезистори R1, R4 - вимірювальні чутливі елементи (надалі BE) омиваються аналізованою газовою сумішшю, терморезистори R2, R3 - порівняльні чутливі елементи (надалі ПЕ) знаходяться в запаяних скляних ампулах, заповнених порівняльною газовою сумішшю.
Зазначені пари BE й ПЕ включені по одному в протилежні плечі МВС, яка живиться постійним струмом стабілізованого значення (Імвс).
Вихідний сигнал МВС датчика - прототипу надходить у пристрій вторичного перетворення на вхід попереднього підсилювача для подальшого перетворення у вихідний уніфікований сигнал.
Основний недолік прототипу - низька чутливість і надійність, обмеженість і нераціональність можливих способів їх підвищення, складна схема перетворення сигналу МВС у вихідний електричний уніфікований сигнал.
Обумовлено це наявністю наступних факторів.
При аналізі датчиком газової суміші, що відповідає по своєму складу початку діапазону виміру, опори всіх BE й ПЕ рівні між собою, тобто, усі RВЕ=RПЕ.
Опір ПЕ не залежить від вмісту визначуваного компонента й умовно (тому що залежить від зміни не вимірюваних величин) вважається постійним.
Зміна опору BE пропорційна зміні вмісту визначуваного компонента аналізованої газової суміші і дорівнює різниці
DRВЕ=RВЕ-RПЕ.
(1)
Вихідний сигнал (U) МВС, яка має однаковий (у початковому стані) опір плечей, дорівнює
U=0,5 Імвс DRВЕ=Іве DRВЕ
(2)
З рівняння (2) випливає, що підвищення чутливості датчика - прототипу, наприклад у два рази, можливо двома способами:
1) збільшенням загальної кількості чутливих елементів - до восьми (до двох BE і ПЕ у відповідних плечах МВС), що істотно ускладнить конструкцію датчика, збільшить його габарити й масу, а також підвищить споживану потужність і значно - вартість датчика;
2) збільшенням струму живлення МВС (згідно розрахунковим і експериментальним даним) як мінімум на 35%, що, при найчастіше використовуваних значеннях струму живлення МВС-150±30мА, приведе до значного підвищення температури, а значить і до істотного зниження надійності чутливих елементів і датчика в цілому.
Задачею цієї корисної моделі є підвищення чутливості і надійності термокондуктометричного датчика газу без збільшення числа термочутливих елементів при зменшеному у два рази струму живлення датчика.
Рішення поставленої задачі досягається тим чином, що у пропонованому термокондуктометричному датчику газу підвищеної чутливості (ДГ), який містить металевий блок та установлені в його каналах як мінімум два термочутливих елементи (порівняльний та вимірювальний), перетворення зміни вмісту визначуваного компоненту в аналізованій газовій суміші в уніфікований вихідний електричний сигнал виконують порівняльний та вимірювальний елементи, що з'єднані послідовно у схему дільника напруги (надалі ДН), який живиться стабілізованим струмом, та подальша мікроелектрона схема (надалі МЕС).
На рисунку, що поданий нижче, зображена електрична схема пропонованого термокондуктометричного датчика газу підвищеної чутливості. З неї видно, що ДН має два плеча : верхнє порівняльне (надалі ПП) та нижнє вимірювальне (надалі ВП), які містять по два ПЕ та BE, установлених в каналах блока термочутливих елементів (БЧЕ).
ДН живиться стабілізованим постійним струмом (Іст), рівним за своїм значенням струму BE в МВС датчика - прототипу, і виконує первинне перетворення зміни вмісту визначуваного компонента в послідовну зміну опору та напруги двох BE.
Вимір зміни напруги двох BE стосовно напруги двох ПЕ, що немає залежності від вмісту визначуваного компоненту аналізованої газової суміші, та подальше її перетворення в уніфікований сигнал виконує МЕС.
Така схема первинного та подальшого перетворення вимірюваної величини у запропоновану датчику забезпечує підвищення чутливості у два рази.
У прототипі, при однаковій кількості BE й ПЕ, з'єднаних у МВС, у формуванні вихідного електричного сигналу враховується зміна опору та напруги тільки одного BE, в результаті чого його чутливість до вимірюваної величини у два рази менше.
До складу МЕС входять дві мікросхеми повторювачів напруги DA1, DA2 із резисторами R1, R2, на виході яких дублюються, відповідно повна напруга ДН - Uдн і напруга ВП ДН – UВП. Отримані напруги надходять на вхід диференціального підсилювача, виконаного на мікросхемі DA3 з резисторами R3, R4, R5, R6. На виході DA3 у результаті вирахування одержуємо напругу ППДН.
UПП=ПДН–UВП
(3)
З виходу DA2, DA3 відповідні сигнали Uвп, UПП надходять на вхід мікросхеми вимірювального підсилювача DA4, на виході якого одержують уніфікований вихідний сигнал датчика газу (Uдг), рівний
UДГ=K(UВП-UПП)=[UBE1+UBE2)-UПE1+UПE2)], В
(4),
де К - коефіцієнт підсилення вимірювального підсилювача, що задається опором резистора R7; при відсутності R7 К=1.
Усі перелічені мікросхеми живляться від одного джерела напругою постійного току ± Uж.
Запропоноване технічне рішення дозволить:
1) підвищити чутливість термокондуктометричного датчика газу у два рази без збільшення кількості термочутливих елементів та при зниженому в два рази струмі живлення, що забезпечить відповідне підвищення надійності датчика;
2) спростити в цілому схему перетворення зміни опорів BE, викликаної зміною вмісту визначуваного компонента в аналізованій газовій суміші, у вихідний електричний уніфікований сигнал напруги постійного струму 0-1 В чи 0-10 В і ін.
3) застосовувати схему ДН із двома термочутливимими елементами (по одному BE і ПЕ) для аналізу газових сумішей, що містять компоненти з значно різними коефіцієнтами теплопровідності, а також, з достатнім для формування необхідного рівня вихідного сигналу датчика діапазоном зміни визначуваного компонента, що значно зменшить розміри й масу блоку чутливих елементів, істотно знизить вартість датчика;
4) спростити процедуру настроювання й ремонту датчика.
Викладений матеріал підтверджує новизну й ефективність моделі термокондуктометричного датчика газу, що заявляється, і доцільність її застосування в складі термокондуктометричних газоаналізаторів.
Текст
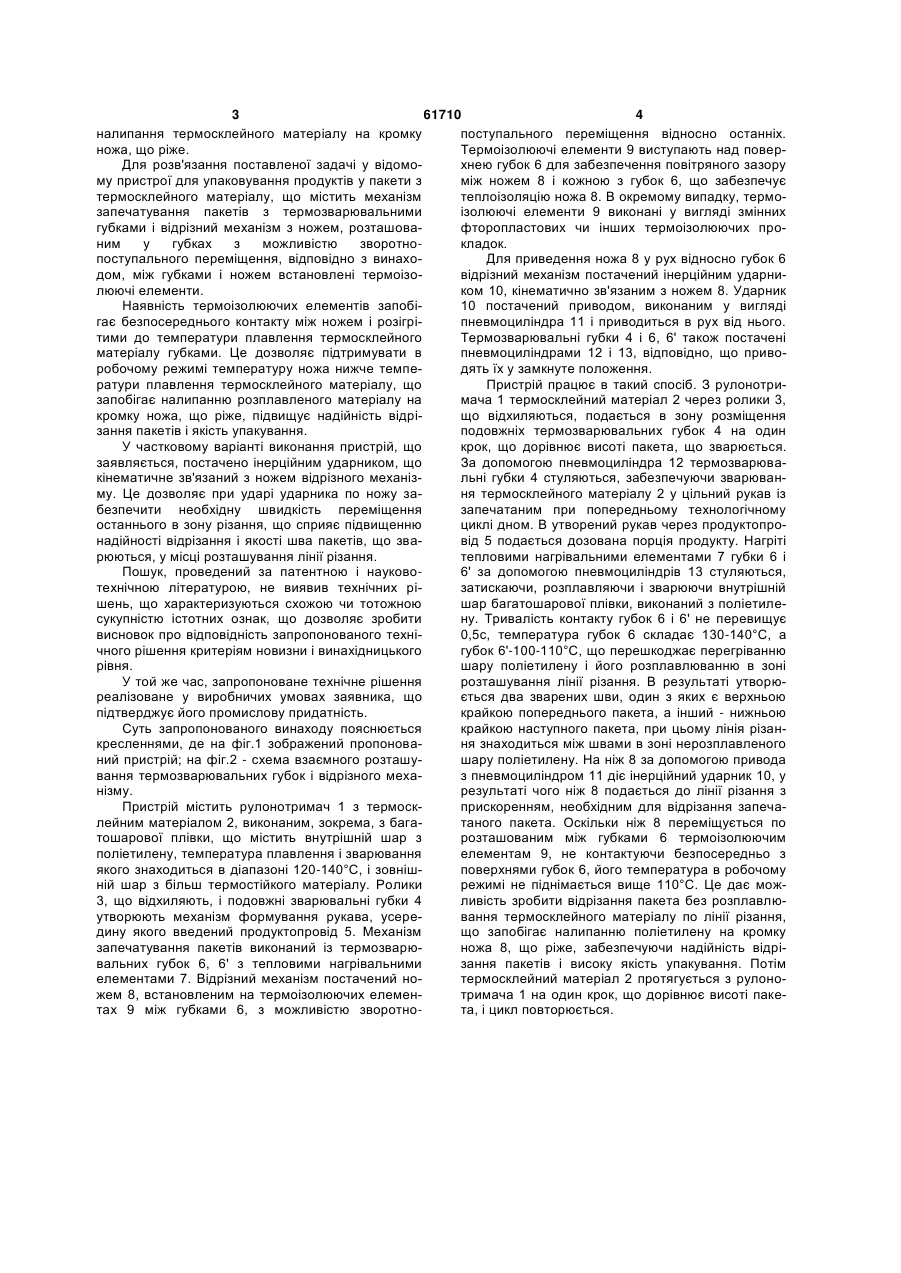
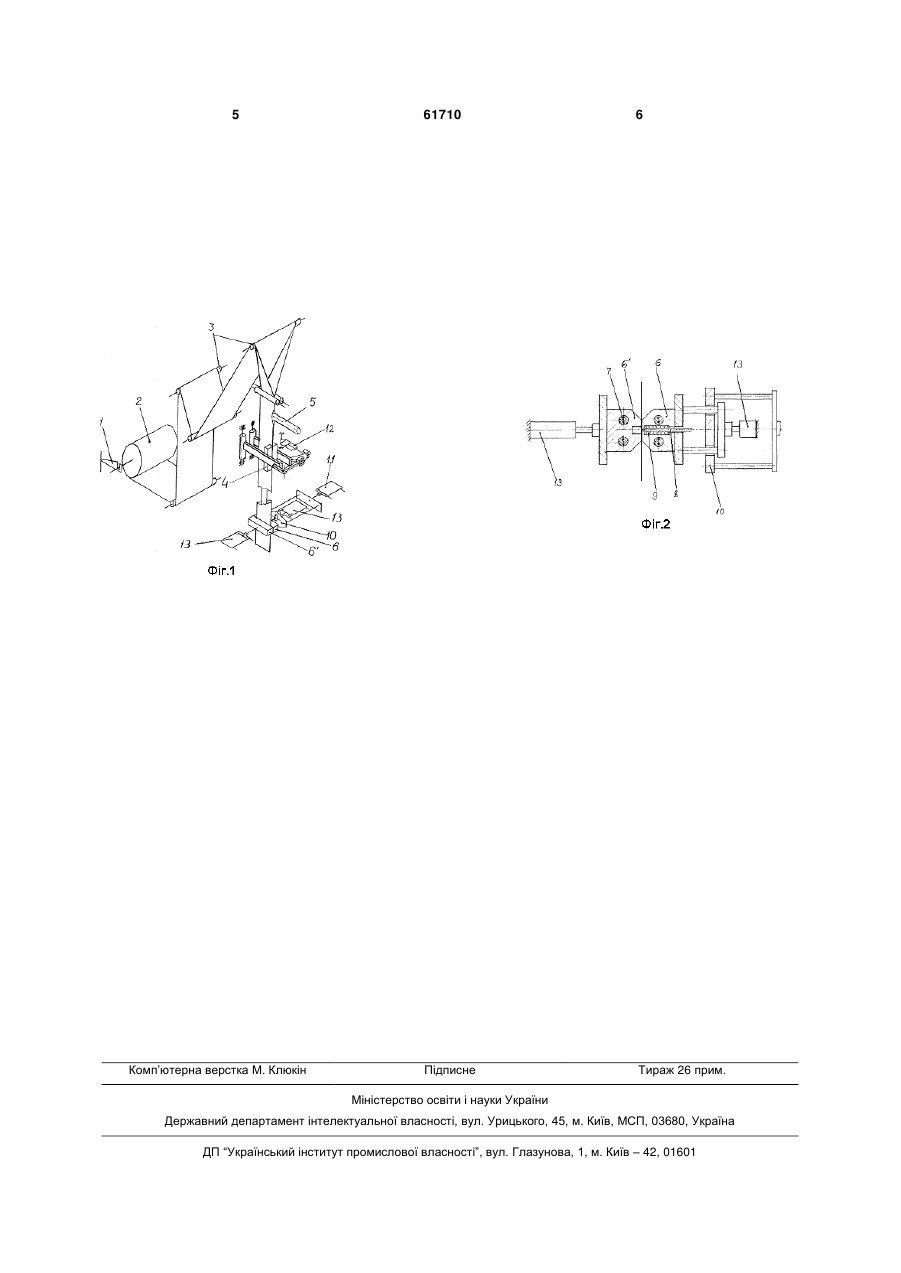
1. Пристрій для упаковування продуктів у пакети з термосклейного матеріалу, що містить механізм запечатування пакетів з термозварювальними губками і відрізний механізм з ножем, розташованим у губках з можливістю зворотнопоступального переміщення, який відрізняється тим, що між губками і ножем встановлені термоізолюючі елементи. 2. Пристрій для упаковування продуктів у пакети з термосклейного матеріалу за п. 1, який відрізняється тим, що він оснащений інерційним ударником, кінематично зв'язаним з ножем відрізного механізму. (19) (21) 2003042830 (22) 01.04.2003 (24) 15.02.2006 (46) 15.02.2006, Бюл. № 2, 2006 р. (72) Голованов Сергій Віталійович, Мироненко Віталій Олексійович (73) Голованов Сергій Віталійович (56) SU 821295 15.04.1981 SU 1395546 15.05.1988 RU 2096281 20.11.1997 RU 2164886 10.04.2001 RU 2165382 20.04.2001 3 61710 4 налипання термосклейного матеріалу на кромку поступального переміщення відносно останніх. ножа, що ріже. Термоізолюючі елементи 9 виступають над поверДля розв'язання поставленої задачі у відомохнею губок 6 для забезпечення повітряного зазору му пристрої для упаковування продуктів у пакети з між ножем 8 і кожною з губок 6, що забезпечує термосклейного матеріалу, що містить механізм теплоізоляцію ножа 8. В окремому випадку, термозапечатування пакетів з термозварювальними ізолюючі елементи 9 виконані у вигляді змінних губками і відрізний механізм з ножем, розташовафторопластових чи інших термоізолюючих проним у губках з можливістю зворотнокладок. поступального переміщення, відповідно з винахоДля приведення ножа 8 у рух відносно губок 6 дом, між губками і ножем встановлені термоізовідрізний механізм постачений інерційним ударнилюючі елементи. ком 10, кінематично зв'язаним з ножем 8. Ударник Наявність термоізолюючих елементів запобі10 постачений приводом, виконаним у вигляді гає безпосереднього контакту між ножем і розігріпневмоциліндра 11 і приводиться в рух від нього. тими до температури плавлення термосклейного Термозварювальні губки 4 і 6, 6' також постачені матеріалу губками. Це дозволяє підтримувати в пневмоциліндрами 12 і 13, відповідно, що приворобочому режимі температуру ножа нижче темпедять їх у замкнуте положення. ратури плавлення термосклейного матеріалу, що Пристрій працює в такий спосіб. З рулонотризапобігає налипанню розплавленого матеріалу на мача 1 термосклейний матеріал 2 через ролики 3, кромку ножа, що ріже, підвищує надійність відріщо відхиляються, подається в зону розміщення зання пакетів і якість упакування. подовжніх термозварювальних губок 4 на один У частковому варіанті виконання пристрій, що крок, що дорівнює висоті пакета, що зварюється. заявляється, постачено інерційним ударником, що За допомогою пневмоциліндра 12 термозварювакінематичне зв'язаний з ножем відрізного механізльні губки 4 стуляються, забезпечуючи зварюванму. Це дозволяє при ударі ударника по ножу заня термосклейного матеріалу 2 у цільний рукав із безпечити необхідну швидкість переміщення запечатаним при попередньому технологічному останнього в зону різання, що сприяє підвищенню циклі дном. В утворений рукав через продуктопронадійності відрізання і якості шва пакетів, що звавід 5 подається дозована порція продукту. Нагріті рюються, у місці розташування лінії різання. тепловими нагрівальними елементами 7 губки 6 і Пошук, проведений за патентною і науково6' за допомогою пневмоциліндрів 13 стуляються, технічною літературою, не виявив технічних різатискаючи, розплавляючи і зварюючи внутрішній шень, що характеризуються схожою чи тотожною шар багатошарової плівки, виконаний з поліетилесукупністю істотних ознак, що дозволяє зробити ну. Тривалість контакту губок 6 і 6' не перевищує висновок про відповідність запропонованого техні0,5с, температура губок 6 складає 130-140°С, а чного рішення критеріям новизни і винахідницького губок 6'-100-110°С, що перешкоджає перегріванню рівня. шару поліетилену і його розплавлюванню в зоні У той же час, запропоноване технічне рішення розташування лінії різання. В результаті утворюреалізоване у виробничих умовах заявника, що ється два зварених шви, один з яких є верхньою підтверджує його промислову придатність. крайкою попереднього пакета, а інший - нижньою Суть запропонованого винаходу пояснюється крайкою наступного пакета, при цьому лінія різанкресленнями, де на фіг.1 зображений пропонованя знаходиться між швами в зоні нерозплавленого ний пристрій; на фіг.2 - схема взаємного розташушару поліетилену. На ніж 8 за допомогою привода вання термозварювальних губок і відрізного мехаз пневмоциліндром 11 діє інерційний ударник 10, у нізму. результаті чого ніж 8 подається до лінії різання з Пристрій містить рулонотримач 1 з термоскприскоренням, необхідним для відрізання запечалейним матеріалом 2, виконаним, зокрема, з багатаного пакета. Оскільки ніж 8 переміщується по тошарової плівки, що містить внутрішній шар з розташованим між губками 6 термоізолюючим поліетилену, температура плавлення і зварювання елементам 9, не контактуючи безпосередньо з якого знаходиться в діапазоні 120-140°С, і зовнішповерхнями губок 6, його температура в робочому ній шар з більш термостійкого матеріалу. Ролики режимі не піднімається вище 110°С. Це дає мож3, що відхиляють, і подовжні зварювальні губки 4 ливість зробити відрізання пакета без розплавлюутворюють механізм формування рукава, усеревання термосклейного матеріалу по лінії різання, дину якого введений продуктопровід 5. Механізм що запобігає налипанню поліетилену на кромку запечатування пакетів виконаний із термозварюножа 8, що ріже, забезпечуючи надійність відрівальних губок 6, 6' з тепловими нагрівальними зання пакетів і високу якість упакування. Потім елементами 7. Відрізний механізм постачений нотермосклейний матеріал 2 протягується з рулоножем 8, встановленим на термоізолюючих елементримача 1 на один крок, що дорівнює висоті пакетах 9 між губками 6, з можливістю зворотнота, і цикл повторюється. 5 Комп’ютерна верстка М. Клюкін 61710 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for packing of products into the packs of heat-sealing material
Назва патенту російськоюУстройство для упаковки продуктов в пакеты из термосклеивающегося материала
МПК / Мітки
МПК: B65B 9/06
Мітки: матеріалу, упаковування, продуктів, пакети, пристрій, термосклейного
Код посилання
<a href="https://ua.patents.su/3-61710-pristrijj-dlya-upakovuvannya-produktiv-u-paketi-z-termosklejjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для упаковування продуктів у пакети з термосклейного матеріалу</a>
Пристрій для утримання певних продуктів під тиском і для запобігання розплескуванню при його відкриванні, банка збільшеного об’єму, пристрій для утримання стерилізованого харчового матеріалу
Номер патенту: 72793
Опубліковано: 15.04.2005
Автори: Дайемонд Джордж Б., Гелмріч Ралф Х., Слокам Рей Дж.
МПК: B65B 31/02, B65B 55/04
Мітки: харчового, розплескуванню, продуктів, пристрій, збільшеного, тиском, певних, об'єму, банка, стерилізованого, відкриванні, утримання, матеріалу, запобігання
Формула / Реферат:
1. Пристрій для утримання певних продуктів під тиском і для запобігання розплескуванню при його відкриванні, що містить контейнер, який має бічну стінку, верхнє і нижнє днище, призначений для утримання продукту під тиском, та захисний буртик для запобігання розплескуванню вмісту при відкриванні контейнера.2. Пристрій за п. 1, який відрізняється тим, що захисний буртик для запобігання розплескуванню сформований на бічній стінці...
Пакети, що складаються щонайменше з двох комплектів одиниць товарів, засіб, спосіб і пристрій для виготовлення пакетів
Номер патенту: 51760
Опубліковано: 16.12.2002
Автори: Єнсен Єнс Бейлегор, Гундерсен Гейр Віктор, Омдаль Б'ярне, Естергор Бент, Коккешвольд Тур
МПК: B66C 1/12, B65D 71/02, B63B 27/00
Мітки: виготовлення, товарів, одиниць, комплектів, складаються, двох, спосіб, засіб, пристрій, щонайменше, пакетів, пакети
Формула / Реферат:
1. Пакет, що містить щонайменше одну пару стосів (А, В) одиниць товарів, охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю підвіски (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп має форму замкнутої петлі стрічки (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку стосів (А, В), а також тим, що...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10564
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: B65D 41/04, A47G 19/00
Мітки: матеріалу, гнучкого, харчових, ємність, листового, затворюваних, продуктів, рідиною, кришкою
Формула / Реферат:
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що включає порожнистий корпус з днищем, утворений двома сполученими між собою з утворенням порожнистого зрізаного конуса шарами листового матеріалу, щонайменше внутрішній з яких виконаний із матеріалу на основі целюлози, переважно апретованого паперу, при цьому при висоті ємності 102-107 мм внутрішній діаметр більшої основи зрізаного конуса...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10566
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: B65D 41/04, A47G 19/00
Мітки: кришкою, харчових, матеріалу, рідиною, ємність, гнучкого, продуктів, листового, затворюваних
Формула / Реферат:
1. Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що включає порожнистий корпус з днищем, зовнішня і внутрішня бічні поверхні якого виконані з двох сегментоподібних шарів листового матеріалу, сполучених між собою з утворенням верхнього і нижнього буртиків відповідно по верхньому і нижньому їх периметрах та з утворенням кожним шаром порожнистого зрізаного конуса, щонайменше внутрішній з яких...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10568
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: B65D 41/04, A47G 19/00
Мітки: кришкою, затворюваних, ємність, харчових, рідиною, гнучкого, листового, продуктів, матеріалу
Формула / Реферат:
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що містить порожнистий корпус з днищем, утворений двома сполученими між собою з утворенням порожнистого зрізаного конуса шарами листового матеріалу, щонайменше внутрішній з яких виконаний із матеріалу на основі целюлози, переважно апретованого паперу, при цьому при висоті ємності 102-107 мм внутрішній діаметр більшої основи зрізаного конуса...
Попередній патент: Інсектицидно-акарицидний засіб
Наступний патент: Магнітна стереотаксична система
Випадковий патент: "спосіб здобування n-(гамма-амінобутирил)-1-аза-4,7, 10,13-тетраоксациклопентадекана гідрохлоріда"